



電火花成形機床裝配中主軸自動移動方法
2017-8-1 來源:江蘇工程職業技術學院 作者:丁錦宏
摘要:電火花成形機床在裝配過程中需要由裝配人員反復手動轉動絲桿,移動主軸進行精度檢測,根據檢測結果調整主軸座,從而達到主軸與工作臺的垂直度裝配精度要求。根據這一特點,提出一種利用直流伺服電機驅動主軸絲桿,從而達到自動移動主軸的方案,改變由裝配人員手動操作的傳統方法,減少勞動強度、提高精度檢測的可信度。
關鍵詞:電火花成形機床;主軸;直流伺服電機;自動移動
0.引言
電火花成形機床將電極安裝在主軸下方,通過主軸的上下運動,帶動電極做上下運動從而實現放電加工。在裝配電火花成形機床時,需要保證主軸與機床工作臺的垂直度。在裝配階段,裝配人員需要不斷使主軸做上下運動,檢測主軸與機床工作臺在 X—X 和Y—Z 平面內的垂直度數值,然后調整主軸座,直到主軸與機床 工作臺的垂直度在 規定的范圍內。在 裝 配時,然絲桿已經安裝在主軸上,但控制機床的數控系統等電氣系統還沒有和機床本體相聯接,所以,無法使用數控系統控制機床主軸的上下運動。一般地都是由裝配人員轉動絲桿,使主軸做上下運動。由于機床主軸是在垂直方向上安裝的,裝配人員需要在較高的位置轉動絲桿,勞動強度較大。同時,由于手動移動主軸時,主軸的移動速度不均勻,會使檢測數值不穩定,影響檢測效果。針對這一現狀,本文設計了一種主軸自動移動方法,可大大降低裝配強度、提高精度檢測的穩定性。1 機床結構與主軸裝配要求電火花成形機床主要有立柱式和滑枕式兩種結構形式[1]。其中立柱式電火花成形機床主要由床身、工作臺、立柱、主軸座和主軸組成,如圖1所示。電火花成形機床是一種利用放電原理實現工件加工的機床,與人們所熟知的車床和銑床相比,電火花成形機床的主軸有以下三個特點:
1)主軸是做上下直線運動的,而一般意義上的主軸是做旋轉運動的。
2)主軸的作用是用來安裝電極,在機床工作時,在電極與工件之間產生電弧,從而做無切削加工,主軸受力較小。因而,一般地,電火花成形機床的主軸重量不大。以 CNC450電火花成形機床為例,其主軸重量為25kg。
3)主軸和工作臺需要相互垂直。其垂直度不得大于國家標準規定的數值。以 CNC450電火花成形機床為例,主軸和工作臺的垂直度要求為:在 X—Y 平面內和X—Z 平面內的垂直度均為0.015mm。
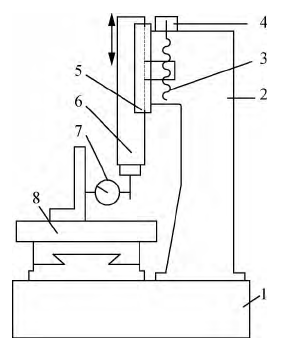
圖1 機床結構示例圖
1.床身 2.立柱 3.絲桿 4.電機座5.主軸座 6.主軸 7.指示器 8.工作臺
2.主軸裝配與檢測
為了達到主軸與工作臺的垂直度要求,裝配人員需要完成以下幾個步驟:(1)將主軸安裝在主軸座上;(2)檢測主軸和工作臺的垂直度;(3)如果檢測的垂直度數值大于規定的數值,則調整主軸座。一般地需要反復檢測與調整,才能滿足要求。在檢測主軸和工作臺的垂直度時,需要手動轉動主軸絲桿,使主軸做上下運動[2]。這種移動主軸的方法使得裝配人員非常不方便,在檢測時裝配人員需要觀察檢測數據,常常需要另一個人員幫助轉動絲桿,增加了勞動強度。另一方面,人工移動主軸的速度也不穩定,影響檢查效果。
3.主軸自動移動方法
針對以上情況,本文設計了一種采用直流伺服電機驅動主軸絲桿的方法,從而實現自動移動主軸。
3.1 組成
主軸自動移動方法由直流伺服電機、控制柜、操作面板等組成。在選擇驅動電機時,分別對三相異步電機、交流伺服電機和直流伺服電機的使用特點進行了對比分析。三相異步電機控制簡單,成本低,但運行不平穩,不適合驅動主軸運動做精度檢測。交流伺服電機運行平穩,是常用的數控機床運動件的驅動元件,但需要驅動器及控制元件(如控制系統或 PLC 等),使用成本高,控制電路聯接不方便,不適合在機床的機械裝配時使用。直流伺服電機避免了上述兩者的不足之處。該電機只要輸入直流電壓便可運行,其轉速與輸入電壓成正比[3]。依據電機扭矩選擇計算方法,通過計算,選用型號為 M818T—031的直流伺服電機,其額定電壓為48V,額定轉速為3 000r/min,功率為 180W。當輸入額定電壓48V 時,電機轉速為3 000r/min。一般地,在做主軸垂直度檢測時,移動速度以S=5 000mm/min左右為宜。若絲桿螺距 P=5mm,則電機轉速
據此,選用數控機床廣泛使用的開關電源作為電壓變換 元 件。 該 電 源 輸 入 AC220V 交 流 電 壓,輸 出DC24V 直流電壓。輸出電壓穩定,抗干擾能力強,用方便。雖然輸出電壓比計算的要高一些,但可以通過電位器將電壓調低,同時,適用于當絲桿螺距發生變化或者操作者需要增加主軸移動速度的情況,擴大了該方法的適應范圍。該方法配有一個專用的控制柜,用以安裝與該方法配套使用的控制電路。該控制柜大小為 400mm×300mm×500mm,體積小,便于使用。操作面板安裝在控制柜上,供裝配人員操作。操作面板上設有電位器,用以調整供電機使用的電壓;設有按鈕 SB0、SB1和 SB2,分別用作主軸停止、主軸向上移動和主軸向下移動的控制。
3.2 控制電路
當直流伺服電機的 A 相與直流電壓的正極相聯時,電機正轉,此時主軸向上運動;當直流伺服電動的B相與直流電壓的負極相聯時,電機反轉,此時主軸向下運動。根據這一原理,設計的電機控制電路如圖 2所示。
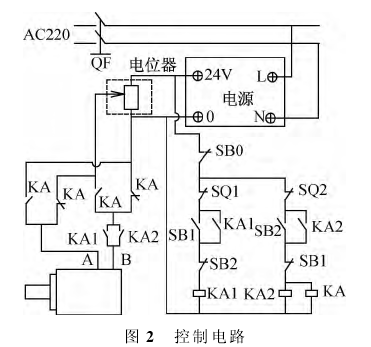
該控制電路的工作原理如下[4]:1) 開 關 電 源 輸 入 AC220V 交 流 電 壓,輸 出DC24V 直流電壓。通過電位器的調節,使其輸出電壓在0~24V 之間變化,從而調整電機的轉速。2)開關電源輸出的 DC24V 在為電位器提供電壓的同時,也為中間繼電器的線圈提供電壓。3)原理圖中直流伺服電機上方的電路的作用是直流電 壓 換 相 電 路。 當 KA 線 圈 不 得 電 時,電 機 A相與 DC24V 的正 極 相聯,電機正轉;反 之,當 KA 線圈得 電 時,電 機 A 相 與 DC24V 的 負 極 相 聯,電 機反轉。4)初始狀態時,電機 A 相與電源的 24V 正極相聯,但 B 相與電源的0V 之間是斷開的(KA1與 KA2均失電),此時電機停轉,主軸處于靜止狀態。5)當按下 SB1按鈕時,通過 KA1使電機 B 相與電源的0V 接通,電機正轉,主軸向上運動,當主軸運動到上限位開關SQ1時,KA1失電,使電機停轉。6)當按下SB2按鈕時,KA 得電,電機的 A 相與電源0V 之 間相聯,通過 KA2 使 電機 B 相 與 電 源 的24V 接通,電機反轉,主軸向下運動,當主軸運動到下限位開關SQ2時,KA 和 KA2 均失電,KA 失電使電機的 A 相的電壓極性又改變成與 24V 相聯,但 KA2斷開了電機的 B相,電機停轉。7)在 電 機 運 轉 過 程 中 按 下 SB0 按 鈕 時,KA、KA1、KA2均失電,電機停止運轉。
4.方法應用
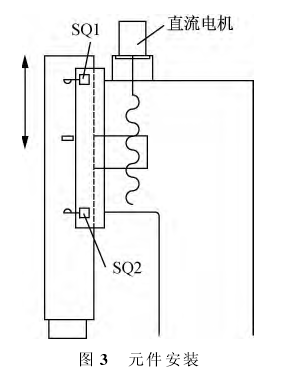
將機床主軸安裝在主軸座上后,在主軸運行的上、下兩個極 限 位 置 安 裝 相 應 的 行 程 開 關 SQ1 和 SQ2。同時將直流伺服電機安裝在電機座上,并與絲桿相連接,如圖3示。
然后按照圖2的電氣原理,在電器柜中和操作面板上安裝相應的控制元件,并按照原理圖完成控制電路的聯接。在上述工作的基礎上,按照主軸垂直度檢驗規范,調整好檢驗儀器,按下對應的按鈕,控制主軸向上運動和向下運動,進行精度檢查。
5.結論
在電火花成形機床產品裝配中,成功使用上述方法。實踐證明,該方法具有以下幾個優點:(1)方便了裝配人員。原有的方法在做精度檢測時,由裝配人員觀察指示器的情況,需要另一個人員幫助轉動絲桿,效率低下。(2)由于電機運行平穩,避免了人工轉動絲桿時產生的主軸運動不平穩現象,使精度檢查數值更加可信。(3)該方法成本低,同時可以作為一種設備,在其它類似機床裝配時使用。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

