



基于宏程序車削變槽寬變導程復雜螺紋的研究
2018-11-26 來源: 河北師范大學職業技術學院 作者:劉春利
摘要: 變導程螺紋雖然應用廣泛,但其加工效率和加工質量一直是個共性難題,尤其是變槽寬變導程螺紋的加工更是難之又難。文中在對變導程螺紋的螺旋線進行數學建模的基礎上,結合 FANUC 系統數控車床操作具體實例,巧妙利用宏程序優越功能準確快速地車削完成變槽寬變導程螺紋,最終高質量高效率事半功倍地完成復雜變導程螺紋的加工
關鍵詞: 數學建模; 宏程序; 車削; 變導程螺紋
0 前言
變導程螺紋在機械、煤礦、冶金、航空工業中應用普遍,在航空傳輸機械、飲料擠壓機械、飼料機械、船舶上的變導程螺旋槳、高速離心泵上的變導程誘導輪、變導程螺旋槳動力裝置以及前轉向懸掛上的變導程彈簧減震器等方面都有關鍵的應用。
變導程螺紋雖然應用廣泛,但其加工一直是個難題。以前的加工方式通常是在普通車床裝夾一套輔助裝置 ( 凸輪變速機構) 實現變速加工,雖然能保證精度,但要求操作工人技術嫻熟,設計成本較高,調速增量較麻煩,出現加工質量和效率低的狀況,尤其是變槽寬變導程螺紋的加工更是難之又難,幾乎普通車床無法加工。
在國內對變導程螺紋螺旋副的研究只是剛剛起步,國外已經有學者對變導程螺旋傳動機構進行了相關研究。Ming J TSAI 等對變導程螺旋傳動機構的傳動效率進行了評價分析,CHIO]對變導程螺旋傳動的動態特性從理論上進行了分析。文中主要針對變槽寬變導程螺紋螺旋線進行數學建模,同時利用FANUC 系統數控車床宏程序的獨特優勢對變槽寬變導程螺紋車削進行了研究。
1 、變導程螺紋螺旋線的建模
航空航天火箭發動機內壁外表面上的螺旋槽的中心線是變槽寬變導程螺旋線,在數控機床加工此類復雜螺旋線的螺紋時,編制其數控加工程序必須得到螺旋線的數學模型,否則無法編制其加工程序。
1. 1 螺旋線的數學模型
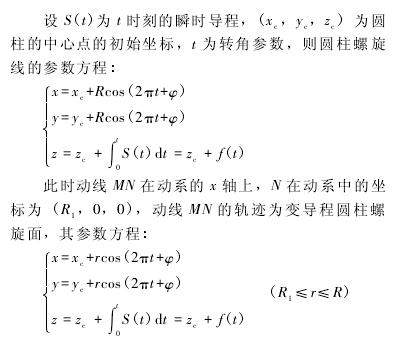
如圖 1 所示,動點 M 位于動系的 x 軸上 ( R,0,0) ,動系 z 軸繞定系 Z 軸勻速旋轉,動系原點 O 沿 oz軸作變速直線運動,測動點的軌跡為變導程圓柱螺旋線。
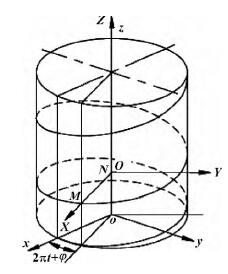
圖 1 螺旋線數學模型
1. 2 圓周方向展開后的螺旋線
變導程螺紋的表面是一個螺旋面,加工時螺紋車刀切削刃上任意一點的軌跡是一條螺旋線,沿圓周展開為一直線,見圖 2。圖 2 中橫坐標為圓周長,縱坐標為導程 ( 螺距) ,由于是變導程螺旋線,相鄰圓周直線段的斜率不同,每一直線段的升角增量為 Δα,其數值經螺旋線的數學模型公式推導為:
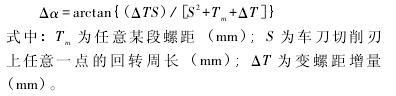
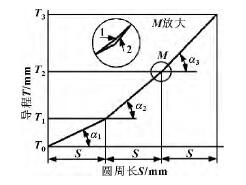
圖 2 圓周方向展開后的螺旋線
從上式可以得出 Δα 與螺距增量、槽寬增量以及綜合螺距變化之間的關系,當 Δα 較大時,為了保證兩相鄰螺旋線間平滑過渡,可以采取近似圓弧 ( 精度高) 或直線連接 ( 精度不高) ,見圖 2 中的 M處放大圖中線 1。
因此,可看出整個變螺距螺紋螺旋線是由兩組相交曲線組成。因此對于變槽寬變導程螺旋線螺紋加工,必須在過渡處修正。
2 、數控車床及宏程序指令
數控車床是綜合應用計算機、自動控制、自動檢測及精密機械等高新技術的產物,是技術密集度及自動化程度很高的典型機電一體化兩軸加工設備。數控車床具有加工零件精度高、產品質量穩定、自動化程度高、減輕操作工人的體力勞動強度、大大提高生產效率、能完成普通車床難以加工或根本無法加工的復雜輪廓等特點。
宏程序是采用變量組合方式而形成的加工程序,在數控車床提供兩類用戶宏程序,即 A 類宏程序和 B類宏程序。它可以通過靈活運用各種算術和邏輯運算、轉移和循環等命令,實現對程序段流向的控制,只要變更變量的不同賦值即可完成不同零件的加工。用戶宏程序與普通程序的區別在于: 在普通程序中,只能指定常量,常量之間不能運算,程序只能順序執行,不能跳轉,因此功能是固定的,不能變化。
而在用戶宏程序本體中,能使用變量,可以給變量賦值,變量間可以運算,程序可以跳轉; 變導程螺紋的加工就是充分利用了宏程序這一特點來加工完成的。
3 、FANUC 系統數控車床的加工螺紋指令
FANUC 系統數控車床具有變導程螺紋車削功能,切削指令為 G34。指令格式: G34X( U) _Z( W) _F_K_其中,X、Z 是絕對編程時,有效的螺紋終點在工件上的坐標系中的坐標值; U、W 是增量編程時,有效螺紋終點相對于螺紋起點的增量; F 是螺紋起點的導程; K 是螺紋導程的變化量,其增 ( 減) 量的范圍,在系統參數中設定。采用普通方式編程編制加工變導程螺紋的程序非常繁瑣,尤其是對于雙變復雜螺紋編制過程中常常出現諸多困難,此時,可以充分應用 FANUC 系統數控車床的宏程序功能。
4 、變槽寬變導程復雜螺紋加工實例
變導程螺紋是指槽寬或牙寬均勻性按等差數列變化的特殊型螺紋。根據實際需要主要有 3 種形式: 第一種是指槽寬不變而牙寬均勻性變化的變導程螺紋( 見圖 3) ,第二種是指牙寬不變槽寬均勻性變化的變導程螺紋 ( 見圖 4) ,第三種是指牙寬和槽寬都均勻變化的變導程復雜螺紋 ( 見圖 5) 。第一種和第二種是比較常見的,關于這兩種的加工相關論文較多,這里不再贅述,我們重點研究第三種復雜螺紋的車削加工。
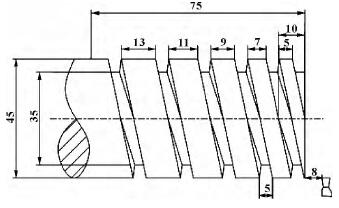
圖 3 等槽變牙寬變導程螺紋
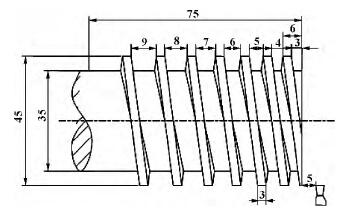
圖 4 等牙寬變導程螺紋
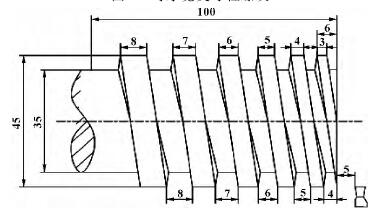
圖 5 變槽寬變牙寬變導程螺紋
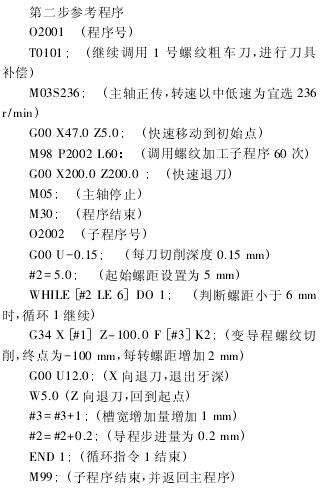
下面以 FANUC 系統數控車床加工圖 5 變槽寬變牙寬為例進行分析和程序舉例:分析: 對于圖 5 變槽寬變牙寬復雜螺紋的車削過程可以分解成 3 步,第一步將圖 5 加工成圖 6 的等槽寬變導程螺紋 ( 類似于圖 3) 。加工第一步后,等槽寬為 4mm,牙寬分別為 3、5、7、9、11、13,比圖 5牙寬分別增加 0、1、2、3、4、5,恰好為槽寬應該增加的部分,因此我們進行的第二步是用螺紋刀將多余牙寬為 0、1、2、3、4、5 切削成槽寬即可,這一步為了簡化程序編寫,我們引用子程序。
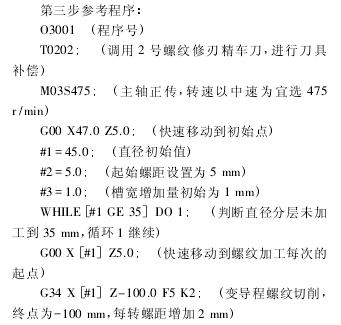
第三步是調用帶有修正功能的精車刀修正前兩步粗車加工的變導程螺紋,由于此時的螺紋刀要一步步進行對前兩步粗加工的修刃精加工,所以刀寬與前兩步的刀寬小。在此,經過分析,使用宏程序要引入 3 個變量,即除了一個 X 方向的進給量 [#1] 切削深度為 0. 15 mm,一個 Z 向的導程步進增加量 [#2] 為 0. 2 mm,還需設置一個槽寬每次增加量 [#3] 為 1 mm。
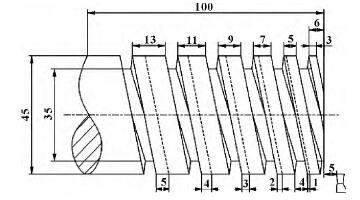
圖 6 圖 5 第一步加工后的變導程螺紋


5 、結束語
從上例編程實例可知,用數控車床加工變槽寬變導程螺紋時,將宏程序的優越功能巧妙地運用到車削復雜的變導程螺紋時,大大精簡了操作者編制程序而且可讀性強,易于檢查,同時可隨時根據圖紙加工尺寸改變宏程序變量,準確地完成復雜變導程螺紋的加工,能很迅速解決其加工效率和精度低的問題,保證加工質量。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

