


數(shù)控等離子切割技術在凸輪加工中的應用
2015-11-26 來源:數(shù)控機床市場網(wǎng) 作者:河北機電職業(yè)技術學院 魏志強 高峰 韓偉
摘 要: 基于數(shù)控等離子切割的優(yōu)勢,針對凸輪零件輪廓特點,提出了一種以割代銑的加工方法。通過制定等離子切割工藝,編寫數(shù)控程序,提高切割質(zhì)量,控制熱變形等措施,縮短了凸輪制造周期。節(jié)約了生產(chǎn)成本,減少了能源消耗,經(jīng)過試驗驗證,此工藝方法達到了預期效果。
關鍵詞: 等離子 數(shù)控 加工工藝 切割變形
在機械裝置中,為了實現(xiàn)一些特殊或復雜的運動而廣泛應用凸輪機構(gòu)。通常片狀凸輪的制造是利用靠模加工,凸輪車削,線切割等工藝方法,而這些方法存在生產(chǎn)效率低,周期長,成本高的缺點。為了節(jié)約成本,降低能源消耗,試驗探索一種以數(shù)控等離子切割代替零件粗銑加工的工藝方法。
1 凸輪零件以切割代銑的工藝分析
等離子切割技術適用于切割各種形狀復雜的零件,以中厚板毛坯零件的切割為主。優(yōu)點是切割速度快,效率高,運行成本低等缺點是在斷面垂直度誤差過大,切口容易硬化。隨著等離子切割技術的發(fā)展,特別是精細等離子切割技術的應用,零件的切割精度已經(jīng)有了顯著的提高。
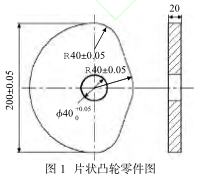
凸輪零件材料為 45 鋼,厚度 20mm,零件如圖 1所示。原工藝是板材手工切割下料,靠模粗銑,調(diào)質(zhì),精銑,新工藝是利用數(shù)控等離子精細切割代替手工下料和靠模粗銑。通過優(yōu)化切割工藝,提高切割精度,控制變形量等方式來保證切割質(zhì)量,凸輪零件新的工藝過程是切割下料,調(diào)質(zhì),零件精加工。
2 數(shù)控等離子切割工藝的制定
2. 1 切割機床的選擇
根據(jù)零件毛坯材質(zhì)和厚度,選擇 TS-10B 型龍門式數(shù)控切割機作為零件粗加工設備。該型數(shù)控切割機為龍門式數(shù)控切割機中最小的一款,具有精度高,自重輕,運行穩(wěn)定,價格實惠等優(yōu)點。機床主要參數(shù)為有效切割寬度 2400mm,有效切割長度 2000 mm,等離子割,配置 1 組(可增配)移動精度 0.01mm/ 步,整機運行速度 3500 mm/min。
2. 2 切割軌跡的規(guī)劃
凸輪零件輪廓由多段曲線組成利用CAD/CAM 軟件能夠更靈活的規(guī)劃切割軌跡。具體操作如下:
(1) 導入零件模型,打開制造工程師 2013 軟件,進入“文件”界面,利用“打開”功能查找凸輪三維模型,單擊“打開”按鈕,導入凸輪零件模型圖,如圖 2 所示。
(2) 軌跡參數(shù)設置。進入“制造工程師 2013”加工界面,雙擊“毛坯”按鈕進入定義毛坯對話框,單擊“參照模型”,然后單擊“確定”按鈕設置零件毛坯,設置切割起始點(35,-126,100)。根據(jù)切割 20mm 厚板材割縫寬度,設置刀具類型立銑刀,刀具名稱 R1刀具半徑 1mm。
選擇“平面零件精加工”進行加工參數(shù)設置。考慮切割熱變形的影響,凸輪切割要為輪廓的精加工預留足夠的余量,要在加工參數(shù)中進行設置,如圖 3所示。在切削用量中選擇慢下刀速度 400mm/min,切削速度 600mm/min,退刀速度 800mm/min。

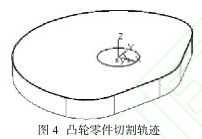
(3) 切割軌跡與程序的生成。工藝參數(shù)設置完畢,選擇凸輪邊界線作為軌跡生成的輪廓線。凸輪外側(cè)為加工側(cè),經(jīng)計算選擇(34.4,-125.2)點作為進刀點袁選擇(-50.9,-116.8)作為退刀點,生成切割軌跡,如圖 4 所示。
通過后處理文件生成數(shù)控切割程序,根據(jù)機床特點,調(diào)整后的程序如下:
01200\N12G90G54 G0X34.435 Y-125.174 \N14G43H0Z100.M07\N16Z10.
N18 G1 Z0. F600 \N20 X0. Y-100.8\N22 G17 G2Y100.8I0.J100.8
N24 X38.467 Y73.6 I0. J-40.8\N26 G1 X57.323Y20.267
N28 G2 Y-20.267 I-57.323 J-20.267\N30 G1 X38.467Y-73.6
N32G2X0.Y-100.8I-38.467J13.6\N34 G1X-50.971Y-116.819\N36Z10.
N38G0Z100.\N40M30
3 保證凸輪切割質(zhì)量的措施
凸輪毛坯厚度要大于 20mm。 為提高數(shù)控等離子切割凸輪的精度,工藝實施要注意以下幾點。
(1) 適當?shù)那懈铍娏鳌T谕馆喦懈钸^程中切割電流是切割速度的決定因素,但是切割電流過大會造成噴嘴損傷,影響切割質(zhì)量。因此,綜合試切情況,選擇切割電流為 120A。
(2) 合理的切割速度。等離子切割的最佳切割速度可參照設備說明書經(jīng)過試驗來確定,適度的提高切割速度能改善切口質(zhì)量,經(jīng)試切驗證,切削速度為600mm/min。
(3) 準確的電弧電壓遙等離子弧切割機通常有較高的空載電壓和工作電壓,當電流一定時,電壓的提高意味著電弧焓值和切割能力的提高。根據(jù)機床說明,選擇空載電壓 136V。
(4) 正確選擇工作氣體壓力。工作氣體包括切割氣體和輔助氣體,切割氣體既要保證等離子射流的形成,又要保證去除切口中的熔融金屬和氧化物。因此,氣體流量一定要與切割電流堯,切割速度很好相匹配,根據(jù) TS-10B 型龍門式數(shù)控切割機推薦的數(shù)據(jù),切割 20mm 的 45 鋼,選擇 0.4 MPa 的氣壓。
4 零件切割變形的控制
為了減小切割變形對凸輪粗加工的影響,切割前必須對板材進行準確定位,充分的校平處理。切割的起點,方向,順序等也是引起凸輪切割變形的主要因素,具體措施如下。
(1) 起弧點設置。根據(jù)凸輪零件的特點袁起弧點應設置在在板材邊緣。起弧點距離板材距離太大或太小都會影響零件的正常切割袁距離太大會出現(xiàn)不起弧或斷弧的情況距離過小會出現(xiàn)短路并且燒壞噴嘴的情況。經(jīng)過實踐驗證,噴嘴距離工件的高度在6mm為宜。
(2) 切割方向的影響遙正確的切割方向應該保證最后一條割邊與母板大部分脫離, 而且能夠?qū)⑶懈钯|(zhì)量好的側(cè)面留在零件側(cè)。在 CAD/CAM 軟件中設置“順銑”的方式規(guī)劃切割軌跡,根據(jù)此設置,凸輪輪廓會留在沿割炬行走方向的右邊,以此來保證凸輪輪廓面切割質(zhì)量。
5 結(jié)論
本文在充分分析凸輪零件原有制造工藝的基礎上結(jié)合數(shù)控等離子切割技術,提出了一種以割帶銑的加工方法。利用等離子精細切割代替零件下料和粗加工,縮短了制造周期,節(jié)約了生產(chǎn)成本,減少了能源消耗。經(jīng)過試驗驗證,此方法是合理可行的。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)