


圓拉刀是高效精加工內孔常用的刀具。圓拉刀(以下簡稱拉刀) 系刃形復雜刀具, 制造精度高, 技術要求嚴格, 價格昂貴, 應合理使用。在生產中常因拉刀結構和使用方面存在問題, 而影響拉孔表面質量和拉刀使用壽命, 嚴重時會損壞拉刀。
1. 拉削表面缺陷及其消除
拉削時, 表面產生鱗刺、縱向劃痕、擠壓亮點、環狀波紋和“啃刀” 等, 是影響拉削表面質量的常見缺陷。產生鱗刺的主要原因是拉削過程中塑性變形較嚴重; 產生波紋的主要原因是拉削力變化較大, 切削過程不平穩; 局部劃痕是因刃口粘屑、刀齒上有缺口、或容屑條件差, 切屑擦傷工件表面而造成的; “啃刀” 是因拉刀彎曲; 擠壓亮點是由刀齒后刀面與已加工表面之間產生較強烈的擠壓摩擦, 或因工件材料硬度過高等。
消除拉削表面缺陷, 提高拉孔質量, 可采取以下措施:
(1) 提高刀齒刃磨質量, 保持刃口鋒利和刀齒上的刃帶寬度一致。
(2) 提高拉削平穩性, 增加同時參加工作齒數, 最好4 ~5 個, 如果太少, 可把幾個工件疊在一起拉削;減小精切齒和校準齒的齒距或采用不等分齒距, 提高拉削系統剛性。
(3) 合理選用拉削速度, 使用較低切削速度( <2 m /m in) 或用硬質合金拉刀和T iN 涂層拉刀以較高速度拉削來抑制積屑瘤的產生, 提高拉削表面質量。
(4) 應用熱處理方法控制工件材料硬度, 因為當工件硬度小于1 80 H B W 時最易產生鱗刺, 當硬度大于240H B W 時易產生擠壓亮點與劃傷。
(5) 合理選用與充分澆注切削液。拉削鋼件時, 選用濃度為1 0% ~2 0 % 乳化液、極壓乳化液或硫化油, 拉鑄件時用煤油對提高拉削表面質量和拉刀使用壽命均有良好效果。切削液供應要充足, 在拉刀進入工件孔前和剛從工件孔中拉出時都應供給切削液, 供應量一般不應少于5 ~15L /m in.
2. 防止拉刀斷裂及刀齒損壞
拉削時刀齒上受力過大, 拉刀強度不夠, 是拉刀損壞的主要原因。造成刀齒受力過大的因素很多, 例如:拉刀容屑空間不足或容屑槽嚴重堵塞, 拉刀刀齒上的齒升量過大或不均勻, 拉刀彎曲, 切削刃上各點拉削余量不均勻, 刀齒徑向圓跳動大,工件預制孔尺寸不合適或預制孔表面太粗糙, 工件材料內部有硬質點或材料硬度過高, 以及工件夾持偏斜等。
為使拉刀順利拉削, 延長拉刀使用壽命, 可采取如下措施:
(1) 嚴格控制拉刀的制造精度與質量, 如刀具幾何參數和齒升量大小等。若拉刀前角不合適, 后角太小或刃帶過寬, 則切削條件差, 刀齒磨損快, 嚴重時會使拉刀卡住在工件孔中, 而使拉刀折斷。拉刀前角通常可取5°~18°, 拉塑性材料時取大值, 拉脆性材料時取小值。拉刀后角, 切削齒上可取3°±3 0′, 校準齒上可取1°±30′。刃帶寬度通常粗切齒和過渡齒上為≤0 .2 mm , 精切齒為0. 3mm , 校準齒為0. 5 ~0.6mm .
拉刀刀齒上的齒升量不宜過大, 否則, 會使切削力增大而使刀齒損壞或拉刀折斷。為此, 須控制拉刀每個刀齒上的齒升量, 當個別刀齒上有損傷、缺口或崩刃時, 應將該刀齒磨去, 再把其齒升量均勻分攤到其他各個刀齒上。
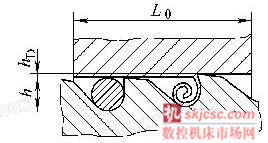
圖1 容屑槽的有效面積與切削層截面積
(2) 使用外購拉刀拉削應先核算拉刀的容屑系數K .因拉刀屬于封閉式切削的刀具, 如容屑空間不夠, 切屑將堵塞在容屑槽內, 而使拉削力急增, 導致刀齒損壞或拉刀折斷。如圖1 所示,須使容屑槽的有效面積大于切削層截面積, 即K = (πh2/4) /(L0 h D) > 1式中 h---容屑槽的深度L 0 ---拉削長度h D ---切削層厚度, 同廓式切削拉刀h D = fZ , 組合式拉刀上hD = 2fZfZ ---齒升量K ---容屑系數, 它的大小與被加工材料和齒升量有關, 通常可取K = 2 ~3. 5, 加工鑄件和齒升量大時K 取小值, 加工鋼件和齒升量小時K 取大值此外, 被拉工件的拉削長度也不能超出拉刀設計時規定的長度, 以免同時參加工作齒數增多, 切削力過大而使刀齒損壞或拉刀折斷。一般拉削長度都打印在拉刀的頸部上。
(3) 要求工件預制孔的精度達到IT 10 ~IT 8 , 表面粗糙度值R a ≤5μm ; 預制孔的基本尺寸應等于拉刀前導部直徑尺寸, 預制孔與工件基準端面的垂直度不應超過0.0 5 m m , 定位基準端面不應有中凸。
(4) 對難加工材料, 可采取適當熱處理改善材料的加工性; 或選用W 6 M o5 C r4 V 2 A l、W 2 M o9 C r4 V C o8( M 42) 等硬度和耐磨性能均較高的高性能拉刀和涂層拉刀; 也可在拉刀尾端裝一可更換的硬質合金擠壓環,如圖2 所示。
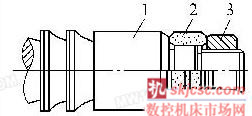
圖2 拉刀尾端裝硬質合金擠壓環1. 后導部 2. 硬質合金擠壓環3. 螺母
(5) 重磨拉刀必須精細操作, 防止拉刀刃磨退火和燒傷。
(6) 防止拉刀磨損過度, 以免切削力過大而使刀齒損壞,故須控制拉刀刀齒后刀面上的磨損量, 通常不應超過0.2 ~0.3mm , 生產中常以達到上述磨損量時所拉出的工件數來加以控制。
(7) 運輸和保管拉刀時, 防止拉刀彎曲變形和碰壞刀齒。
(8) 選用合適的切削速度和切削液。粗拉切削速度一般為3 ~7m/min , 精拉切削速度一般為1 ~3 m/min ;工件材料強度、硬度較高時, 拉削速度應取小值。
3. 防止拉后孔徑擴大或縮小
拉削時產生的積屑瘤, 是拉后孔徑擴大的主要原因。而拉削薄壁件或韌性大的工件材料時, 由于拉后工件產生彈性回復則會使孔徑縮小。
為此使用拉刀時, 可通過適當降低切削速度, 采用冷卻性能好的切削液, 防止積屑瘤的產生以免孔徑擴大。防止孔徑縮小, 可采用增大前角, 保持刃口鋒利,以及選用合適的切削液等方法。例如, 用拉刀拉削40 C r和45 鋼工件, 當用乳化液孔徑尺寸變小時可改用硫化油拉削。這是因為乳化液是一種水基切削液, 水的導熱性好, 故刀具的熱膨脹小; 乳化液的潤滑性比油類切削液差, 所以刀具對工件的擠壓作用也大, 加工后工件的回彈量也就增加, 因而孔徑尺寸減小。利用上述規律,實際生產中就可通過改變切削液的種類和成分來控制實際加工的尺寸, 以滿足拉孔精度和質量的要求。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

