


山特維克可樂滿CoroMill 176 -高速鋼刀具的高效替換方案

CoroMill® 176是可重磨高速鋼刀具最具性價比的替代產(chǎn)品,專用于加工模數(shù)范圍4到10的齒輪。此類刀具能達到更高的切削速度,并且用戶換刀簡單快捷,這樣就縮短了生產(chǎn)周期,由此使其成為高效率齒輪銑的理想選擇。
優(yōu)點
· 與高速鋼刀具相比,降低了單個齒輪的總成本
· 可運用更高的切削速度
· 更長的刀具壽命,減少了停機時間
· 刀具更換方便
· 無額外的重磨或重涂層成本
特點
· 符合DIN 3968的質量等級B
· 有效齒數(shù)多,縮短了單個齒輪的加工時間
· iLock刀片接口提高了精度,公差小
· 刀片輕松轉位
應用
· 用于大型變速箱、重型卡車和風電業(yè)的齒輪
· 粗加工、半精加工和精加工
· 齒形符合DIN 3972-2要求
· 模數(shù)范圍:4–10
· 滾齒機床、多任務機床、5軸機床
產(chǎn)品范圍
· 我們提供DIN標準類別刀片,并按要求提供用于加工特殊齒形的刀片。
· 模數(shù)范圍:4–10
· 材質:GC1030
· 槽形:-PM
· 也可按要求訂制特殊齒形的刀片,刀體可作為訂制刀具提供
山特維克可樂滿Capto快換系統(tǒng)
")
隨著金屬切削機床的發(fā)展,用戶越來越關注加工過程的可靠性以及有效的機床利用率。正如加工中心的普及,我們很難想象規(guī)模生產(chǎn)的客戶還會投資沒有自動換刀的加工中心。但是目前對于絕大多數(shù)的車削機床還在采用人工更換刀具以及停機測量刀具。特別對于一些大型車床,例如立式車床。這些刀具的設置會造成大量的停機時間。可樂滿Capto工具接口對于車床的貢獻就在于快速設置刀具,以及提高刀具夾持剛性從而達到可靠切削和“綠燈”生產(chǎn)。可樂滿Capto正是通過下面幾種方案,提高車床類機床的利用率以及獨特的刀具解決方案。
● Coromant Capto車床快換方案
--通過手動夾緊單元,實現(xiàn)提高換刀效率
--通過液壓夾緊單元,實現(xiàn)真正的ATC自動換刀
--通過集成主軸,實現(xiàn)在車銑復合機床的首選主軸接口
當然,以上的解決方案,都可在機外測量刀具參數(shù),從而減少停機時間。這主要來源于高精度的三棱錐接口。Coromant Capto接口重復定位精度為2μm.
● 高壓冷卻,提高長屑材料和難加工材料的性能。
● 高剛性的接口夾緊。提高了抗彎剛性和扭矩傳遞能力,這使得加工過程可靠,高效。
山特維克可樂滿Inveio – 同向結晶技術


材料科技背景
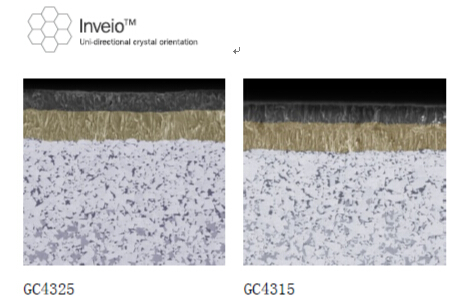
在傳統(tǒng)的CVD氧化鋁涂層中,晶體的生長方向是隨機的。在開發(fā)Inveio™時,我們的專家們找到了一種控制該涂層中晶體生長的方法,以確保所有晶體都沿著相同的方向排列,并使最堅固的部分朝向頂面。您可以在下面的顯微鏡圖片中看到這種情形,其中,每種晶體方向都被賦予一種獨特的顏色。
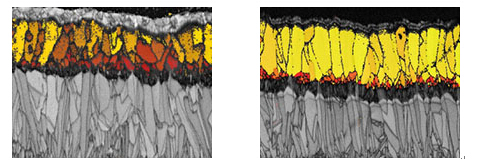
在傳統(tǒng)的CVD氧化鋁涂層中,晶體取向是隨機的。 通過Inveio,氧化鋁涂層中的所有晶體都沿著相同的方向朝向頂面排列。
Inveio的作用
緊密排列的單向晶體在切削區(qū)域和鐵屑間構造了一個堅固的屏障。這極大程度地改進了抗月牙洼磨損和抗后刀面磨損特性。另一種作用是能夠更迅速地將熱量從切削區(qū)域帶走,從而有助于切削刃在更長時間的切削期間保持不變形。
可預測性和長刀具壽命
Inveio™對刀片強度、耐磨性和刀具壽命具有最大的單獨影響。Inveio涂層與刀片的所有其他元素相結合:基體、刃邊處理和后處理工藝。它們可共同確保可預測的長刀具壽命。

采用Inveio的鋼件車削材質GC4325
山特維克可樂滿Silent Tools®減振刀具
Silent Tools是山特維克可樂滿車削、銑削、鏜削和鉆削減振刀柄系列的一個注冊商標。這種刀柄設計通過刀體內(nèi)部的減振機構將切削振動消減至最小。大多數(shù)Silent Tools客戶使用這些刀具是為了應對長懸伸加工和零件特征對于刀具可達性的需求。但是試驗表明,在較短的懸徑比,例如3-4倍的懸伸時,使用Silent Tools減振刀具既可以改進零件表面質量也可大幅提升生產(chǎn)效率。

Silent tools減振刀具使得切削過程變得更加簡單。因此如果您需要提高生產(chǎn)效率同時還需保證零件質量,那么Silent Tools將是您最佳的選擇。
無論是提高金屬去除率、改進表面質量、確保加工安全性還是降低生產(chǎn)成本,您都能真切地享受這份靜謐。
讓我們看一看選用Silent Tools后可獲得的一些豐碩成果:
加工案例:內(nèi)孔車削

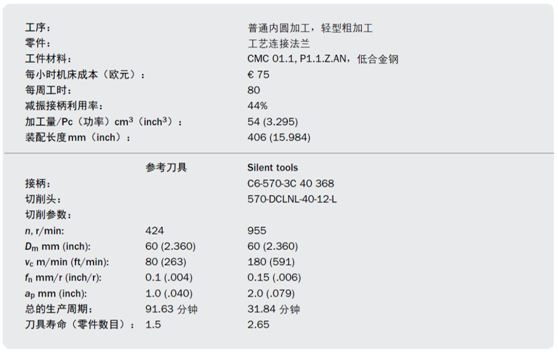
內(nèi)孔車削工序對振動非常敏感。由于孔深決定了懸伸,因此,零件的孔徑和長度對刀具的選擇有極大的限制。為了獲得最佳的穩(wěn)定性和加工精度,應選擇盡可能大的鏜桿直徑以及盡可能短的刀具懸伸量。對內(nèi)孔車削而言,其首選是鋼制的Silent Tool減振鏜桿。
工藝連接法蘭的典型內(nèi)孔粗加工工序從Silent Tools鏜桿的應用中受益匪淺。由于避免了切削振動,我們不僅將主軸速度提高一倍多,而且還使生產(chǎn)周期縮短了三分之一,同時生產(chǎn)效率提升了188%。
如何實現(xiàn)不會產(chǎn)生毛刺的穩(wěn)定面銑工藝——山特維克可樂滿CoroMill 5B90是您的最佳選擇
為了達到日益嚴格的排放標準,目前汽車行業(yè)的一大趨勢是采用鋁材等輕質材料來制造汽缸蓋之類的零件。發(fā)動機制造商希望通過提高燃燒壓力和溫度來降低排放,而汽缸蓋則需要能夠承受這種壓力和溫度。
CoroMill 5B90正好能滿足汽車行業(yè)對更高表面光潔度和更小公差的要求,同時盡可能縮短生產(chǎn)周期、減小零件公差,并達到規(guī)定的表面質量,從而適應大批量生產(chǎn)的要求。然而,面銑加工也經(jīng)常面臨挑戰(zhàn),例如毛刺、刀具呈不規(guī)則磨損,以及刀片使用壽命不可預測,這樣往往會增加單件生產(chǎn)時間。
山特維克可樂滿與汽車行業(yè)攜手合作,開發(fā)出了CoroMill 5B90。這是一款定制設計面銑刀,它使得面銑加工不僅有出色的表面質量,并能降低30%的單件加工成本。這款刀具設計采用了獨特的軸向和徑向刀片定位,確保每個刀片都能迅速有效地切削,而無需對刀片進行任何調整,同時避免毛刺。這款刀具產(chǎn)生的切屑較薄,可以輕易地從工件上去除,從而避免對已加工面造成損害。每個刀具均針對零件定制,優(yōu)化了切削刀片數(shù)量。刀片當中的修光刃,可以確保獲得出色的表面質量。由此減少了三分之二的刀具調整安裝時間。因此,與傳統(tǒng)刀具相比可以實現(xiàn)高進給加工并減少刀具齒數(shù)。
案例研究
一家汽車制造商希望改進不穩(wěn)定的汽缸蓋加工工藝并去除毛刺,同時還需要正確預知刀片壽命。而目前由于每次刀夾調整的略有差異,造成了刀具壽命的變化。質量要求為粗糙度Rmax20、表面波紋度W4和平面度0.05mm。山特維克可樂滿CoroMill 5B90完全符合這些標準,每年可節(jié)省21,000歐元。
| 原有刀具 | CoroMill 5B90 | |
| 切削速度,vc | 3,140 米/分鐘 | 3,800 米/分鐘 |
| 主軸轉速,n | 5,000 轉/分 | 6,000 轉/分 |
| 進給率,vf | 8,280 毫米/分鐘 | 9,000 毫米/分鐘 |
| 切削深度,ap | 0.5 毫米 | 0.5 毫米 |
| 刀具壽命(小時) | 30,000 平均 | 45,000 |
總結
山特維克可樂滿CoroMill 5B90充分滿足了當今汽車行業(yè)對于在高壓和高溫下(如噴射系統(tǒng)和渦輪增壓器)采用更輕和更硬材料的需要。這款刀具的設計可提供穩(wěn)定和無毛刺的加工,并具有可預測的刀具壽命和十分出色的表面質量。
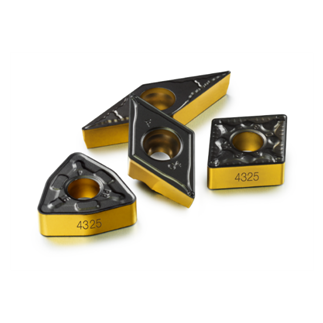
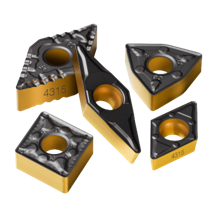
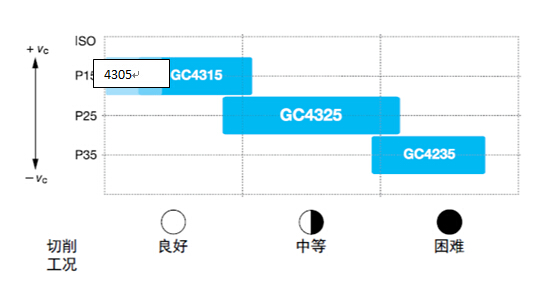
山特維克可樂滿刀片材質GC4325和GC4315
配備Inveio™的GC4325和GC4315是確保鋼件車削工序耐久性、可預測性和更長刀具壽命的材質。
鋼件車削的首選
GC4325在大多數(shù)不同的工況下都能確保同樣可靠的性能,是進行鋼件車削的首選材質。現(xiàn)在也可用于CoroCut 1-2,用于管件切斷和切槽應用。
高金屬去除率的理想之選
伴隨刀片規(guī)格的擴展,GC4315目前可用于高速加工或長時間切削高金屬去除率的鋼件車削應用。
應用
• 外圓和內(nèi)圓車削
• 粗加工至精加工
• 濕式和干式加工
GC4325
• 大多數(shù)鋼件車削應用的首選
• 連續(xù)和斷續(xù)切削
GC4315
• 連續(xù)切削到輕型斷續(xù)切削
• 高切削速度
• 長時間連續(xù)切削
• 硬質工件材料加工
技術特點
Inveio™可提高耐磨性并延長刀具壽命
Inveio是確保GC4325和GC4315可預測性能的秘訣。緊密排列的單向晶體形成了一個面向切削區(qū)域和切屑的堅固屏障,從而可確保高耐磨性和長刀具壽命。
基體
燒結硬質合金基體兼具高強度和可靠的韌性,實現(xiàn)了二者之間的理想平衡。富鈷表面梯度燒結技術提高了安全性。
GC4325基體的平衡性可確保在各種不同工序中的安全性,GC4315基體則開發(fā)用于承受高溫。
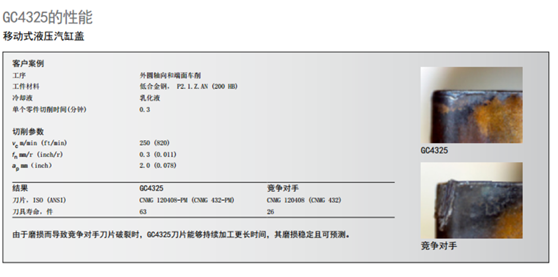
加工案例
工序 : 外圓軸向車削
工件材料: 低合金鋼,P2.1.Z.AN (320 HB)
冷卻液: 乳化液
切削時間 (分鐘): 0.49
切削參數(shù) GC4315
vc,m/min : 150
fn,mm/r : 0.3
ap,mm : 3
| 結果 | GC4315 | 競爭對手 |
| 刀片 | CNMG 120408-PR | CNMG 120408 |
| 刀具壽命,件數(shù) | 3 | 1 |
在該工序中,GC4315能夠加工的工件數(shù)量是競爭對手材質的3倍
山特維克可樂滿CoroDrill 870 -可靠且可預測的孔加工工藝

CoroDrill® 870可換頭鉆頭設計用于鉆削中等公差H9-H10的孔,可為您節(jié)省時間并降低單孔加工成本。
可通過直徑范圍、步數(shù)和可加工長度對CoroDrill 870進行定制,以優(yōu)化應用。這樣可以提高孔的加工效率并使其更加接近所需的規(guī)格,從而更適合對其執(zhí)行后續(xù)工序。
多合一工序
照慣例,加工階梯孔或倒角孔意味著鉆孔工序需要結合使用附加工具。為了減少刀具庫存并優(yōu)化總生產(chǎn)節(jié)拍,CoroDrill® 870產(chǎn)品目前已擴展至可換頭鉆頭,只需一道工序便可加工出階梯孔或倒角孔。更少的換刀次數(shù)縮短了機床停工時間,從而提高了零件產(chǎn)量并降低了單件加工成本。
給您帶來的優(yōu)勢
• 更短的生產(chǎn)節(jié)拍和更低的單件加工成本
• 安全、可靠的切削過程
• 易于裝卸,鉆頭更換安全可靠
• 可預測的長刀具壽命
• 經(jīng)過優(yōu)化的排屑性能
特點:
· 鉆體與鉆頭之間可靠的高精度接口可確保出色的穩(wěn)定性。
· 鉆頭和階梯/倒角刀片的內(nèi)冷卻液可實現(xiàn)最佳排屑效果和刀具壽命。
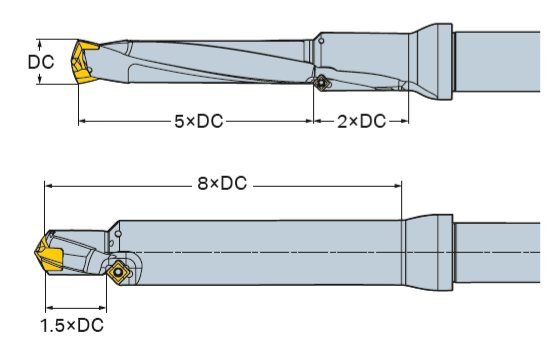
· 能夠一直延長至8倍鉆頭直徑,以提高可達性。
· 刀片材質具有磨損可預測性,能夠以高生產(chǎn)效率實現(xiàn)可靠的長刀具壽命。
· 無需從機床上拆下刀具便可輕松更換鉆頭,從而縮短停機時間
· 有大量的倒角刀片可供選擇。

應用
• 階梯孔或倒角孔
• 60°-180°階梯角和60°-150°倒角
• 孔徑范圍:10.00-33.00 mm (0.394-1.299英寸)
• 組合孔深可達7倍鉆頭直徑
• 鉆孔部分的深度為1.5-5倍鉆頭直徑
• 階梯部分的深度可達2倍鉆頭直徑
• 能夠一直延長至8倍鉆頭直徑,以提高可達性
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com


- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況