



山特維克可樂滿的領先材質S30T 和S40T 采用了切削刀具材料發展歷程中的最新技術。銑削鈦合金時,產生在刀具刃口上的熱量、化學反應和機械負荷已經達到了常用刀具材料所能承受的極限,所以才研發出了這兩種材質。

材質S30T 用于高速切削和要求更高刀具壽命的場合
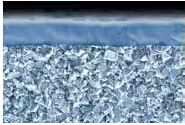
S30T 專為高效率的鈦合金銑削而研發。該材質基體是由微晶粒硬質合金組成,配以PVD 耐磨涂層。這樣可以做成更鋒利的刃口,該刃口具有很強的抗疲勞能力和很好的刃口安全性,所以在高速加工時它具有更長的刀具壽命。
材質S40T 用于不穩定和惡劣的工況
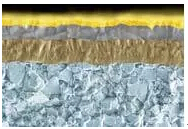
S40T 是為鈦合金銑削時的惡劣工況而研發。該材質由高韌性硬質合金基體與薄CVD 涂層融合而成。這種材質適用于容易產生振動和長時間惡劣工況銑削的場合。其刃口磨損是可預測的,切削刃將逐漸變鈍而不是崩刃。
使用材質S30T 和S40T 的CoroMill® 刀具的范圍很廣

材質S30T 和S40T 可用于各類CoroMill銑刀,包括面銑、方肩銑、長刃銑、插銑、高進給銑削、仿形加工和銑槽等。
鈦合金銑削材質的系列介紹

通過這兩種新材質的介紹我們知道,他們使用鈦合金銑削的應用范圍很廣泛。
S30T 側重于提高生產效率和切削速度,而S40T 則注重于提高不穩定和惡劣工況下的安全性。加上我們現有的鈦合金銑削材質,我們已經構建起一個強大而可靠的鈦合金銑削材質鏈。
S30T
在下列情形下,采用刀片材質S30T 可獲得最佳的刀具壽命和最高的切削參數:
• 加工穩定性相對良好
• 切削工況可以預測
• 存在輕微到中等強度的振動
• 切削速度為中等到高。請始終使用冷卻液,最好是采用高壓冷卻(HPC)
S40T
在下列情形下,采用刀片材質S40T 可獲得最高的安全性和最長的刀具壽命:
• 切削工況惡劣或很難預測,例如當切削路徑沒有經過優化
• 穩定性較差,存在中等到劇烈強度的振動
• 中等切削速度請始終使用冷卻液,最好采用高壓冷卻(HPC)
客戶案例 | 材質S30T 表現極為出色
零件:飛機結構件
工序:粗加工方肩工件
材料:Ti-6Al-4V,硬度330 HB
刀盤:R390-063Q22-11H,Dc 63 mm
刀片:R390-11T308M-MM,材質 S30T
冷卻液:乳化液,低壓外冷
競爭對手 S30T
ap (mm) 7.7 7.7
ae (mm) 16 16
vc (m/min) 75 75
fz (mm/齒) 0.1 0.1
刀具壽命(分鐘) 28 58
結果:
采用材質S30T 后刀具壽命提高了107%
客戶案例 | S40T 比競爭對手表現更出色
零件:飛機結構件
工序:鍛件,粗銑面和拐角工件
材料:Ti-6Al-4V 鍛件,硬度300 HB
刀具:R300-050Q22-12H刀片:R300-1240M-MM,材質 S40T
冷卻液:乳化液,低壓外冷
競爭對手 S40T
ap (mm) 2–3 2–3
ae (mm) 6–50 6–50
vc m/min 50–63 50–63
fz (mm/齒) 0.16–0.20 0.16–0.20
刀具壽命(分鐘) 78 140
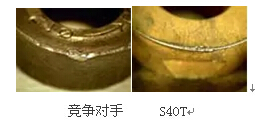
結果:
與競爭對手的圓刀片相比,采用CoroMill 300 和材質S40T 后刀具壽命延長了80%
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

