


瓦爾特應用案例:以銑代磨 以銑代擠中的技術(shù)攻關(guān)
2016-6-7 來源:瓦爾特 作者:
文/薄維斌 中航工業(yè)金城南京機電液壓工程研究中心工藝工程部
高速加工,尤其對具有大去除量金屬加工特點的航空制造業(yè)而言,是實現(xiàn)高效率制造的核心手段。起源于德國學者Carl.Salomon博士的假設(shè):“線速度超過一定值后,隨著線速度的增加,切削溫度不升反降。”經(jīng)過多年的實踐,該假設(shè)得到證實。特別是在1992年,德國Darmstadt工業(yè)大學的H. Schulz教授詳細闡述了高速切削加工的概念及其涵蓋的范圍,他認為對于不同的切削對象,如下圖所示的過渡區(qū)即為通常所謂的高速切削范圍,那是當時金屬切削工藝技術(shù)人員所期待實現(xiàn)的切削速度。如今,高速切削作為面向21世紀的一項高新技術(shù),因其具有高效率、高精度和高表面質(zhì)量的基本特征,越來越多的實踐應用證明了其能產(chǎn)生巨大的技術(shù)經(jīng)濟效益。
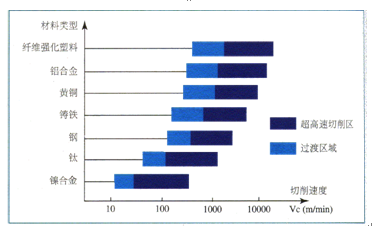
圖1. 面向不同切削材料的高速切削加工范圍
針對某型號產(chǎn)品,在銑削高硬材料和銑削高精度轉(zhuǎn)子柱塞孔的生產(chǎn)過程中,我們通過高速銑削的方法,應用德國瓦爾特的標準與非標刀具,以銑代磨、以銑代擠,最終實現(xiàn)了設(shè)定的目標,完成了技術(shù)攻關(guān),有效提升了整體制造水平。
在實際加工中,我們主要有兩個應用方向:第一,利用高速切削加工超硬材料。傳統(tǒng)及國內(nèi)同行普遍采用磨削加工,不僅效率低、單件工時較高,而且使用磨頭消耗大,刀具成本高。盡管近年來隨著CBN、金屬陶瓷、陶瓷等刀具的應用,漸漸開始使用新的切削方式加工超硬材料,但是普遍存在切削區(qū)域局部溫度高,有精加工面表層金相組織變質(zhì)的現(xiàn)象。高速加工會降低切削區(qū)域溫度,引起我們的興趣。第二,是在加工有色金屬(尤其是鋁合金)時的應用,為降低在薄壁、細深腔等對切削力較為敏感的零件的切削變形,切削深度要經(jīng)量選低,但切削深度低,在傳統(tǒng)的機床上,零件的加工效率自然降低,高速加工轉(zhuǎn)速高、進給快,可以有效彌補切削深度變小的效率損失。
以銑代擠
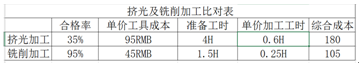
以生產(chǎn)某柱塞泵產(chǎn)品為例,其中關(guān)鍵配合孔材質(zhì)為鑄銅、尺寸為φ10,公差要求為0.005,圓柱度要求0.003,粗糙度要求0.2,孔長徑比為6。為保證該孔的尺寸及技術(shù)條件要求,原工藝方法為鏜、擠加工,即先鏜加工預留合適的擠光余量由擠光刀加工。盡管效率較高,但存在最大的問題是:鑄銅材料有缺陷,往往在擠光的過程中不可控,合格率不高。并且擠光工序為最后工序,工序報廢后經(jīng)濟損失較大。
在引入高速銑機床后,以及深入了解了高速銑削理論后,我們決定使用高速銑的方法來進行技術(shù)攻關(guān)。我們的工藝實踐策略為粗、精加工嚴格分離;分層銑削;定期檢測更換精加工刀具。
粗、精加工分離。主要是刀具的分離,粗加工以快速去除余量為主,主要采用螺旋插銑的銑削方法,對刀具要求不高。精加工加工策略與初加工完全不同,對刀具對跳動及刀尖尺寸要求高。對刀具的要求首先體現(xiàn)在幾何尺寸上,首先要求刀具夾持后的跳動不大于0.004,這項指標體現(xiàn)的是工具供應商在刀柄和刀具制造上的綜合實力,在瓦爾特工程師的指導下,我們通過反復夾持試棒測量,得出:瓦爾特熱漲刀柄的反復定位精度不大于0.002,夾持瓦爾特銑刀后,刀尖跳動不大于0.004,遠遠高于0.008到0.012的平均水平,滿足了刀尖跳動要求。另外,瓦爾特工程師根據(jù)我們零件的工況,在刀具幾何角度上選取了大前角、大螺旋角的刀具、在材料上選擇了耐高溫的刀具材料,以及硬度高、摩擦系數(shù)小的涂層材料,有效減小了加工阻力,避免在加工過程中出現(xiàn)振動問題。實踐證明,刀具加工過程中,不僅接觸角度大,多刀齒同步工作,切削進刀退刀平穩(wěn),還進一步減少了振動,更耐磨,刀具壽命也更長。
分層銑削。主要是在精加工的過程中,我們對現(xiàn)有常用的銑削方式進行了一定的試驗和摸索,發(fā)現(xiàn):螺旋下刀銑無法滿足零件圓柱度和光度要求,圓柱度最好在0.015,光度不超過0.4;側(cè)銑無法滿足零件的圓柱度要求,加工后孔上大下小有0.008-0.01的錐度,分層銑的方法能夠同時改善圓柱度和光度水平,但分層銑削的分層深度直接影響著零件的加工效率,經(jīng)試驗在經(jīng)濟性和質(zhì)量的平衡下,分層厚度為0.4。這是銑削的關(guān)鍵參數(shù)。
定期檢測并更換精加工刀具。精加工刀具直接影響質(zhì)量,如此精度的尺寸,刀具磨損超限的結(jié)果就是產(chǎn)品超差。使用目視刀具涂層磨損情況,與使用高倍的對刀儀檢測,能有效檢測刀具磨損情況。在涂層脫落或刀尖跳動超出0.006的情況下及時更換刀具,有效的保證了產(chǎn)品的穩(wěn)定性。除此之外,刀具磨損后經(jīng)國內(nèi)專業(yè)的刀具廠商返修,也節(jié)約了大量的刀具成本。
按每批產(chǎn)品50件投產(chǎn)來計算,提升效果如下:
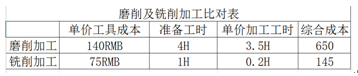
以銑代磨
生產(chǎn)中,有相當大一部分產(chǎn)品需要在熱處理后進行加工,尤其是高硬度材料(HRC55以上)。對回轉(zhuǎn)類零件,一般采用內(nèi)、外圓磨床加工,非回轉(zhuǎn)類零件一般采用坐標磨床,效率極低,經(jīng)濟性也不好。
我們應用高速銑削解決了這些問題,不僅實現(xiàn)了高效、低切削力,在某些場合完全取代坐標磨床的作用。主要應用特點如下:
加工余量對以銑代磨加工的效率影響非常大。一般側(cè)銑加工余量不大于0.02,否則刀具急劇磨損。
線速度嚴格按刀具樣本制定值調(diào)整。因為新的加工理念使生產(chǎn)環(huán)節(jié)的積累不足,而刀具使用指南是廠商技術(shù)積累的成果,要有“拿來主義”。以往,我們在加工高硬材料方面可謂空白,偶爾加工HRC48-52材料過程中,總會出現(xiàn)加工效率低、刀具熱磨損速度快、刀具出現(xiàn)崩刃現(xiàn)象、產(chǎn)品加工后還有啃刀現(xiàn)象、加工精度不穩(wěn)定等問題。在與瓦爾特工程師多次交流后,我們從源頭(刀具選型:我們選取瓦爾特超硬加工系列材料,采用小前角、小螺旋角、不等齒距、不等螺旋角的刀具幾何尺寸系列,能有效的增加刀具韌性,耐熱性高),過程(參數(shù)應用,主要是采用低切削量、高轉(zhuǎn)速、高進給的參數(shù)組合,一般將切削深度不大于0.04,轉(zhuǎn)速提升至75m/min,進給在40M/min)優(yōu)化了加工順序及采用螺旋進、退刀方式,以及刀具翻新(刀具一旦磨損鍍層磨損至刀具發(fā)白或磨損量超過0.012,進行返修),這樣一個完整的刀具應用管理周期進行了全面的調(diào)整。可以說,完整解決方案的應用,有效保證了目標的最終達成。
刀具一定有針對性,一般加工高硬材料的刀具材料均為特殊開發(fā),嚴格控制刀具材料中粒度不大于0.02的粒子不低于80%,鈷含量不高于3%,加入鈦、鈮、鉬、鋁的等元素,采取合理的熱處理工藝手段,選取硬度高(HV>3500)摩擦系數(shù)小于0.25的涂層,采用物理氣相沉積的涂層方法,使刀具材料的綜合性能得到保證。
關(guān)于中航工業(yè)金城南京機電液壓工程研究中心
中航工業(yè)金城南京機電液壓工程研究中心是我國航空機載機電系統(tǒng)的研發(fā)中心和生產(chǎn)基地。具有完整的預先研究、型號研制、設(shè)計制造、試驗交付和維修服務的手段和能力。現(xiàn)有職工3000 余人,公司先后為60 多個機型37 大機電系統(tǒng)提供產(chǎn)品和配套附件。目前擁有的空中加油裝備、恒速傳動裝置、應急動力裝置、空氣渦輪起動機、燃氣渦輪起動機、高壓除水環(huán)境控制系統(tǒng)、三輪渦輪冷卻器、高性能電液伺服閥、燃油泵、飛機地面操縱系統(tǒng)等核心技術(shù)和產(chǎn)品,在國內(nèi)具有不可替代性。同時,民航機電產(chǎn)品維修居于國內(nèi)領(lǐng)先地位。

圖2. 薄維斌,中航工業(yè)金城南京機電液壓工程研究中心工藝工程部。

圖3. 在引入高速銑機床后,以及深入了解了高速銑削理論后,我們決定使用高速銑的方法來進行技術(shù)攻關(guān)。我們的工藝實踐策略為粗、精加工嚴格分離;分層銑削;定期檢測更換精加工刀具。
圖4. 在銑削高硬材料和銑削高精度轉(zhuǎn)子柱塞孔的生產(chǎn)過程中,我們通過高速銑削的方法,應用德國瓦爾特的標準與非標刀具,以銑代磨、以銑代擠,最終實現(xiàn)了設(shè)定的目標。

圖5.中航工業(yè)金城南京機電液壓工程研究中心。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況