


刀桿外徑對熱縮刀桿與刀具配合的力學特性影響分析
2016-11-25 來源:湘潭大學 作者:劉博 周后明 周友行 張高峰 彭銳濤
摘要:為探究刀桿外徑對熱縮刀桿與刀具配合的力學特性的影響,對熱縮刀桿與刀具配合模型進行理論研究,利用有限元軟件ANSYS對靜態、徑向力作用下及感應加熱情況下的不同刀桿外徑的熱縮刀桿與刀具配合等效應力、接觸壓力、熱變形及熱應力等力學特性進行對比分析。結果表明,隨著刀桿外徑的增大,熱縮刀桿與刀具配合的總的接觸壓力、最大等效應力及熱應力增大,配合面的最小熱位移差值減小。在徑向力的作用下,熱縮刀桿上的接觸應力不再均勻,最大接觸應力明顯增大,刀具也因徑向力的作用而產生變形。在此基礎上進一步給出了熱縮刀桿外徑的控制方法與流程,對熱縮刀桿的合理設計和選用具有一定的現實指導意義。
關鍵詞:非線性有限元;外徑;高速銑削;熱縮刀桿
0. 引言
刀具在熱縮刀桿中的裝夾是刀具夾持系統研究的重要組成部分。在高速加工過程中,要求熱縮刀桿受到的最大應力小于其材料的屈服極限,并且必須提供足夠的夾持力以保證加工的正常進行。文獻[卜2]對熱縮刀桿與刀具配合的動態特性、熱疲勞壽命進行了分析研究,文獻[3—4]用有限元法對熱縮配合的彈性變形進行了研究,文獻[5—6-]g寸熱縮刀桿的連接剛度、阻尼及頻率響應進行了研究。
對于結構參數(半徑及公差)確定的刀具和刀桿,影響其配合性能的結構參數有:刀桿外徑、配合過盈量、接觸長度及刀桿接觸部分外錐角。周后明等[7]對熱縮刀桿合理夾持長度和合理過盈量進行了深入研究,確定了熱縮刀桿與刀具配合時夾持長度及過盈量的控制范圍。本文在文獻[7]研究基礎之上,借助非線性有限元技術,以熱縮刀桿接觸面為研究對象,著重對不同外徑的熱縮刀桿與刀具配合的接觸壓力、最大等效應力、熱變形及熱位移差值等力學特性進行分析,在此基礎上進一步給出了熱縮刀桿合理刀桿外徑的控制方法。
數學模型的建立
本文暫不考慮切削熱對接觸特性的影響,由于本文分析的熱縮刀桿和刀具直徑小,轉速對接觸的影響很小,因此將其忽略。如圖l所示,在刀具的裝卸過程中,熱縮刀桿和刀具因受熱而產生尺寸擴張,刀桿和刀具徑向位移的變化決定其配合面的接觸狀態。
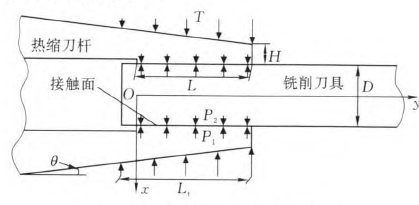
圖1 熱縮刀桿與刀具配合面分析
接觸時,熱縮刀桿與刀具接觸面上應滿足的變形、應力協調條件為嘲
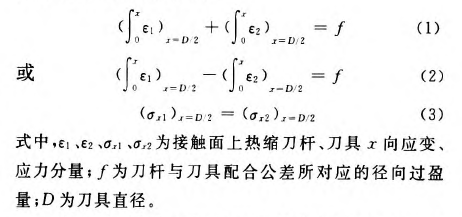
分離時,熱縮刀桿與刀具接觸面上應滿足的變形協調條件為
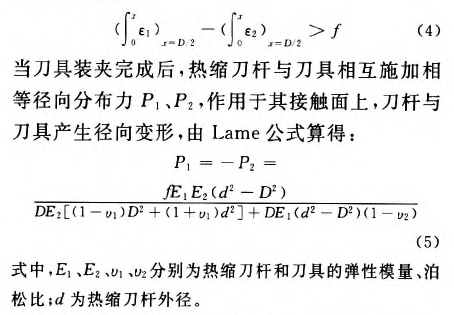
當式(5)中其他變量不變時,對d求導可知,接觸面的接觸壓力與d正相關。由于熱縮刀桿夾頭以外的部分對接觸壓力集中現象的影響較大,且接觸邊界條件隨著外加載荷的變化而變化。因此,熱縮刀桿與刀具之間的過盈配合屬于一種幾何及狀態高度非線性問題,單純用理論分析較為復雜。
2. 熱縮刀桿結構有限元分析
2.1有限元模型的建立
采用商用有限元軟件ANSYS作為參數化建模與分析工具。根據式(1)~式(5)建立刀桿及刀具的有限元模型,并對接觸面上接觸應力分布進行分析。由于所分析的問題滿足軸對稱條件,為節省計算資源,所以只對熱縮夾頭部分的1/2進行建模分析。表1所示為熱縮刀桿和刀具的材料屬性。
表1 熱縮刀桿和刀具的材料屬性
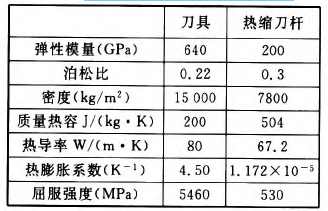
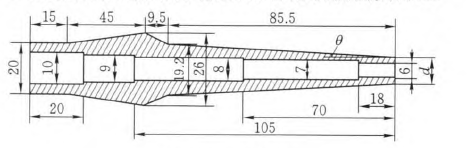
圖2 熱縮刀桿結構
況需要選擇,所以口不是一個獨立變量,當長度確定時,口隨外徑的改變而變化,因此,在后續分析中不予考慮。實體單元類型采用SOLIDl86三維實體單元,以刀桿配合面為接觸目標面、刀具接觸面為接觸面創建接觸對,接觸單元類型為三維接觸單元,其中采用接觸單元TARGEl70來模擬剛性目標面,接觸單元CONTAl74來模擬柔性接觸面。為了提高計算精度,確保結果的準確性,網格劃分采用細化的六面體網格,圖3為刀桿與刀具配合的對稱分析有限元模型。文獻[1]已通過實驗對模型的準確性進行了實驗驗證。

圖3熱縮刀桿與刀具配合的對稱分析有限兀模型
2.2靜態仿真分析
從理論上說,接觸剛度系數越大越能避免接觸穿透問題的產生,所得到的分析結果就越精確、越接近于真實解,但過高的接觸剛度系數將引起總剛矩陣的病態,造成分析過程收斂困難而耗費大量的計算資源,甚至得不出分析結果;而過低的接觸剛度系數又將導致接觸穿透問題的產生而得到錯誤的結果。由于本文中模型的網格數較多,故由文獻[7]的分析結果可知,接觸剛度系數取l在本文的分析中是比較合適的。
對d分別為7.0,7.5,8.0,8.5,9.0,9.5,10.0,10.5,11.0,11.5,12.0 mm的熱縮刀桿進行仿真分析。考慮到整個刀桿模型為錐體結構,熱縮刀桿內孑L面小端到大端沿軸向的擴張量逐漸變大而形成喇叭口狀,因此應力也應呈喇叭口狀分布。圖4為d一9 mm時等效應力分布云圖,由于熱縮刀桿錐面型外壁刀桿外徑不均,所以接觸面上等效應力分布也不均,在熱縮刀桿的軸線方向上,隨著刀桿外徑的增大,等效應力逐漸增大。
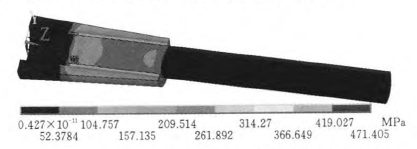
圖4桿外徑d-=9腫時的等效應力分布云圖
由于不同外徑熱縮刀桿的應力分布云圖相似,只是應力大小不同而已,本文就不再贅述。圖5為不同刀桿外徑下刀桿上節點的最大等效應力分布圖,對比分析不同刀桿外徑時的結果可知,隨著刀桿外徑的增大,接觸面上節點的最大等效應力增大,但都小于材料的屈服強度540 MPa。可見,所分析的刀桿在不受外力時,其強度均滿足要求。
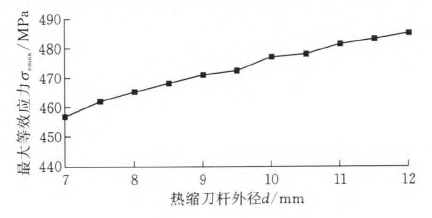
圖5不同刀桿外徑時的最大等效應力
圖6為不同刀桿外徑下z方向上總的接觸壓力Fx,由圖6可知,隨著刀桿外徑的增大,接觸壓力Fx增大。在加工過程中,由文獻[8-1可知,所需要傳遞的安全扭矩M。與總接觸壓力P。的關系為
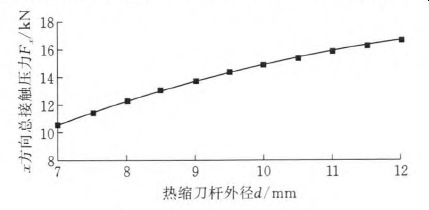
圖6 32方向上總接觸壓力
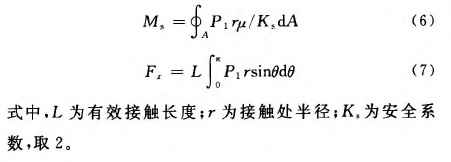
由式(6)、式(7)可算得熱縮刀桿所能傳遞的最大安全扭矩(圖7)。對于熱縮刀桿與刀具配合來說,精確、安全可靠的切削取決于兩者之間合理的接觸壓力。由圖7可知,隨著刀桿外徑的增大,刀桿所能傳遞的安全扭矩增大。
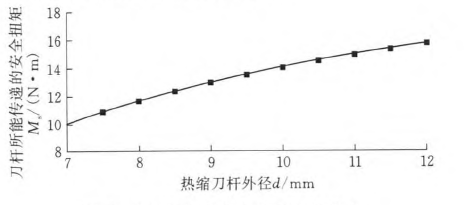
圖7熱縮刀桿所能傳遞的安全扭矩
2.3在徑向力作用下的仿真分析
在實際切削過程中,由于切削力的存在從而導致熱縮刀桿與刀具接觸面上的等效應力不再均勻,刀具也因切削力而產生變形,從而引起加工誤差。根據文獻[11]及加工實踐可知,在利用小直徑銑刀對模具進行半精加工或精加工時,刀具所受的徑向銑削力通常不超過250 N。而小直徑熱縮刀桿一般只用于小加工余量的精加工工藝中,其徑向銑削力更小。由于模型具有對稱性,本文中僅對刀具尖端z方向上的一個節點施加100 N的徑向力(圖8)。
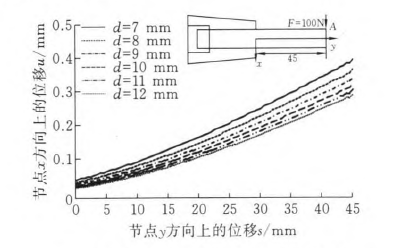
圖8切削力作用下節點的最大等效應力
圖8所示為不同刀桿外徑條件下,在施加徑向力F時,刀具外壁(Y坐標0~45 mm之間)節點z向的徑向位移。可以看出,刀具的徑向位移隨刀桿外徑的增大而減小,刀具最大徑向位移從0.399 98 mm減小至0.298 62 mm,減小幅度達到25.34%,說明增大刀桿外徑可提高熱縮刀桿與刀具配合的徑向夾持剛度,減小刀具因外力沖擊而產生的變形。
不同外徑的熱縮刀桿在徑向力的作用下節點的最大等效應力曲線如圖9所示。對圖5、圖9進行對比分析可知,在徑向力的作用下,熱縮刀桿上節點的最大等效應力增大;刀桿外徑越小,應力的增大幅度越大;外徑為7~10.5 mm的熱縮刀桿,在徑向力的沖擊下,其節點的最大等效應力已經超過了材料的屈服強度。分析可知,隨著熱縮刀桿外徑的增大,節點的最大等效應力減小,熱縮刀桿抗沖擊能力增強,外力對刀桿夾持穩定性的影響減小。
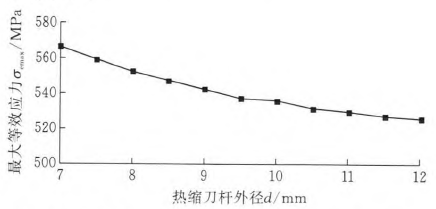
圖9徑向力的作用下刀桿節點的最大等效應力
3 .熱縮刀桿熱一結構有限元分析
3.1在感應加熱作用下的熱變形
在感應加熱的情況下,由于加熱過程中溫度載荷均勻地分布在熱縮刀桿前端的外環面上,因此所分析的結構及載荷均滿足軸對稱條件,為節省計算資源,只需要對完整模型截面的1/2進行軸對稱分析即可。采用熱單元PLANE55對不同加熱溫度下熱縮刀桿與刀具穩態時的溫度分布進行分析;采用結構單元PLANEl82加載前述分析的熱載荷,并對熱縮刀桿及刀具的熱變形進行計算。刀桿刀具材料屬性如表1所示,在刀桿與刀具的接觸處,采用接觸單元CONTAl72、TARGEl69模擬刀具裝夾過程中的接觸行為,由文獻[12]可知,熱縮刀桿與刀具直接的接觸熱傳導系數T。。取40 000,對流傳熱條件為20℃氣體強制對流。
過盈配合和感應加熱都將影響熱縮刀桿與刀具配合面的徑向位移,而配合面的徑向位移變化也最終決定了熱縮刀桿與刀具的接觸狀態。為了直觀地表示不同感應溫度下熱縮刀桿與刀具的接觸狀態,選取配合面上熱縮刀桿節點的最小徑向位移U。和刀具節點的最大節點位移U。及其熱位移差值e(圖10)來表示結合面接觸狀態分布規律。
為驗證有限元仿真結果的有效性,刀具與熱縮刀桿材料屬性同表1,采用熱縮刀桿加熱器對刀桿進行加熱,逐漸提高加載溫度直到刀具能在熱縮刀桿中進行裝夾并記錄此溫度值(圖11)。經反復實驗測量取平均值,刀具能快速裝入的溫度為268.5℃,取出溫度為281.25℃,與仿真數據e—f一5且m時對應的283.1℃(圖10中直線,一5肚m與熱位移差值曲線的交點)基本一
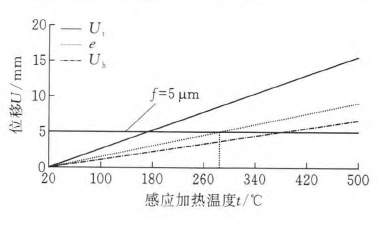
圖10 L,h、U,及P分布圖

圖11 裝夾溫度測試買驗圖
致。由實驗可知,刀具的裝入溫度稍低于刀具的取出溫度。當感應加熱溫度高于裝入溫度而低于取出溫度時,刀具在裝入過程容易受熱使徑向尺寸增大而造成刀具卡住的現象發生,刀具在熱縮刀桿中的最小裝卸溫度以取出刀具時的溫度為準。
圖12為不同刀桿外徑時熱縮刀桿與刀具的最小熱位移差值的仿真結果。由圖12可知,在不同刀桿外徑的情況下,最小熱位移差值隨溫度的分布呈線性分布;在相同溫度條件下,最小熱位移差值隨著熱縮刀桿外徑的增大而減小;在相同的型號刀具及尺寸公差的情況下,外徑越大的熱縮刀桿裝夾所需的溫度越高。
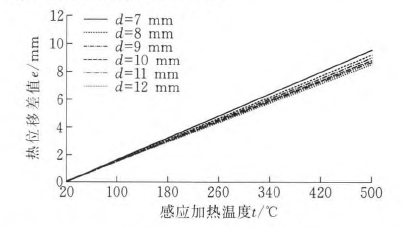
圖12 刀桿外徑對最小熱位移差值分布的影響
3.2在感應加熱作用下的熱應力
由文獻E23可知,熱縮刀桿節點熱應力的大小直接影響其熱疲勞壽命,而感應加熱溫度又決定著熱應力的大小。因此,本文采用穩態熱傳導與應力耦合的分析方法對不同感應加熱溫度下熱縮刀桿的熱應力問題進行分析。
熱縮刀桿上節點應力變化越大,該點越容易疲勞破壞。圖13所示為不同感應溫度下熱縮刀桿節點的最大熱應力曲線。由圖13可知,熱縮刀桿的最大熱應力隨著感應加熱溫度的增大而增大;在相同感應加熱溫度下,熱縮刀桿外徑越大,其內部最大熱應力越大。
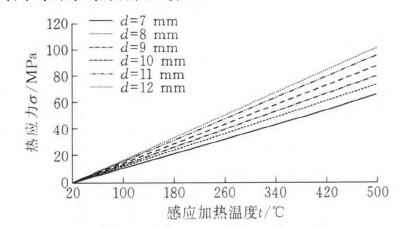
圖13熱縮刀桿節點的最大熱應力
對相同型號的銑削刀具與熱縮刀桿進行配合,在配合公差相同的情況下,刀桿外徑越大,其所需的裝夾溫度越高,裝夾過程中的熱應力越大。過大的刀桿外徑不但容易造成刀具裝入困難,而且直接影響熱縮刀桿的疲勞壽命。而且隨著熱縮刀桿外徑的增大,刀桿容易與工件產生干涉,對實際加工非常不利。在此分析中,對于公差配合為巾6S3/f2的熱縮刀桿與刀具,在滿足夾持強度要求的情況下,最合理的刀桿外徑應該在11~12 mm,這樣才能既保證熱縮刀桿與刀具配合間夾持均衡而具有很好的夾持剛度,又不至使刀桿上的應力超過其屈服強度而降低刀桿的使用壽命和精度,更有利于提高熱疲勞壽命。
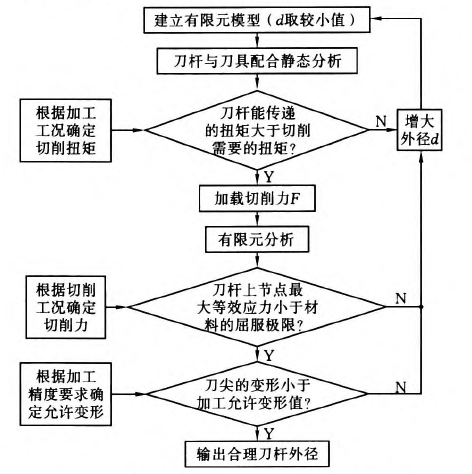
圖14確定熱縮刀桿合理刀桿外徑流程圖
利用ANSYS參數化語言(APDL)把熱縮刀桿的結構設計與有限元分析有機結合起來,能實現對熱縮刀桿外徑的合理控制。圖14為確定合理刀桿外徑的單周期有限元分析迭代流程圖。按照此方法,針對熱縮刀桿與刀具接觸的實際情況,在給定刀桿內孔直徑、過盈量、接觸長度及材料的情況下就可以給出熱縮刀桿的合理外徑值。
4. 結論
(1)隨著刀桿外徑的增大,熱縮刀桿與刀具配合的總的接觸壓力和節點的最大等效應力增大,所能傳遞的安全扭矩加大。
(2)在徑向力的作用下,熱縮刀桿上節點的最大等效應力較無徑向力時增大,甚至超過了刀桿材料的屈服強度,此最大等效應力可為熱縮刀桿的結構設計提供參考。
(3)在徑向力的作用下,隨著刀桿外徑的增大,刀桿上的最大接觸應力及刀具的徑向位移減小,刀桿與刀具夾持剛度增強,刀具的抗變形能力增強。
(4)隨著熱縮刀桿外徑增大,配合面最小熱位移差值減小,刀具所需的裝夾溫度升高;熱縮刀桿最大熱應力增大,刀桿的熱疲勞壽命縮短。
(5)利用ANSYS參數化語言(APDL)把熱縮刀桿的結構設計與有限元分析有機結合起來,能實現對熱縮刀桿外徑的合理控制。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

