


摘 要:高速切削作為一種高效切削的加工方法在航空領(lǐng)域中已廣泛應(yīng)用。影響高速切削的因素非常多,其中刀具對于高速切削有著重要的影響,刀具自身的結(jié)構(gòu)、材料和幾何參數(shù),刀具的夾持系統(tǒng)以及加工工藝等直接影響高速切削的效率。通過對刀具自身相關(guān)參數(shù)及與刀具相關(guān)的因素進(jìn)行分析,結(jié)合航空殼體零件在實際加工中的應(yīng)用實例,進(jìn)一步掌握刀具在高速切削中的影響,從而提升高速切削在實際應(yīng)用中的效果,降低企業(yè)的加工成本。
關(guān)鍵詞:高速切削;刀具;刀具夾持系統(tǒng);航空殼體
航空殼體類零件主要應(yīng)用于航空產(chǎn)品的液壓傳動及機械傳動裝置,是產(chǎn)品的核心零部件。其不僅是產(chǎn)品裝配 母 體,更是產(chǎn)品功能實現(xiàn)的樞紐部位。該零件的復(fù) 合 程 度 高,殼體材料多以鋁合金為主。其按結(jié)構(gòu)特點可劃分為作動類殼體、薄壁類殼體、液壓類殼體及其他類殼體。由于大多數(shù)航空殼體具有料去除率高、單道工序加工時間長和所采用的刀具種類多等特點,因而殼體類零件適合采用高速切削,以提高加工效率。
刀具以及相關(guān)系統(tǒng)對于高速切削有著重要的影響。本文對刀具幾何參數(shù)、刀具夾持系統(tǒng)以及加工工藝等影響因素進(jìn)行研究分析。
1、 高速切削
高速切削(HSM 或 HSC)是20世紀(jì)90年代迅速走向?qū)嶋H應(yīng)用的先進(jìn)加工技術(shù),通常指在高主軸轉(zhuǎn)速和高進(jìn)給情況下進(jìn)行切削。國際生產(chǎn)工程學(xué)會提出,高 速 切 削 的 切 削 線 速 度 為 500~7000 m/min[1]。在模具 加 工 中,高 速 切 削 可 加 工 淬 火 硬 度>50HRC的鋼件。高速切削是一項系統(tǒng)技術(shù),從刀具材 料、刀 柄、機床、控制系統(tǒng)和加工工藝等方面均與常規(guī)加工有很大區(qū)別。由于不同的加工方式、不同的工件材料有不同的高速切削范圍,因而應(yīng)根據(jù)不同的加工材料,結(jié) 合 實 際 生 產(chǎn) 情 況,確 定 合 理 的 高 速 切 削 范圍[2-6]。高速切削的速度范圍與被加工材料的關(guān)系如圖1所示。
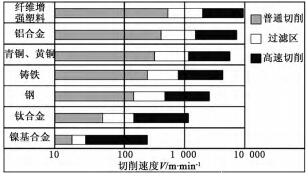
圖1 不同加工材料大致的切削速度范圍
2 、刀具對高速切削的影響分析
2.1 刀具幾何參數(shù)
目前,高速切削鋁合金刀具多采用硬質(zhì)合金刀具,粗加工刀具具有良好的強度及排屑性能,適用于大余量去除材料;精加工刀具具有良好的刃口鋒利性和較小的徑向力,適用于減少加工變形,降低表面粗糙度。刀具主要參數(shù)為前、后角和螺旋角,高速切削刀具與普通刀具幾何參數(shù)的區(qū)別主要為柄部公差、螺旋角和刀具跳動(見表1)。
表1 不同加工材料的刀具幾何參數(shù)

2.2 刀具材料
按照刀具材料硬度大小排列如下:金剛石 PCD>立方氮 化 硼 PCBN> 陶瓷 > 硬 質(zhì) 合 金 > 高 速 鋼HSS;按照抗彎強度大小排列如下:高速鋼 HSS>硬質(zhì)合金>陶瓷>金剛石PCD>立方氮化硼 PCBN;按照斷裂韌性大小排列如下:高速鋼 HSS>硬質(zhì)合金>立方氮化硼 PCBN>金剛石 PCD>陶瓷。根據(jù)切削
材料以及刀具成本等方面綜合考慮,現(xiàn)階段航空企業(yè)高速切削鋁合金多以硬質(zhì)合金材料為主。
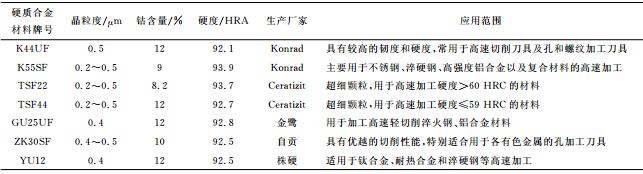
硬質(zhì)合金刀具種類按照化學(xué)成分不同,可分為碳化鎢基硬質(zhì)合金和碳化鈦基硬質(zhì)合金;按照晶粒大小區(qū)分,可分為普通硬質(zhì)合金、細(xì)晶粒硬質(zhì)合金和超細(xì)晶粒硬質(zhì)合金。硬質(zhì)合金顆粒的大小影響到合金材料的強度,普通硬質(zhì)合金晶粒度為3~5μm;一般細(xì)晶粒硬質(zhì)合金的晶粒度約為1.5μm;亞微細(xì)晶粒硬質(zhì)合金的晶粒度為0.5~1μm;超細(xì)晶粒硬質(zhì)合金 WC 的晶粒度<0.5μm。晶粒細(xì)化后 可 以 提高合金的硬度、耐磨性、抗彎強度和抗崩刃性。K 類和 M 類硬質(zhì)合金具有較高的硬度、耐 用 度、抗 彎 強度和韌度,細(xì)晶粒和超細(xì)晶粒硬質(zhì)合金中由于硬質(zhì)相和粘結(jié)相高度分散,可減少切削時產(chǎn)生的崩刃情況,適合于高速切削鋁合金[7]。適合高速切 削 的 硬質(zhì)合金材料見表2。
表2 適合高速切削的硬質(zhì)合金材料
2.3 刀柄結(jié)構(gòu)
刀具的夾持系統(tǒng)為刀柄,按照與機床連接方式,刀柄分為7∶24和1∶10等2種。在傳 統(tǒng) 的 加 工中,通常使用的是7∶24的刀柄。這種刀柄端面與主軸端面之間存在間隙,在主軸高速旋轉(zhuǎn)和切削力的作用下,主軸的大端孔徑膨脹,造成刀具軸向和徑向定位精 度 下 降。高速切削通常推薦 HSK 刀柄。HSK 是一種小錐度(1∶10)的空心短錐柄,使用時端面和錐面同時接觸,從而形成高的接觸剛度,高轉(zhuǎn)速對接口的連接剛度影響不大。在高速切削中,刀柄對刀具的夾持力的大小和夾持精度的高低具有十分重要的作用。當(dāng)機床轉(zhuǎn)速達(dá)到10000r/min時,應(yīng)采用夾持可靠的刀柄。目前,加工中常用的刀柄為側(cè)固刀柄、卡簧刀柄、液壓刀柄和熱脹刀柄等,側(cè)固式刀柄難以保證刀具的動平衡,不適用于高速切削;卡簧刀柄采用彈性夾緊方式,刀柄與刀具中間存在彈性夾頭的過渡,會影響刀具的跳動和動平衡,不適用于高速切削;液壓刀柄采用兩點夾持的一體型構(gòu)造,具有很高的夾持力和夾持精度,且減小了夾頭質(zhì)量;熱脹刀柄利用刀柄裝刀孔熱脹冷縮使刀具夾緊可靠,其結(jié)構(gòu)簡單對稱、夾緊力大。可見,液壓刀柄和熱脹刀柄適用于高速切削。
2.4 刀具的動平衡及安全性
高速切削設(shè)備的主軸轉(zhuǎn)速一般可達(dá)到15000~24000r/min。刀具在高速旋轉(zhuǎn)時存在的殘余不平衡量會產(chǎn)生與轉(zhuǎn)速成平方關(guān)系的離心力,這種動態(tài)負(fù)載會激起刀具和機床的振動,從而導(dǎo)致加工表面質(zhì)量、刀具壽命和主軸軸承壽命下降。刀具系統(tǒng)不平衡的主要因素如下:1)刀具制造尺寸精度偏差導(dǎo)致不平衡;2)非對稱式刀具、刀柄以及連接件導(dǎo)致不平衡;3)刀具使用時產(chǎn)生偏移導(dǎo)致不平衡;4)非整體式刀具系統(tǒng)裝配時的累積誤差導(dǎo)致不平衡;5)刀具裝夾誤差導(dǎo)致不平衡。
為減小或限制這種由殘余不平衡量產(chǎn)生的動態(tài)負(fù)載的影響,應(yīng)對主軸及刀具系統(tǒng)進(jìn)行必要的動平衡調(diào)整。刀具動平衡分為機外平衡和機上平衡,機上動平衡利用機床主軸提供旋轉(zhuǎn)運動,其余與機外動平衡機相同。現(xiàn)階段動平衡檢查主要以機外平衡為主。機外動平衡需通過專用機外動平衡機測量出不平衡的質(zhì)量和相位,再通過技術(shù)手段進(jìn)行調(diào)整,使刀具系統(tǒng)達(dá)到平衡標(biāo)準(zhǔn)要求。動平衡調(diào)整過程通常須經(jīng)過多次反復(fù),調(diào)整到最佳平衡量,以減小振動負(fù)載,并盡可能將較高的精度傳遞到刀具的切削刃。
2.5 切削路徑
采取不同的切削路徑能得到不同的切削效果。優(yōu)化切削路徑可提高刀具耐用度和切削效率,獲得最小的加工變形,充分發(fā)揮高速切削的優(yōu)勢。本文從進(jìn)、退刀加工和刀具軌跡2個方面進(jìn)行分析。
1)進(jìn)、退刀加工。在加工進(jìn)刀時,應(yīng)避免刀具垂直插入工件,采用傾斜下刀方式或者螺旋式下刀,以降低刀具載荷。在加工平面或輪廓時,應(yīng)盡量從工件外部下刀,然后水平切入工件。在水平退刀時,應(yīng)盡量保持加工進(jìn)給速度,當(dāng)?shù)毒叽怪蓖顺鰰r可采用最大位移速度。
2)刀具軌跡。在高速切削時應(yīng)保證刀具軌跡盡可能簡化,減少轉(zhuǎn)折點和急速轉(zhuǎn)向,保證刀具軌跡的平滑過渡。螺旋曲線走刀是高速切削加工中一種較為有效的走刀方式。另外,應(yīng)通過不中斷切削過程和刀具路徑,減少刀具的切入和切出次數(shù),以獲得穩(wěn)定、高效和高精度的切削過程[8]。
2.6 切削參數(shù)
切削參數(shù)是高速切削中重要的指標(biāo)之一,切削參數(shù)選擇是否合理將直接影響最終的加工效率、加工表面質(zhì)量以及加工成本。
切削速度取決于機床的性能,采用較高的切削速度可以減少加工過程中的積屑瘤,提高表面加工質(zhì)量;但是過高的切削速度會加劇刀具磨損,降低刀具壽命。所以在零件切削過程中需要根據(jù)現(xiàn)場的加工環(huán)境選擇合適的切削速度。
進(jìn)給量是影響加工效率的主要因素,在粗加工過程中,選用較高的進(jìn)給量能夠獲得較大的材料去除率。進(jìn)給量與刀具的直徑相關(guān),每齒進(jìn)給量隨直徑增 大 而 增 加。粗加工時每齒進(jìn)給量推薦 0.1~0.3mm;精加工時每齒進(jìn)給量推薦0.04~0.1mm。軸向切深和徑向切寬在粗加工時根據(jù)刀具直徑和機床的剛度所決定。一般在選用刀尖圓弧半徑較大的刀具時,軸向切深不宜大于刀具半徑;徑向切深與被加工材料相關(guān),對于鋁合金等輕合金材料可以選擇較大的徑向切深,甚至滿刀切削。
3 、某葉輪加工應(yīng)用實例
3.1 葉輪結(jié)構(gòu)
葉輪類零件屬于薄壁、易變形類零件,一般壁≤4mm。本次試加工葉輪為離心壓縮機中應(yīng)用的非直紋面葉輪(見圖2),其共有14片葉片,直徑 為60mm,高度為18mm。葉片厚度為1mm,葉片間距最小為1mm。葉輪材料為7A04。
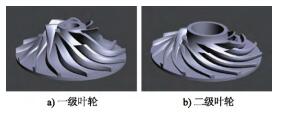
圖2 某葉輪系列模型
由于受體積限制,葉輪采用小直徑、大扭角的結(jié)構(gòu),這給葉片的加工帶來了更高的難度:整體葉輪加工流道窄,葉片相對長,葉片間距最小處≤1.5mm,一般需要采用小刀具直徑加工,加工過程中易造成刀具斷裂。
3.2 刀具切削參數(shù)的選用
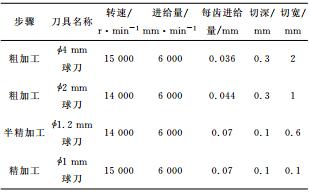
選用SECO 的極 小 徑 系 列 刀 具,選 用4和2mm 刀具進(jìn)行粗加工;1.2mm 刀具進(jìn)行半精加工留余量0.1mm;1mm 刀具 進(jìn) 行 精 加 工。精 加 工刀具為錐桿結(jié)構(gòu),切削刃末端為縮頸,該結(jié)構(gòu)在讓開干涉的同時最大限度地提高了刀具強度,保證了加工穩(wěn) 定 性。刀 柄 采 用 HSK-A63 熱脹 刀 柄 夾 持。切削參數(shù)見表3。
表3 切削參數(shù)
3.3 走刀過程
本次加工使用 CATIA 軟件編制加工程序。粗加工采用插銑加工方法,刀具沿葉片各角度的切線方向?qū)θ~輪進(jìn)行插銑加工。插銑粗加工的優(yōu)點如下:1)由于切削力為軸向力,可采用大懸伸避免干涉;2)可減小工件變形;3)提高加工效率。粗加工插銑采用 定 軸3+2方式 進(jìn) 行 分 層 加 工(見 圖 3)。在 CATIA 軟件中 選 擇 等 高 降 層 粗 銑 策 略,以 流 道輪廓為限制線,兩側(cè)葉頂為干涉面,刀軸方向以一次策略為單位多次旋轉(zhuǎn),以達(dá)到讓開干涉,去除大余量的目的。
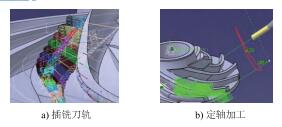
圖3 粗加工示意圖
精加工中,流道底部按照3個區(qū)域分別拾取加工面,使用曲面等參數(shù)線加工策略,選擇插補軸的多軸方式,以區(qū)域邊界多個驅(qū)動軸為刀軸方向,通過手動設(shè)置適應(yīng) 曲 率 變 化,形 成 整 齊、穩(wěn)定和高效的刀路。主葉片吸力面、主葉片壓力面、分流葉片吸力面和分流葉片壓力面分別采用同樣的策略,以無干涉、無跳刀和加工完整為目的,以區(qū)域邊界的25個驅(qū)動軸為刀軸方向,通過手動設(shè)置來適應(yīng)劇烈的曲率變化,生成整齊可靠的刀路(見圖4)。
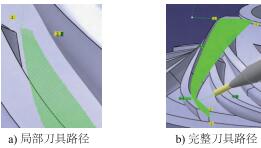
圖4 精加工示意圖
4、 結(jié)語
高速切削已經(jīng)在航空領(lǐng)域得到廣泛應(yīng)用,本文從刀具結(jié)構(gòu)、刀具幾何參數(shù)、刀具夾持系統(tǒng)以及加工工藝等影響因素進(jìn)行分析,并結(jié)合航空殼體零件在實際加工中的應(yīng)用實例,進(jìn)一步掌握刀具在高速切削中的影響,從而提升高速切削的應(yīng)用效果,降低加工成本。
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況