


鋸片切割圓弧的刀具補償算法
2018-5-22 來源:廈門大學、福建省高端裝備制造協同中心 作者: 陳永明 李睿敏 游銀濤 劉 康 馮盛淼
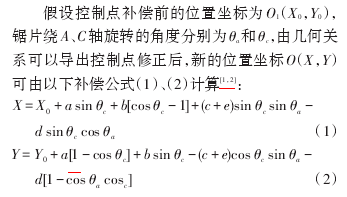
摘要:在石材加工中,鋸片是最常用的切割工具。由于鋸片切削點(刀位軌跡)相對于數控系統的控制點(數控軌跡)存在偏置,為了實現機床的正確加工,必須通過補償將指定的刀位軌跡轉換為相應的數控軌跡,進而完成數控加工編程。針對加工圖元為直線和圓弧時的多種工況進行詳盡研究,總結出相應的偏置補償算法,并實際加工驗證。加工結果表明,采用該算法編程加工的工件滿足預期的精度要求。
關鍵詞:鋸片切割;偏置補償;圓弧;數控加工
在現代制造與加工過程中,要使用各種不同的刀具對產品進行加工。由于刀具的材質、形狀、種類的不同,加工時必須對刀具進行補償。石材加工刀常用的具有鋸片、銑刀等。本文主要以鋸片為例,討論石材加工時如何進行刀具補償。
1、刀具補償原理
數控編程通常是以刀具中心表示刀位點的位置,數控加工通過控制刀位點的運動軌跡完成刀具運動軌跡的控制。而用戶在操作時,一般是根據零件輪廓設置加工軌跡。由于刀具中心與實際加工軌跡在位置上存在偏差,數控編程時,刀具中心必須往非加工方向進行一定的偏置補償。本文中采取的刀具為鋸片,補償時,需要綜合考慮到刀具的半徑、厚度、加工軌跡形狀等因素。
圖 1 所示多邊形 ABCE,加工其直線圖元 AB時,一旦 C 軸有 θ 角度的旋轉,其刀位點軌跡 A1B1必然偏離其理論軌跡 AB。因此,為實現正確加工,必須對控制點進行偏置補償,即把控制點從O1點修正到O點,相應的刀位點從A1點修正到A點。
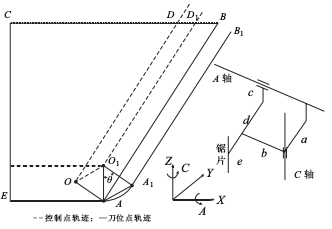
圖1 控制點與刀位點軌跡圖
2、 加工圖元端點過切分析與預處理
2.1 圖元端點過切處理
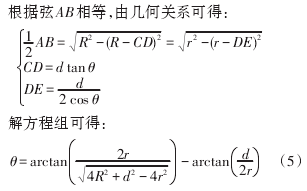
鋸片切割導致了當切削深度為 d 時,其切出的軌跡從剖面看是一段圓弧,從材料的表面上看是一段與切削深度 d 有關的線段 BC,如圖 2 所示。由圖2中的幾何關系可得過切長度為:
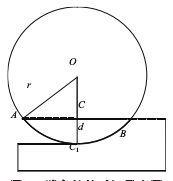
圖2 端點處的過切示意圖
所以需提前對圖元端點進行預處理。因為加工圖形涉及凹多邊形和凸多邊形,可采用轉角法判斷一點是否在封閉圖形內部。具體流程圖如圖3所示。
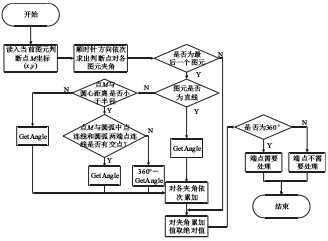
圖3 判斷直線端點是否需要保留加工余量的程序流程圖
2.2 端點的預處理
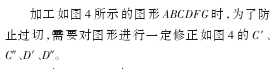
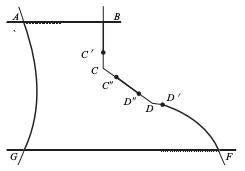
圖4 需要保留加工余量的端點修正圖

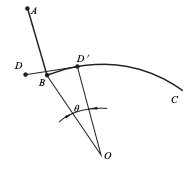
圖5 圓弧端點修正示意圖
3 、加工圖元為圓弧時的半徑修正算法
3.1 凹弧和凸弧的定義
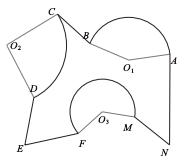
圖6 凸弧凹弧示意圖
3.2 加工圖元為凸弧時的半徑修正算法
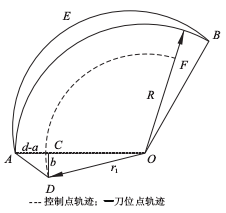
圖7 控制點與刀位點軌跡示意圖
圖 7 中,弧 AB 為所加工圓弧,其半徑為 R,O為其圓弧中心,OD 為其控制點半徑,通過幾何關系可得到控制點的半徑r1:
3.3 加工圖元為凹弧時的偏置補償算法
由于鋸片會產生如圖 2 所示的過切現象,加工圓弧時會產生如圖8所示的過切現象。所以在加工如圖8所示的圖形時,可將鋸片繞A軸傾斜一定角度,使得切凹弧的切割面仍是一個豎直面。構建其數學模型如圖 9 所示,其中粗實線為所要加工的圖形。
圖8 圓弧過切示意圖
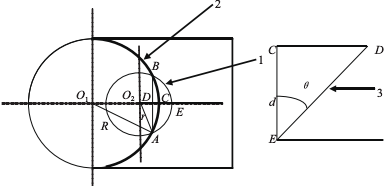
圖9 A軸傾斜后的數學模型
1.鋸片簡略圖;2.加工的凹弧;
3.沿A軸方向鋸片旋轉θ角后結構簡圖
在給定鋸片半徑 r、加工凹弧半徑 R 和厚度 d后,可求出鋸片繞A軸旋轉的角度θ。鋸片繞A軸旋轉θ角度后,其刀位點將發生偏移如圖 10 所示。刀位點將從點 E 偏移到點 E',沿所加工圓弧半徑方向的偏移距離為EH。通過幾何關系可得:
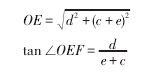
圖10 刀位點偏移數學模型

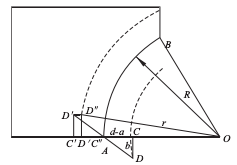
圖11 半徑修正數學模型
4 、實際加工結果
以所使用的雙擺頭五軸機床為例,其鋸片(以鋸片背部為基準)中心點安裝位置的偏置參數見表1。

表1 鋸片安裝偏置參數
把補償算法應用于實際加工后,理論圖與實際加工圖對照如圖12a、12b所示,其誤差分析見表2。石材切板的精度要求為 1 mm,通過表 2 的誤差分析可得加工精度符合精度要求。
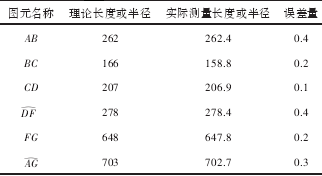
表2 理論值與測量值對照表
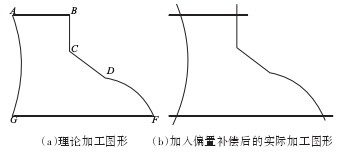
圖12 理論圖形與加入補償后的實際加工圖形
5 、結束語
本文通過對鋸片安裝位置偏置補償的研究,算出了常見加工圖元直線和圓弧的偏置補償算法,能夠成功的應用于加工由直線和圓弧組成的復雜輪廓圖形。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

