


面向能效的曲面數控加工刀具路徑優化方法(下)
2018-10-8 來源:西南大學工程技術學院 作者: 李 麗 鄧興國 尚川博
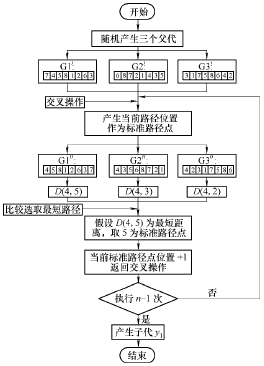
圖 4 子代 y1產生過程圖
由貪心三父代算法設計的交叉算子可得出,產生的兩個子代都較好地遺傳 3 個父代的兩方向的基因,每次選擇的都是 3 個父代中最好的基因,使得后代完全繼承了父代全部優秀的基因,產生更加優秀的子代。通過對交叉算子的改進,使得尋優搜索效率變高,同時提高了全局尋優能力,縮短了尋優時間。
(3)自適應模擬退火和精英混合選擇策略。 經過上述交叉變異后生成的兩個子代,但并未直接用新生成的子代代替原有三個父代,而是在此五個中選擇最優的三個作為下一輪的父代。通常遺傳算法采用輪盤賭選擇方式,該方式在群體規模較小時能夠很好地選擇出優秀的個體,群體規模一旦過大,該選擇方式無異于隨機選擇。本文利用自適應模擬退火算法與精英混合的選擇策略,過程如下所述。
(1) 計算交叉操作的三個父代適應度分別為F(G1)、F(G2)、F(G3)。
(2) 再計算產生的兩個子代的適應度 F(y1)、F (y2):① 如果 F(y1)≤F(y2),則子代 y1被接受進新種群,否則 y1以概率 exp[(−F(y1)−F(y2)/T]被接受(T 為控制參數);② 在進化初期,T 值較大,適應度差的子代有更大的概率被接受,以保證前期種群的多樣性,隨著迭代的進行,T 逐漸減小,適應度差的個體的接受概率逐漸減低,避免破壞種群的適應度。 (3) 為加快種群前期的收斂速度,算法中同時引入精英選擇方法,即直接將適應度最大、數量為k 個的個體替換最小適應度和數量相同的個體。
3.2.4 循環模式的改進
基本遺傳算法的循環模式比較單一,通過設定最大迭代次數來進行遺傳操作,當迭代次數達到最大值即停止遺傳操作,使得收斂速度過快,容易陷入局部最優解。通過引入自適應模擬退火算法的思想,將模擬退火算法中的溫度參數轉變為控制參數。當種群收斂時,而未獲得最優解,則可進行參數調整后繼續計算,以尋求得到最優刀具路徑。過程如下所述。
參數設定:控制參數初始值 T0、控制參數初始值的衰減函數 w、停止參數 Tf等。
while 1 {選擇、交叉、變異} 當前代數+1,當前控制參數 T0=T0*w 判斷當前種群中最好個體的適應值是否小于父代種群中最好個體,如果連續 5 代小于父代種群中最好個體的適應值,則結束循環,或者當前溫度T0<Tf也結束循環。否則,繼續交叉、變異和選擇操作。end
4、實例及驗證
4.1 試驗條件
試驗設備:濟南第三機床公司的 JTVC650B 立式加工中心,日置 PW6001 功率分析儀來監測機床切削過程的實時功率。
工件材料及加工要求:工件材料為 C6061 鋁合金棒,直徑 d=36 mm,半精加工深度 ap=0.5 mm,加工表面粗糙度 Ra不超過 6.4 μm。刀具:材料為硬質合金球頭銑刀,粗加工刀具直徑 R=5 mm。
4.2 刀觸點優化結果
圖 5a 為建立的曲面模型,模型直徑 d=36 mm。圖 5b 為曲率分析圖,可得曲面凹處最大法曲率 kmax = 0.36,待加工曲面表面粗糙度要求為不超過
6.4 μm,由前面的描述得半精加工時球頭銑刀的半徑取R=2.5 mm,則由式(21)得 l=0.73 mm。按照等參數線采樣法對曲面進行離散,離散結果如圖 5c 所示。最后得到合理的控制點共 2 075 個,即刀觸點數和初始種群數為 2 075 個,如圖 5d 所示。
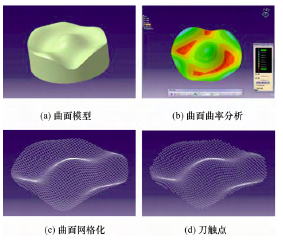
圖 5 刀觸點優化過程
4.3 刀具路徑優化結果
采用 Matlab 進行傳統遺傳算法和自適應模擬退火遺傳算法的刀具路徑尋優計算。參數設置為:基本遺傳算法:種群大小 S=3 000,迭代次數 c=450,交叉概率 Pc=0.9、Pm=0.1。改進遺傳算法:種群規模 S=3 000,迭代次數 c=450,交叉概率 Pc1=0.95、Pc2=0.7,變異概率 Pm1=0.5、Pm2=0.2,選擇復制個數 w=50;控制參數初始值 T0=5 000,衰減函數k=0.95,停止參數 Tf。基本遺傳算法在計算中出現了早熟收斂的情況,而改進遺傳迭代次數為260 次,得到刀具路徑最優長度 L=1 548.52 mm。圖6 分別為改進遺傳算法的刀具路徑圖、投影圖及與計算過程收斂情況圖,其中圖 6a 表示經自適應模擬退火遺傳算法計算后產生的最優化刀具路徑圖,圖 6b為刀具路徑圖在 XY 平面上的投影圖,圖 6c 為自適應模擬退火遺傳算法計算最優刀具路徑的收斂過程圖。
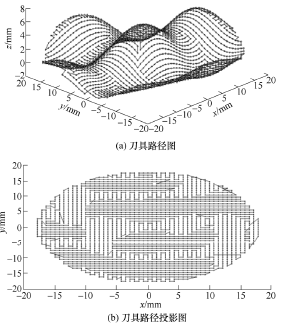
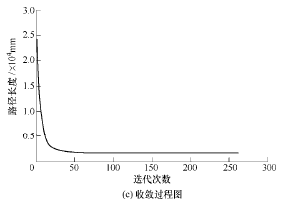
圖 6 刀具路徑、投影圖以及計算過程收斂情況
4.4 仿真結果分析
曲面模型加工的切削仿真路徑在 Master CAM數控編程軟件中進行,根據本文建立的曲面特點,選擇平行銑削、45°平行銑削和流線型銑削生成半精加工刀具路徑作為仿真對比,粗加工則采用相同的等高輪廓銑削方式,以最快速度去除材料,刀具半徑為 5 mm,加工余量均留為 0.5 mm;本文研究的重點在半精加工階段,半精加工參數設置為:刀具半徑為 2.5 mm;切削用量:每齒進給量 fz=0.03 mm/z ,主軸轉速 n=3 500 r/min ,進給量 f=400 mm/min。
根據本文提出的刀具路徑生成方法,并通過Matlab 求解得到了最優刀具路徑,并在 Master CAM數控編程軟件中通過設置相應加工參數,仿真模擬得到了如圖 7 所示生成的不同刀具路徑。表 1 為對應刀具路徑下仿真模擬得到的刀具路徑長度以及切削時間。
從圖 7 可看出,在保證加工質量的前提下,本文提出的算法生成的曲面加工刀具路徑規劃完全可行且連續性非常好,相對目前常用的路徑生成方法而言,超出工件加工面的空切行程路徑較少。
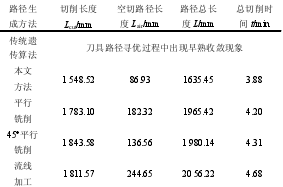
表 1 各方法生成的刀具路徑比較
由表 1 得出,本文方法生成的刀具路徑無論是切削長度還是空切路徑長度都有明顯的優勢。切削長度最大優化距離為 295.06 mm,相對減少 16.00%,最短優化距離為 234.58 mm,相對減少 13.16%;路徑總長度方面,可看出本文方法計算出的刀具路徑優勢更加明顯,刀具路徑總長度最大優化長度達到420.77 mm,相對減少 20.46%,最短優化長度為329.97 mm,相對減少 16.79%;
從表 1 數據可知,當其他參數一定時,刀具路徑的長度直接決定了機床的加工效率,刀具路徑的優化影響著總切削時間,刀具路徑長度減少,使得總切削時間變短,進而提高加工效率,驗證了面向刀具路徑優化的加工效率函數的正確性。
4.5 試驗驗證
將構建的曲面模型與生成的刀具路徑在其他外部環境以及切削參數設置相同條件下進行實際加工,且每種不同的加工方式分別進行了 5 次試驗,并記錄每次加工過程中的功率消耗值,取平均值作為最后的能耗值,模型曲面加工試驗結果如圖 8 所示,每種加工方法的實測 Pcut和 Pair功率值分別如表 2 和表 3 所示。
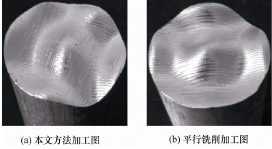
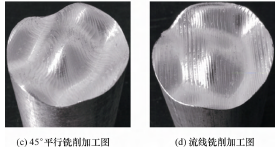
圖 8 實際加工結果
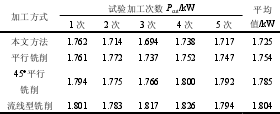
表 2 各路徑實際加工實測切削功率 Pcut
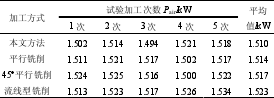
表 3 各路徑實際加工實測空切功率 Pair
由表 2、3 可看出,在進行實際加工時,本文提出的路徑優化算法生成的刀具路徑,機床消耗的功率較少。又因刀具路徑長度的減少,使得加工時間變短,從而整個加工能耗最小,表 4 為各路徑加工方式下的能耗值大小,從表中得出運用該刀具路徑優化方法進行零件加工時,機床所消耗的能耗相對于其他加工方法最低減少了 8.94%,最高減少了20.57%。進而驗證了面向刀具路徑優化的機床能耗函數的正確性。
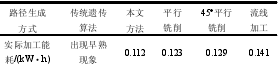
表 4 各路徑加工機床能耗對比
5、結論
(1) 分析了刀具路徑對加工效率和刀具路徑對機床能耗間的映射關系,建立了以機床能耗和加工效率為目標,以機床主軸轉速、進給量、最大切削功率、最大切削力、加工行距等為約束的刀具路徑優化數學模型。
(2) 提出了一種刀觸點優化方法,該方法根據進刀方向法曲率半徑、刀具半徑以及曲面加工后殘留高度,把待加工的曲面進行自適應離散,從而得到曲面控制點,以各個控制點作為刀具加工路徑的刀觸點。
(3) 提出了一種自適應模擬退火遺傳算法進行刀具路徑刀觸點連接順序及方式優化方法,該方法引入模擬退火算法、貪心算法對遺傳算子進行了改進,提高了算法在進行大量曲面控制點計算尋求最優路徑時種群進化速度,避免陷入局部最優解,加快了運算速度。 但是由于數控加工方式種類多,本文主要針對曲面模型半精加工單工序為高效低耗刀具路徑優化研究,而實際曲面零件加工是一個多工序、多加工方式的過程,且同一個曲面零件加工可以由多條工藝路線完成,因此,從曲面零件多工序、多工藝路線上進行刀具路徑優化,進而降低機床能耗將是以后研究的重點。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

