


刀具幾何參數(shù)對鋁合金車削性能的影響
2019-11-5 來源:貴州大學 機械工程學院 國家精密微特電 作者:張蓉蓉 李長虹 趙先鋒 李榮隆
摘要:根據(jù)刀具的主要幾何參數(shù)設計了單因素實驗,在 Deform-3D 中建立了鋁合金 7075 的車削有限元模型,對車削過程進行仿真,通過數(shù)據(jù)處理,得出前角、主偏角、刃傾角、刀尖圓弧半徑對切削力和切削溫度的影響,結果表明:切削力隨前角的增大而減小,隨刀尖圓弧半徑的增大而增大,主偏角和刃傾角對各方向上的力影響不同;切削溫度隨前角、刃傾角的增大而上升,隨刀尖圓弧半徑的增大而下降。
關鍵詞:切削力;切削溫度;Deform-3D;刀具;幾何參數(shù)
切削加工中,切削力和切削溫度對刀具耐用度、工件加工精度、已加工表面質(zhì)量、加工穩(wěn)定性等諸多現(xiàn)象都有很大影響。刀具幾何參數(shù)是影響切削力和切削溫度的重要因素,刀具幾何參數(shù)的合理選用對保證零件加工質(zhì)量、提高生產(chǎn)率、延長刀具與設備的使用壽命、降低加工成本等方面有著非常重要的現(xiàn)實意義。
有限元仿真技術日趨成熟,在切削加工研究方面,尤其是在刀具幾何角度這種實驗成本高的研究方面發(fā)揮了重大作用,大量事實證明利用有限元仿真得出的結果可靠性高,對現(xiàn)實生產(chǎn)有重要的參考價值。
高強度鍛壓鋁合金 7075 是一種硬度高、密度小、耐腐蝕、易加工的材料,在航空航天、機械設備、工裝夾具等強度高、抗腐蝕性能強的高應力結構體中得到廣泛應用。在 UG 中建立刀具的三維模型,設計單因素實驗方案,在有限元分析軟件 Deform-3D 中建立車削模型,對硬質(zhì)合金刀具車削加工 7075 鋁合金工程進行仿真,研究了刀具幾何參數(shù)對其切削力和切削溫度的影響,為 7075 鋁合金切削工藝參數(shù)的優(yōu)化提供理論依據(jù)。
1 、單因素實驗設計
車刀的主要幾何參數(shù)主要包括前角、后角、主偏角、副偏角、刃傾角和刀尖圓弧半徑,這些參數(shù)各自有不同的功能及選用原則,并且它還相互聯(lián)系相互影響。
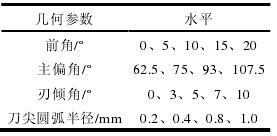
本文考慮影響車削力和車削溫度的主要幾何參數(shù),以前角、主偏角、刃傾角、刀尖圓弧半徑為研究對象,各參數(shù)選取水平如表 1 所示。
表 1 刀具幾何參數(shù)水平表
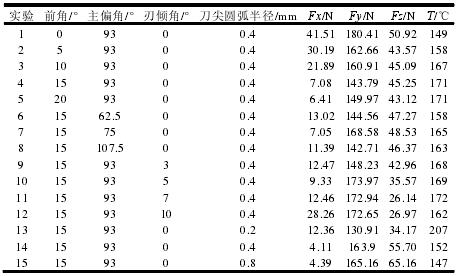
增大后角可以減小刀具后刀面與工件之間的摩擦,提高已加工表面質(zhì)量,由于大部分實驗選取了 15°前角,若是選擇過大的后角,就會使刀具楔角顯著減小,削弱切削刃強度,減小刀頭散熱體積,影響刀具壽命,參照山特維克車削鋁合金專用車刀片,選取后角為 7°,刀尖角選取為 55°。具體實驗安排如表 2 所示。
表 2 實驗切削力和切削溫度
2 、車削仿真模型
2.1 車削仿真模型的建立
參照山特維克刀片 DCGX11T304-Al,在UG 中建立各刀片的三維模型,以.stl 格式導出;在Deform-3D 中建立車削模擬模型,刀具材料選用 WC,以相對方式劃分網(wǎng)格,并在刀尖處細化網(wǎng)格;工件模型為塑性,直徑 50 mm,彎曲角度 20°,以絕對方式劃分網(wǎng)格,最小單元格尺寸為進給量的 30%,在工件與刀尖接觸處的區(qū)域細化網(wǎng)格,設置細化網(wǎng)格窗口隨刀具移動。
2.2 仿真結果的提取
仿真完成后,進入后處理窗口,提取切削力和切削溫度。在 Deform-3D 中,主切削力為Fy,進給抗力為 Fx,切深抗力為 Fz。將切削力導出,在數(shù)據(jù)處理軟件 origin 中對曲線做平滑處理,取達到穩(wěn)態(tài)時的切削力作為最終切削力。隨著切削的進行,切削溫度隨塑性變形和摩擦的不斷積累而不斷升高,最高溫度出現(xiàn)在前刀面距刀尖一定距離處,高溫加劇了刀具的粘結磨損、擴散磨損和氧化磨損,容易生成月牙洼。取每組仿真實驗刀尖處的最高溫度,如表 2。
3 、刀具幾何參數(shù)對切削力的影響
切削力主要來源于工件被切削部分發(fā)生彈性和塑性變形時的抗力、刀具與切屑之間及刀具與工件表面之間的摩擦作用。將切削力分解為三個相互垂直方向的分力,它們各自有不同的作用:主切削力 Fy是計算刀具強度,確定機床功率的主要依據(jù);進給抗力 Fx是設計進給機構,確定車刀進給功率的依據(jù);切深抗力 Fz不消耗機床功率,當機床或工藝系統(tǒng)剛度不足時,易引起工件變形或造成震動。為直觀觀察各幾何參數(shù)對切削力的影響,將數(shù)據(jù)畫成折線圖。
3.1 前角對切削力的影響
如圖 1 所示,主切削力 Fy和進給抗力 Fx均隨前角的增大而減小,且 Fx的降低幅度更明顯,切深抗力 Fz在前角不斷增大的情況下保持平穩(wěn)。這是由于隨著前角的增大,工件被切削部分塑性變形減小,變形系數(shù)減小,沿前刀面的摩擦力隨之減小,因此產(chǎn)生的切削力減小。
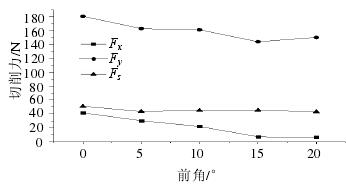
圖 1 前角對切削力的影響
3.2 主偏角對切削力的影響
如圖 2 所示,切深抗力 Fz在主偏角不斷增大的情況下緩慢減小;主偏角由 62.5°增加到75°,主切削力 Fy增大,進給抗力 Fx減小緩慢;隨后隨著主偏角的增大,主切削力 Fy減小,進給抗力 Fx緩慢增大。這是由于主偏角較小時,刀尖圓弧所占的切削工作比例增大,使切屑變
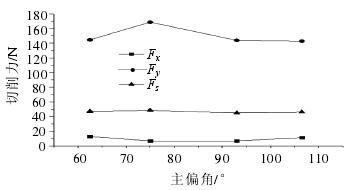
圖 2 主偏角對切削力的影響
3.3 刃傾角對切削力的影響
如圖 3 所示,刃傾角由 0°增大到 5°,主切削力 Fy增大,在由 5°增大到 10°時,F(xiàn)y變化很小;進給抗力 Fx隨著刃傾角的增大而增大,切深抗力 Fz隨著刃傾角的增大而減小;從切削力角度分析,切削時選用大的刃傾角可以有效降低切深抗力 Fz,從而降低振動,提高已加工表面質(zhì)量。
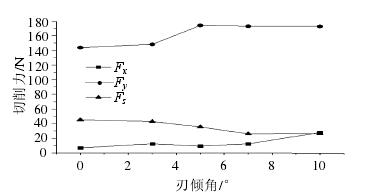
圖 3 刃傾角對切削力的影響
3.4 刀尖圓弧半徑對切削力的影響
刀尖圓弧半徑的大小會影響切削刃的圓弧部分長度和各點主偏角。如圖 4 所示,隨著刀尖圓弧半徑的增大,主切削力 Fy和切深抗力 Fz增大,進給抗力 Fx降低。這是由于刀尖圓弧半徑增大使切削刃曲線部分的長度增大,各點的主偏角減小,切削寬度增大,切削厚度減薄,使切削變形增加,導致主切削力 Fy和切深抗力Fz增大。
4 、刀具幾何參數(shù)對切削溫度的影響
切削加工時,若切削熱沒有及時傳導出去,就會影響刀具的使用壽命,還會影響工件的加工精度和表面質(zhì)量,甚至引起機床熱變形,造成經(jīng)濟損失。影響切削熱與切削溫度的因素很多,這里分析車刀幾何角度對其產(chǎn)生的影響。
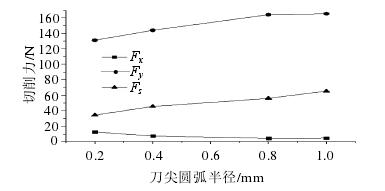
圖 4 刀尖圓弧半徑對切削力的影響
4.1 前角對切削力的影響
如圖 5 所示,切削溫度隨前角增大而升高。這是因為前角使刀具與切屑的接觸面積減小,通過切屑帶走的熱量大大減少,同時,前角的增大使刀具楔角減小,導致刀頭散熱體積減小,散熱條件變差使切削溫度上升。
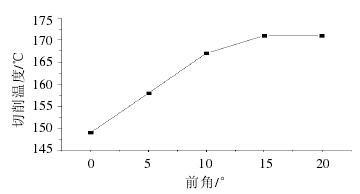
圖 5 前角對切削溫度的影響
4.2 主偏角對切削力的影響
如圖 6 所示,主偏角由 62.5°變化為 75°時,切削溫度上升。這是由于主偏角增大,切削寬度減小,散熱減小;當主偏角繼續(xù)增大時,切削溫度降低,這是由于切削寬度減小,切削厚度增大,切削變形和摩擦減輕,切削力減小,結合圖 2 可以看出,在主偏角的這一變化階段,主切削力也減小,所以切削溫度隨之下降。
4.3 刃傾角對切削溫度的影響
如圖 7 所示,主偏角由 0°變化為 7°時,切削溫度上升。這是由于刃傾角增大刀頭散熱體積減小;當刃傾角繼續(xù)增大時,切削溫度下降,這是由于刃傾角增大為 10°時刀具的鋒利程度明顯變大,切削變得輕快,切削力減小,切削溫度隨之下降。
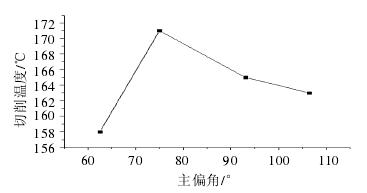
圖 6 主偏角對切削溫度的影響
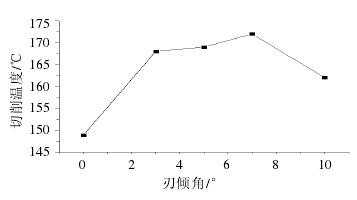
圖 7 刃傾角對切削溫度的影響
4.4 刀尖圓弧半徑對切削力的影響
如圖 8 所示,切削溫度隨著刀尖圓弧半徑的增大而下降。這是由于刀尖圓弧半徑的增大使得刀尖部分導熱面積和容熱體積增大,大大改善了散熱條件,所以切削溫度會有所下降。
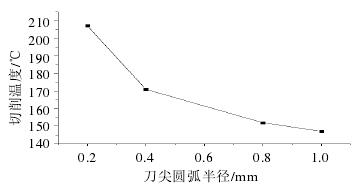
圖 8 刀尖圓弧半徑對切削溫度的影響
5 、結論
(1)選取前角、主偏角、刃傾角、刀尖圓弧半徑為研究對象,設計了單因素實驗方案,在 Deform-3D 中建立車削模型對切削過程進行仿真,得到三個方向上的切削力和切削溫度。
(2)切削力隨前角的增大而降低,隨刀尖圓弧半徑的增大而增大;隨著主偏角的增大,切深抗力 Fz緩慢減小;主切削力 Fy先增大后減小,進給抗力 Fx先減小后增大;隨著刃傾角的增大,主切削力 Fy先增大后趨于平穩(wěn),進給抗力 F增大,切深抗力 Fz減小;從減小切削力和保證加工平穩(wěn)性考慮,刀具的最佳組合為:前角 15°、主偏角 93°、刃傾角 7°、刀尖圓弧半徑0.2~0.4 mm。
(3)切削溫度隨前角、刃傾角的增大而上升,隨刀尖圓弧半徑的增大而下降,隨主偏角的增大而先增大后減小。切削加工時,應綜合考慮切削用量、加工質(zhì)量、生產(chǎn)效率等方面,合理選用刀具幾何參數(shù)。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況