


海綿阻尼板切割刀具的設(shè)計(jì)
2020-3-17 來源:中航工業(yè)集團(tuán)第一三四廠 新鄉(xiāng)市宇翔車輛 作者: 張秀文 張 毅 高彥廣
摘 要:對(duì)海綿阻尼板切割刀具的設(shè)計(jì)可行性進(jìn)行了分析,從夾板、心軸、壓緊螺母、安全銷等方面對(duì)這一切割刀具的結(jié)構(gòu)設(shè)計(jì)進(jìn)行了介紹。使用這一切割刀具,提高了工作效率,降低了生產(chǎn)成本,為海綿阻尼板批量化生產(chǎn)切割作業(yè)創(chuàng)造了條件。
關(guān)鍵詞:海綿阻尼板 切割 刀具 結(jié)構(gòu) 設(shè)計(jì)
1 、設(shè)計(jì)背景
筆者所在單位將弓鋸床報(bào)廢的舊鋸條開刃改制成刀具后, 對(duì)海綿阻尼板進(jìn)行切割。 海綿阻尼板厚度差別很大,從 3 mm 到 30 mm 不等,在切割過程中發(fā)現(xiàn)存在以下問題:① 刀具的耐用度低,每隔幾天就需要進(jìn)行刀片刃磨, 特別是在切割厚度較大的海綿阻尼板時(shí)問題顯得較為突出,如果刀片不鋒利根本無法切割;②操作者勞動(dòng)強(qiáng)度較大,因?yàn)榈镀哪陀枚鹊停枰l繁對(duì)刀片進(jìn)行刃磨,所以無形中增加了勞動(dòng)強(qiáng)度;③ 刀具的使用壽命短,在不停的刃磨過程中,刀具刀片長度逐漸縮短, 且隨著弓鋸床逐漸被生產(chǎn)效率更高的帶式鋸床所取代,原有的舊鋸條已基本沒有庫存。
綜上所述, 必須重新設(shè)計(jì)并制作海綿阻尼板切割刀具。
2 、可行性分析
對(duì)海綿阻尼板軟材料進(jìn)行切割, 切割精度和效率與刀具的鋒利程度有直接關(guān)系,刀具越鋒利,切割出的尺寸精度就越高, 切割效率也就越高。 目前常用切割刀具的主要材料有碳鋼類和硬質(zhì)合金, 筆者所在單位原有的刀具材料是碳鋼類, 由于煙支過濾嘴材料和海綿阻尼板都是軟材料,因此受煙支過濾嘴采用硬質(zhì)合金刀片切割的啟發(fā), 筆者決定試制硬質(zhì)合金刀具進(jìn)行切割。
所切割的海綿阻尼板厚度不等, 為保證可以對(duì)最厚海綿阻尼板進(jìn)行切割, 購買了一片整體硬質(zhì)合金圓刀片成品。
刀片外徑尺寸為 120 mm,中心安裝孔尺寸為 25.4mm,厚度為 1.5 mm。 整個(gè)刀片表面呈鏡面狀,最外沿的圓周刃口經(jīng)過精密磨削,非常鋒利。 刀片到位后,需要將刀片安裝并能夠手持操作。 原舊鋸條改制的刀具由操作者直接手持刀片進(jìn)行切割,使用非常方便。新刀具的設(shè)計(jì)也借鑒這種操作方式, 采用兩片夾板將刀片夾持在中間,然后將心軸從中間穿過夾板和刀片,再用壓緊螺母緊固,這樣便可以將刀片安裝固定好,手持后部夾板便可以對(duì)海綿阻尼板進(jìn)行切割。 按照上述思路所設(shè)計(jì)的刀具如圖 1 所示。
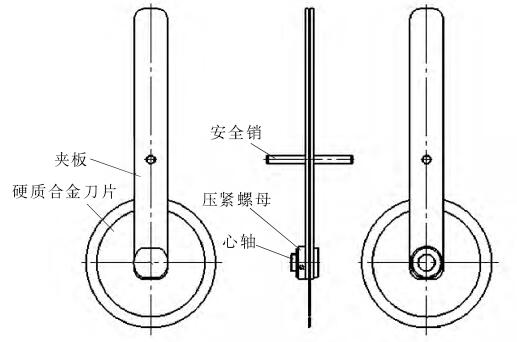
圖 1 海綿阻尼板切割刀具
3 、刀具結(jié)構(gòu)與要求
在海綿阻尼板切割刀具中, 刀片被緊緊地夾持在兩夾板中間,以下對(duì)組成刀具的各部件進(jìn)行介紹。
3.1 夾板
夾板如圖 2 所示。 已知刀片安裝孔為 準(zhǔn)25.4 mm,為便于心軸穿入,夾板上芯軸孔比刀片安裝孔略大,為準(zhǔn)25.5 mm。 上部的圓孔為裝配安全銷的插入孔,其尺寸設(shè)計(jì)比安全銷的直徑略小, 以防止安全銷在插入后出現(xiàn)松動(dòng)現(xiàn)象。刀片的表面呈鏡面狀,為防止夾板直接接觸刀片造成損傷, 且進(jìn)一步增大夾板與刀片的接觸面,用厚度為 1.5 mm 的薄海綿阻尼板粘貼在夾板的刀片安裝孔處
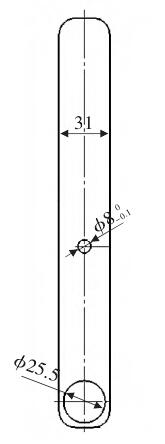
圖2 夾板
3.2 心軸
心軸是海綿阻尼板刀具設(shè)計(jì)中的關(guān)鍵部件,起到將刀片、夾板和壓緊螺母連為一體的重要作用,其結(jié)構(gòu)如圖 3 所示。
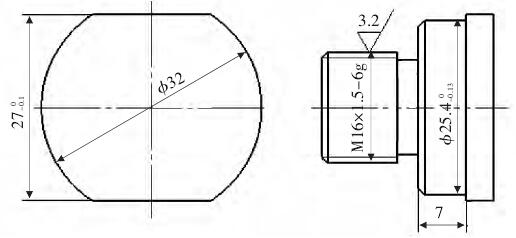
圖3 心軸
心軸的一端設(shè)計(jì)成 M16×1.5 的細(xì)牙螺紋,具有良好的自鎖性。 另一端銑成 27 mm 的方扁結(jié)構(gòu), 便于對(duì)壓緊螺母進(jìn)行緊固或松開操作時(shí)用固定扳手卡固住心軸。 緊鄰方扁端直徑 25.4 mm 的軸段與刀片的中心安裝孔形成小間隙配合,該軸段的長度根據(jù)兩夾板的厚度、刀片的厚度及夾板上所粘貼的經(jīng)壓縮后薄海綿板的厚度計(jì)算得到。 已知兩夾板厚度+刀片厚度+壓縮后薄海綿板厚度=6+1.5+1=8.5 mm,配合軸段的長度設(shè)計(jì)為7 mm,則差值 1.5 mm 為工藝尺寸,這樣在壓緊螺母擰入心軸緊固時(shí), 能夠保證壓緊螺母壓緊夾板, 從而固定住中間的刀片。
3.3 壓緊螺母
壓緊螺母在海綿阻尼板切割刀具中的主要作用是通過兩夾板夾緊刀片, 可在更換刀片及調(diào)整刀片位置時(shí)發(fā)揮作用,如圖 4 所示。
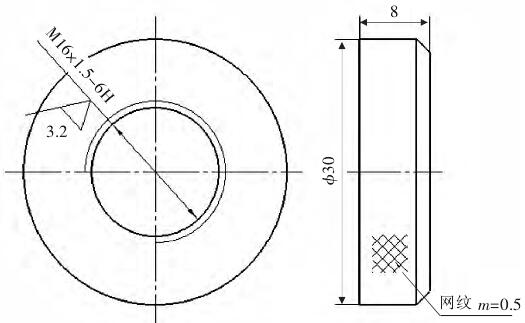
圖 4 壓緊螺母
在手動(dòng)進(jìn)行壓緊螺母的松緊操作時(shí), 應(yīng)先用固定扳手卡固住心軸的方扁端,然后再擰動(dòng)壓緊螺母。為保證手動(dòng)操作的效果,在壓緊螺母外圓表面滾花,以增大操作時(shí)手與壓緊螺母之間的摩擦力, 但操作時(shí)嚴(yán)禁使用工具借力,以避免對(duì)刀片造成損壞。
3.4 安全銷
壓緊螺母與夾板配合定位后,可以進(jìn)行切割作業(yè)。由于刀片刃口極其鋒利, 為保證操作者在手持夾板操作時(shí)的安全性, 必須在刀片與手的握持位置之間增設(shè)一個(gè)安全銷。使安全銷固定住手握夾板的位置,避免出現(xiàn)手向前滑動(dòng)被刀片刃口劃傷的安全事故問題。 安全銷如圖 5 所示。
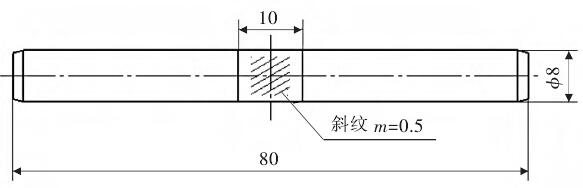
圖 5 安全銷
安全銷可利用普通 8 mm×80 mm 圓柱銷進(jìn)行改制,在銷的中間滾上斜紋滾花,以進(jìn)一步保證銷在打入兩夾板孔后牢固可靠,使安全銷牢牢地固定在夾板上,保證切割操作時(shí)的安全性。
4 、總結(jié)
筆者所設(shè)計(jì)的海綿阻尼板切割刀具經(jīng)實(shí)際使用,效果良好,具有以下優(yōu)點(diǎn)。
(1) 刀具的耐用度得到了極大提高。 在刀片使用一段時(shí)間刀刃被磨損后,僅需將壓緊螺母松開,使刀片轉(zhuǎn)過一個(gè)角度后再將壓緊螺母擰緊, 便又形成了一個(gè)新的刃口。
(2) 減輕了操作者的勞動(dòng)強(qiáng)度。 由于刃磨刀片的操作徹底取消, 因此避免了原來要經(jīng)常刃磨刀片的問題,減輕了操作者的勞動(dòng)強(qiáng)度。
(3) 刀具的使用壽命得到了延長。 按照筆者所在單位目前的生產(chǎn)工作量, 一片刀片的正常使用時(shí)間可以達(dá)到甚至超過 1 年,節(jié)約了生產(chǎn)采購成本。
(4) 刀具制作成本低廉, 利用車間剩余的邊角余料即可制作完成。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別