


摘要:針對(duì)大型模鍛壓機(jī)液壓缸的特點(diǎn)和技術(shù)條件,設(shè)計(jì)研發(fā)了整套液壓缸密封,解決大直徑、大膨脹量和大擠出間隙的高壓密封問題。根據(jù)對(duì)密封件的使用情況和密封失效的形式,分析密封失效的原因,指出液壓缸設(shè)計(jì)和失效密封存在的問題,提出相應(yīng)的改善措施和更好的密封解決方案,以提高密封的可靠性和使用壽命。
0 、引言
大型模鍛壓機(jī)是衡量一個(gè)國(guó)家工業(yè)實(shí)力的重要標(biāo)志。迄今為止,僅有中國(guó)、美國(guó)、俄羅斯、法國(guó)4個(gè)國(guó)家有類似設(shè)備,最大鍛造等級(jí)為俄羅斯的7.5萬噸和我國(guó)的8萬噸。大型模鍛壓機(jī)主要用于鋁合金、鈦合金、高溫合金、粉末合金等難變形材料進(jìn)行熱模鍛和等溫超塑性成形。其鍛造特點(diǎn)是可通過大的壓力、長(zhǎng)的保壓時(shí)間、慢的變形速度來改善變形材料的致密度,用細(xì)化材料晶粒來提高鍛件的綜合性能,提高整個(gè)鍛件的變形均勻性,使鍛件滿足設(shè)計(jì)要求,節(jié)約材料,是航空、航天及其他重要機(jī)械生產(chǎn)重要鍛件的關(guān)鍵設(shè)備。大型模鍛液壓機(jī)是隨著航空工業(yè)的需要而逐步發(fā)展起來的。目前,我國(guó)的大型模鍛壓機(jī)是應(yīng)用最先進(jìn)的預(yù)應(yīng)力鋼絲纏繞剖分-坎合技術(shù)、機(jī)器人智能纏繞技術(shù)等設(shè)計(jì)而成,解決了壓機(jī)承載機(jī)架、主工作缸、動(dòng)梁等關(guān)鍵部件的設(shè)計(jì)和制造問題,設(shè)備總體性能達(dá)到了國(guó)際領(lǐng)先水平,是我國(guó)擁有自主知識(shí)產(chǎn)權(quán)的重大裝配項(xiàng)目。大型模鍛壓機(jī)具有噸位大、壓制力集中、比壓高等特點(diǎn)。其鍛造比壓可達(dá)到1000~2000MPa。為了實(shí)現(xiàn)如此高的壓制比壓,最有效的方法就是提高液壓壓力,采用超高壓液壓(油壓為60~130MPa),如此高的壓力,必須解決密封的技術(shù)難題,其主缸密封的保壓效果和可靠性至關(guān)重要,本文將以某大型模鍛壓機(jī)為例,結(jié)合主液壓缸的結(jié)構(gòu)特點(diǎn)和技術(shù)參數(shù)對(duì)其成套密封進(jìn)行研究分析。
1 、主液壓缸的結(jié)構(gòu)特點(diǎn)和技術(shù)參數(shù)
主液壓缸特點(diǎn):缸筒直徑大,壓力大,沖擊載荷大,偏載大,缸筒膨脹量大,液壓缸的活塞和缸底均設(shè)計(jì)有膨脹環(huán),缸筒部分與缸底分離,結(jié)構(gòu)如圖1所示。
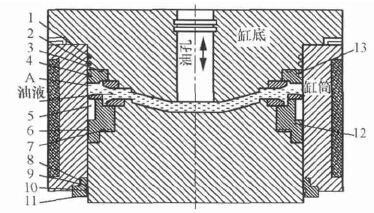
圖1 主缸結(jié)構(gòu)及密封溝槽示意圖
1、2、4-缸底軸向靜密封3、7-膨脹環(huán)端面徑向靜密封5-活塞主密封6、9-導(dǎo)向環(huán)8-導(dǎo)向套靜密封10-活塞桿密封11-防塵圈12-活塞膨脹環(huán)13-缸底膨脹環(huán)A-腔體
與密封相關(guān)的主液壓缸技術(shù)參數(shù):缸筒內(nèi)徑為2920mm,工作壓力≤60MPa,工作速度≤0.15m/s,介質(zhì)溫度-20~70℃,扭矩約100mN·m,介質(zhì)為液壓油。根據(jù)缸筒材料、直徑、壁厚和壓力等參數(shù),忽略溫度變化對(duì)鋼材熱膨脹變形的影響,忽略缸體自重及缸筒和缸底摩擦力等影響因素,將鋼絲纏繞部分看成同等材料的實(shí)體鋼材,利用有限元軟件可計(jì)算出主缸在60MPa壓力下工作時(shí)缸筒的膨脹量在2.81~3.22mm之間,再加上裝配預(yù)留的間隙,單側(cè)缸壁與活塞及缸底之間的最大間隙可達(dá)到2mm。
2 、主液壓缸密封的研究
密封件需克服的技術(shù)難點(diǎn):
(1)過盈量能夠補(bǔ)償缸筒在高壓下的膨脹變形量;
(2)避免在高壓下被擠入間隙而破壞;
(3)加工工藝的可行性和穩(wěn)定性;
(4)可靠的密封性能。
為保證密封的可靠性,應(yīng)以目前較成熟的密封結(jié)構(gòu)為基礎(chǔ)進(jìn)行產(chǎn)品設(shè)計(jì)改進(jìn)和優(yōu)化。
2.1 主密封
主液壓缸工作時(shí),尤其是保壓時(shí),缸體的膨脹量較大,因此活塞主密封結(jié)構(gòu)的設(shè)計(jì)綜合了唇形密封和擠壓型密封的特點(diǎn),唇形密封過盈補(bǔ)償量大,擠壓型密封則可以提供足夠強(qiáng)壯的密封本體,有利于承受較高的壓力和側(cè)向力。整套活塞密封均采用高強(qiáng)度和高彈性材料,能提供初始的預(yù)緊力,并且能夠在工作過程中持續(xù)跟隨調(diào)整,使用過程中不需要調(diào)整密封腔體的尺寸,不需要進(jìn)行維護(hù)。
主液壓缸的回程是靠回程缸完成的,活塞桿腔為零壓或低壓狀態(tài),密封桿結(jié)構(gòu)設(shè)計(jì)為具有彈性補(bǔ)償?shù)腨形和O形彈性體組合的型式,如圖2所示,作用是封堵活塞腔泄漏的油液,防止其滴落在工件上。
2.2 靜密封
缸底軸向靜密封(圖1中的1、2、4)與活塞密封承受同樣的高壓。密封件為了起到密封作用,材料需要有較好的彈性,一般比較軟。當(dāng)高壓作用且間隙較大時(shí),就會(huì)被擠入間隙中,造成啃蝕破壞,最終導(dǎo)致密封失效。材料選擇的局限性是密封設(shè)計(jì)的一個(gè)較大難點(diǎn),為使密封件克服被擠入間隙造成啃傷,選擇高強(qiáng)度聚氨酯材料,考慮密封需補(bǔ)償缸筒膨脹帶來的溝槽尺寸變化,缸底軸向靜密封結(jié)構(gòu)設(shè)計(jì)為圖3a所示結(jié)構(gòu)。
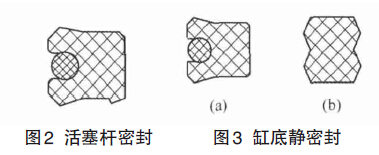
膨脹環(huán)端面徑向靜密封(圖1中的3、7)和導(dǎo)向套靜密封結(jié)構(gòu)設(shè)計(jì)為圖3b所示結(jié)構(gòu),內(nèi)外各有兩道密封唇,具有較好的密封效果和防扭曲作用,端面的大倒角,可使密封跟部遠(yuǎn)離擠出間隙,避免擠出。
2.3 導(dǎo)向環(huán)
主液壓缸工作時(shí),活塞下端存在較大偏心載荷,因此在活塞和缸蓋處設(shè)置多道導(dǎo)向環(huán),導(dǎo)向環(huán)由強(qiáng)度較高的一種織物增強(qiáng)的聚酯樹脂復(fù)合材料制成,可以承受較高的徑向載荷,最大承載能力達(dá)到450N/mm2,具有非常好的耐磨性,并能吸收振動(dòng),表面有微小的凹陷,用于留存液壓油,對(duì)導(dǎo)向環(huán)提供潤(rùn)滑作用。
3 、密封使用情況及分析
壓機(jī)使用前期,主缸運(yùn)行狀況良好,后出現(xiàn)不保壓情況,缸底出現(xiàn)漏油現(xiàn)象。拆缸檢查密封件的狀況:
(1)活塞密封和活塞桿密封為動(dòng)密封,未見明顯的磨損痕跡,無撕裂、啃傷等破損現(xiàn)象,密封唇過盈量較使用前變小;
(2)導(dǎo)向環(huán)局部有輕微磨痕,無明顯磨損和變形;
(3)導(dǎo)向套上的靜密封形狀和外觀完好,有一定的正常永久壓縮變形量;
(4)活塞膨脹環(huán)和缸底膨脹環(huán)端面的徑向靜密封,在背壓側(cè)有一定的擠邊現(xiàn)象,并不嚴(yán)重;
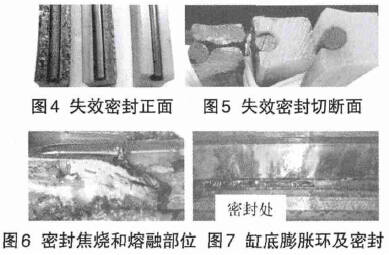
(5)缸底軸向靜密封出現(xiàn)焦燒、斷裂、啃傷、擠邊等現(xiàn)象,損壞嚴(yán)重,密封已失效。可見,造成壓機(jī)主缸運(yùn)行不良的密封問題是液壓缸底部的軸向靜密封出現(xiàn)嚴(yán)重?fù)p毀,從而造成泄漏與密封失效。
為了解決問題,分析缸底軸向靜密封失效原因至關(guān)重要。
圖4、圖5中的失效密封為缸底軸向靜密封,從左至右的三道密封分別安裝在圖1中的4、2、1溝槽處。從損壞情況來看,第一道損壞最為嚴(yán)重,Y形圈從弧底開裂,背壓側(cè)跟部啃傷,壓力側(cè)有焦燒和熔融現(xiàn)象,如圖6和圖7所示,而壓機(jī)缸底膨脹環(huán)表面有黑色附著物和燃燒痕跡,如圖7所示。第二道密封損壞相對(duì)較輕,僅有輕微燒蝕和啃傷。第三道密封僅跟部有啃傷,而無燒蝕。
造成焦燒和熔融的原因?yàn)楦邷兀瑥囊簤焊椎募夹g(shù)參數(shù)和運(yùn)行狀況看,摩擦產(chǎn)生的熱量不足以對(duì)密封件造成傷害,結(jié)合液壓系統(tǒng)和圖1所示液壓缸結(jié)構(gòu)來看,液壓缸腔體A處易積存氣體,且無法排除干凈,聚積的氣體在高壓壓縮狀態(tài)下體積迅速變小,并通過密封間隙和密封件向外擴(kuò)散,當(dāng)氣體壓縮到極限值時(shí)會(huì)發(fā)生“爆裂”(見圖8),同時(shí)釋放大量熱能,即“狄塞爾”效應(yīng)。對(duì)于液壓缸往復(fù)運(yùn)動(dòng)密封件而言“狄塞爾”效應(yīng)經(jīng)常發(fā)生在密封間隙和溝槽接合的拐角處。此處產(chǎn)生的高溫會(huì)導(dǎo)致密封件發(fā)生燒焦和熔融,同時(shí)引起油溫升高,導(dǎo)致油中的各種添加劑被破壞,產(chǎn)生游離碳、酸質(zhì)和膠泥狀沉淀物,并造成油液發(fā)黑,加速了油質(zhì)的劣化,同時(shí)還會(huì)使金屬產(chǎn)生化學(xué)腐蝕作用。
圖8 氣體爆炸現(xiàn)象
“狄塞爾”效應(yīng)所產(chǎn)生的高溫計(jì)算公式如下:
式中T1 ——氣體壓縮前絕對(duì)溫度(K);
T2 ——氣體壓縮后絕對(duì)溫度(K);
p1 ——氣體壓縮前壓力(MPa);
p2 ——氣體壓縮后壓力(MPa);
V1 ——氣體壓縮前體積(cm3);
V2 ——氣體壓縮后體積(cm3);
K——絕熱系數(shù)(空氣絕熱系數(shù),K=1.4)。
假設(shè)空氣在常溫20℃被壓縮至60MPa時(shí),不計(jì)算熱傳導(dǎo)等影響因素,通過上述公式可計(jì)算發(fā)生“狄塞爾”效應(yīng)所產(chǎn)生的瞬時(shí)溫度可達(dá)到670.9℃。氣體在高溫高壓下爆裂后使密封件發(fā)生點(diǎn)蝕,重復(fù)發(fā)生則導(dǎo)致密封出現(xiàn)熔化、碳化以至于燒毀。
密封跟部啃傷和擠邊是因?yàn)槊芊獠牧系目箶D出性能無法承受當(dāng)下的擠出間隙,對(duì)密封件的燒蝕導(dǎo)致密封材料性能的下降。此外,缸筒與缸底采用螺栓連接,螺栓在高壓下會(huì)發(fā)生變形,導(dǎo)致工作時(shí)缸筒在缸底側(cè)仍然有較大的膨脹,再加上裝配預(yù)留的間隙和偏心,單側(cè)缸壁與缸底膨脹環(huán)之間的間隙約0.6mm,單側(cè)缸壁與缸底之間的的間隙達(dá)到1.5mm左右,如此大的間隙,密封件很容易被擠出從而破損,同時(shí),密封件發(fā)生變形,在高壓作用下,Y形圈槽底被撕裂。間隙越大,則密封件越容易被擠出、啃傷,從缸底三道軸向靜密封根部
的損壞程度也可以看出,因此,當(dāng)缸底膨脹環(huán)上的第一道靜密封失效以后,第二道和第三道靜密封也會(huì)很快失效。
此外,液壓缸在經(jīng)過一段時(shí)間的使用后,缸筒存在變形的可能,這也加劇了缸筒與缸底之間的間隙或者局部間隙變大的可能。由于這些因素的存在,共同造成了缸底靜密封的損壞失效。
4 、失效密封的改進(jìn)
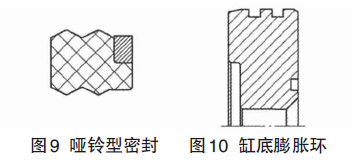
密封件被擠入間隙而破壞是大間隙高壓密封失效的主要原因之一。防止密封件被擠入間隙是解決問題的關(guān)鍵。在分析缸底軸向靜密封的失效原因后,決定對(duì)密封結(jié)構(gòu)和配置進(jìn)行改進(jìn),改進(jìn)后的密封結(jié)構(gòu)如圖9所示,密封為實(shí)體的啞鈴型雙唇結(jié)構(gòu),其優(yōu)點(diǎn)是接觸力更加均勻,不易扭曲、斷裂,過盈量根據(jù)缸筒與缸底膨脹環(huán)、缸底之間的相對(duì)膨脹量做適當(dāng)?shù)脑黾樱⒃诿芊飧吭黾涌呻S缸筒膨脹的擋環(huán),工作時(shí)高壓油作用在密封件上,使密封件發(fā)生變形,通過密封件的傳遞,力將作用在擋環(huán)上,使其始終緊貼在缸壁上,保證缸筒和缸底之間無間隙,從而有效地保護(hù)密封件,防止其被擠出。此擋環(huán)可用強(qiáng)度較高的塑料材料或軟金屬材料制成。同時(shí)可在膨脹環(huán)上增加一道密封,如圖10所示,以提高密封的可靠性和液壓缸的使用壽命。
在液壓系統(tǒng)和液壓缸的設(shè)計(jì)中,盡管采取了各種預(yù)防措施,但是空氣污染仍然難以完全避免,系統(tǒng)運(yùn)行過程中會(huì)有空氣進(jìn)入和氣泡產(chǎn)生,因此在運(yùn)行過程中不斷排除空氣對(duì)于系統(tǒng)的正常運(yùn)行非常重要。
5 、結(jié)束語
大型模鍛壓機(jī)液壓缸需要解決大直徑、大膨脹量、大間隙的高壓密封問題。針對(duì)液壓缸的特點(diǎn)和技術(shù)條件,設(shè)計(jì)研發(fā)了整套液壓缸密封。根據(jù)密封件的使用情況和密封失效的形式,分析密封失效的原因,指出液壓缸設(shè)計(jì)和失效密封存在的問題,提出改善措施和更好的密封解決方案,以提高密封的可靠性和使用壽命,確保壓機(jī)安全高效運(yùn)行。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別