



加工中心自動(dòng)換刀機(jī)構(gòu)的維修技術(shù)及應(yīng)用
2024-4-17 來源:- 作者:薛一剛 常喜萍 等
摘 要:介紹加工中心自動(dòng)換刀機(jī)構(gòu)在換刀過程中出現(xiàn)的故障及維修調(diào)整方法,結(jié)合實(shí)例,介紹換刀機(jī)構(gòu)在執(zhí)行伸縮、旋轉(zhuǎn)動(dòng)作時(shí)的維修調(diào)整步驟與檢測方法。
關(guān)鍵詞:加工中心;自動(dòng)換刀機(jī)構(gòu);凸輪;換刀點(diǎn)位置;機(jī)械手伸縮旋轉(zhuǎn)
0 引言
機(jī)械手自動(dòng)換刀機(jī)構(gòu)廣泛應(yīng)用于數(shù)控加工中心,其運(yùn)動(dòng)部件或刀具定位元件在出現(xiàn)磨損和損壞的情況下,換刀過程中會(huì)出現(xiàn)卡滯、掉刀等故障現(xiàn)象,有時(shí)快速換刀過程中沖擊較大,伴隨機(jī)械部件異響,造成的結(jié)果是機(jī)械手無法正常換刀,甚者會(huì)導(dǎo)致刀具及設(shè)備損壞,如不及時(shí)有效處理,有可能會(huì)引發(fā)更大的損失。但是更新?lián)Q刀機(jī)構(gòu)費(fèi)用昂貴(每套進(jìn)口設(shè)備換刀機(jī)構(gòu)總成均價(jià)在 30 萬元左右),且備件周期很長。因此正確分析研判換刀機(jī)構(gòu)卡刀、掉刀等故障因素,利用或結(jié)合現(xiàn)有可行的維修資源,對其進(jìn)行部分元件的更換與維修,能很大程度地降低維修費(fèi)用,提高維修速度,分析換刀機(jī)構(gòu)的維修技術(shù)對現(xiàn)場的實(shí)際維修過程具有現(xiàn)實(shí)的指導(dǎo)意義。
1、機(jī)械手換刀故障的維修調(diào)整方法
1.1 調(diào)整刀庫傳輸器與主軸相對于換刀點(diǎn)的位置
通過檢測裝置對換刀點(diǎn)位置在 X、Y 平面內(nèi)進(jìn)行檢測(圖 1),檢測裝置采用可拆解的模擬刀具 3 連件,刀柄為 HSK 結(jié)構(gòu),主要根據(jù)刀具進(jìn)入機(jī)械手手爪及鍵塊時(shí)是否在中心位置、插刀時(shí)刀具進(jìn)入主軸是否在主軸錐孔中心位置以及是否發(fā)生干涉產(chǎn)生異響等方面檢查,若有上述情況時(shí)更改主軸換刀點(diǎn) X、Y 的換刀原點(diǎn)位置以及刀庫傳輸器的位置,位置誤差應(yīng)控制在 0.2 mm 以內(nèi)。以上操作均是在手動(dòng)操作狀態(tài)下或手盤電機(jī)的情況下操作。

圖 1 利用檢測裝置校驗(yàn)換刀點(diǎn)位置
1.2 機(jī)械手刀具定位元件和鎖刀機(jī)構(gòu)的檢測
檢查刀具定位鍵塊是否完好可靠,主要檢測定位元件機(jī)械手爪圓弧側(cè)面的磨損量,以較重、較長刀具為例(重刀和長刀更容易驗(yàn)證出換刀效果),分別裝入兩個(gè)機(jī)械手,在刀具的遠(yuǎn)端水平方向施加外力,檢測左右的擺動(dòng)量,以及刀具受重力影響導(dǎo)致的低頭量,且對刀柄尾部造成的擺動(dòng)不超過 0.2 mm,否則將會(huì)對換刀造成影響,裝刀時(shí)會(huì)卡滯或鎖不住刀。根據(jù)刀具裝入時(shí)的擺動(dòng)量來判斷機(jī)械手爪是否磨損,磨損的手爪是固定的手爪還是活動(dòng)的手爪,這時(shí)需要對手爪進(jìn)行仔細(xì)的檢驗(yàn),一般是檢驗(yàn)機(jī)械手爪的圓弧側(cè)面,重點(diǎn)是活動(dòng)手爪,因?yàn)榛顒?dòng)手爪的受力面積小,更容易磨損。手爪檢查完畢后,檢測鎖刀機(jī)構(gòu)的鎖緊銷是否伸縮正常,鎖刀彈簧的回復(fù)力是否正常,正常情況下刀具鎖緊后在沒有壓入鎖緊銷的情況下是取不出來的,依次可手動(dòng)檢驗(yàn)刀具的鎖緊狀況。對磨損量大的機(jī)械手手爪應(yīng)及時(shí)予以更換,此外,對于鎖刀彈簧回復(fù)力不夠的也應(yīng)予以更換,根據(jù)維修經(jīng)驗(yàn),鎖刀彈簧也屬于易消耗件,維修人員應(yīng)該多加注意。
1.3 換刀傳動(dòng)機(jī)構(gòu)的檢測與維修
換刀傳動(dòng)機(jī)構(gòu)是一個(gè)復(fù)雜的復(fù)合傳動(dòng)機(jī)構(gòu),要實(shí)現(xiàn)機(jī)械手伸出、旋轉(zhuǎn) 180°、縮回、鎖緊銷壓盤伸出壓住鎖緊銷等一系列動(dòng)作,傳動(dòng)包含齒輪傳動(dòng)、凸輪傳動(dòng)、曲柄滑塊傳動(dòng)等。以公司一臺(tái)德國進(jìn)口 NBH630 型臥式加工中心換刀傳動(dòng)機(jī)構(gòu)為例,故障現(xiàn)象為機(jī)械手換刀時(shí)頻繁掉刀,首先要分析傳動(dòng)故障的現(xiàn)象、原因和實(shí)施維修方案的過程。由于現(xiàn)場作業(yè)吊運(yùn)的空間狹小、吊裝難度比較大,若要將整個(gè)換刀傳動(dòng)機(jī)構(gòu)整體吊出維修工作量很大,從實(shí)際情況出發(fā),嘗試在現(xiàn)場對傳動(dòng)機(jī)構(gòu)進(jìn)行拆解,當(dāng)然加工中心的自動(dòng)換刀機(jī)構(gòu)可以整體拆出做進(jìn)一步的檢查和維修,但是需要注意的是,拆出重新安裝時(shí)需要特別注意整體安裝位置,避免二次安裝偏差造成的換刀問題。在現(xiàn)場解體后,實(shí)際情況如圖2a)所示,進(jìn)一步檢查時(shí)發(fā)現(xiàn)伸縮傳動(dòng)鏈曲柄中與端面凸輪配合的螺栓軸承損壞、曲柄回轉(zhuǎn)軸斷裂,斷裂位置如 2b)所示。通過對機(jī)械手換刀傳動(dòng)機(jī)構(gòu)的分解及原理分析,結(jié)合進(jìn)口備件的周期和成本,此類故障是可以通過更換部分部件來解決的,于是采用自制曲柄回轉(zhuǎn)軸、定制軸承進(jìn)行安裝恢復(fù)。此過程需要自主測繪并加工所需備件,測繪并加工的曲柄回轉(zhuǎn)軸如圖 3 所示。
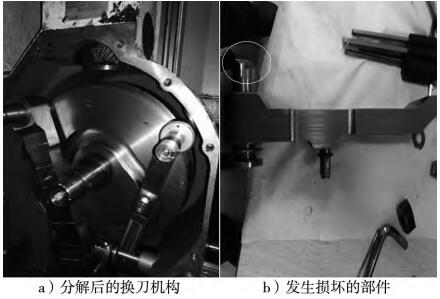
圖 2 分解后的換刀機(jī)構(gòu)以及損壞的部件
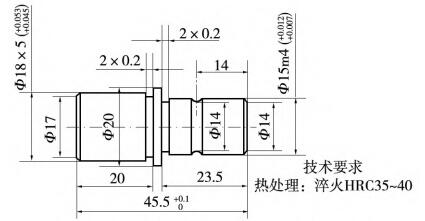
圖 3 自主測繪曲柄回轉(zhuǎn)軸
1.4 安裝調(diào)試順序和注意事項(xiàng)
(1)先安裝圓柱凸輪。圓柱凸輪的安裝要在機(jī)械手伸縮的位置安裝,由圓柱凸輪的凸輪槽的曲線可以看出(圖 4),當(dāng)凸輪槽斜齒部位與機(jī)械手旋轉(zhuǎn)軸的凸輪軸承嚙合時(shí),旋轉(zhuǎn)軸處于旋轉(zhuǎn)狀態(tài);當(dāng)凸輪槽圓周方向與機(jī)械手旋轉(zhuǎn)軸軸承嚙合時(shí),旋轉(zhuǎn)軸處于伸縮狀態(tài),如果在旋轉(zhuǎn)狀態(tài)安裝的話,會(huì)造成旋轉(zhuǎn)軸的初始位置可能不在水平位置,與水平位置或 60°或 120°,根據(jù)齒數(shù)的傳動(dòng)比可知,圓柱凸輪旋轉(zhuǎn)一周轉(zhuǎn)過 3 個(gè)斜齒,與之嚙合的機(jī)械手旋轉(zhuǎn)軸的 6 個(gè)凸輪軸承同時(shí)轉(zhuǎn)過 3 個(gè)凸輪軸承,即圓柱凸輪轉(zhuǎn)過一周是一個(gè)循環(huán),機(jī)械手旋轉(zhuǎn) 180°仍處于水平位置,機(jī)械手與旋轉(zhuǎn)軸的動(dòng)力傳遞通過 32 個(gè)齒的花鍵連接,32/6 不是整數(shù),因此無法通過調(diào)整機(jī)械手在花鍵軸上的安裝位置來調(diào)整機(jī)械手的初始水平位置。
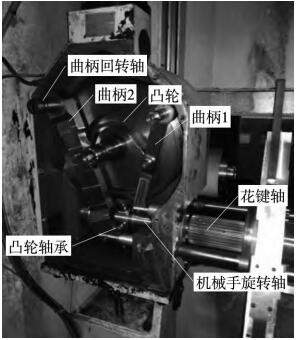
圖 4 機(jī)械手動(dòng)作原理
(2)伸縮連桿的安裝。安裝加工的曲柄回轉(zhuǎn)軸,安裝定制的凸輪軸承,連接伸縮桿與端面凸輪槽。
(3)傳動(dòng)齒輪的安裝。安裝齒輪時(shí)要防止凸輪軸承的位置發(fā)生錯(cuò)位。
(4)蓋板的安裝。將蓋板涂密封膠,拆掉左邊伸縮連桿軸的軸座和中間傳動(dòng)齒輪軸的軸座,增大軸在孔間的移動(dòng)量,便于多軸同時(shí)安裝,用 M8 長螺釘先連接上面兩個(gè)螺釘孔,便于對準(zhǔn)各安裝孔的位置,先對準(zhǔn)鎖銷釋放盤連桿的中心定位軸的安裝,同時(shí)兼顧伸縮連桿軸和傳動(dòng)齒輪軸的位置,逐步將各個(gè)軸安裝到位,最終將蓋板固定。
(5)分別安裝伸縮連桿軸座和傳動(dòng)齒輪軸的軸座,軸孔錯(cuò)位時(shí)可盤動(dòng)電機(jī)使軸孔同軸,使兩個(gè)軸座的安裝順利,然后緊固 3個(gè)軸的鎖母。
(6)編碼器的安裝,在編碼器的初始位置安裝,手動(dòng)將機(jī)械手盤動(dòng)至縮回的初始位置,連接編碼器。
(7)安裝完成后,重新校驗(yàn)換刀點(diǎn)位置,執(zhí)行自動(dòng)換刀動(dòng)作,此時(shí)機(jī)床換刀正常。
2、應(yīng)用實(shí)例
通過對自動(dòng)換刀機(jī)構(gòu)維修技術(shù)的研究,取得一定的維修經(jīng)驗(yàn)及技術(shù)積累,并成功運(yùn)用到公司其他設(shè)備的維修工作之中。例如公司一臺(tái)德國進(jìn)口 DMC160U 型五軸聯(lián)動(dòng)立臥轉(zhuǎn)換加工中心,在加工過程中突發(fā)機(jī)械手執(zhí)行旋轉(zhuǎn)時(shí)無動(dòng)作的故障,對機(jī)械手換刀機(jī)構(gòu)進(jìn)行拆解后發(fā)現(xiàn)與凸輪槽配合的旋轉(zhuǎn)軸出現(xiàn)斷裂的情況(圖 5a)),將斷軸拆開后借助壓床將軸承壓出,對斷軸進(jìn)行測繪加工后,更換新軸后修復(fù)故障。
再如公司一臺(tái)美國進(jìn)口辛辛那提立式加工中心,設(shè)備在使用過程中頻繁出現(xiàn)機(jī)械手換刀時(shí)掉刀的故障,維修人員多次調(diào)整換刀點(diǎn)位置未果,對換刀機(jī)構(gòu)拆解后做進(jìn)一步檢查時(shí)發(fā)現(xiàn),減速器內(nèi)部的凸輪磨損(圖 5b)),凸輪槽磨出臺(tái)階 1 mm,磨損后導(dǎo)致的結(jié)果是換刀機(jī)構(gòu)在執(zhí)行旋轉(zhuǎn)、伸縮動(dòng)作時(shí)間隙過大,換刀點(diǎn)位置無法保證,這是造成機(jī)械手掉刀的根本原因。維修人員對凸輪進(jìn)行更換后,機(jī)械手換刀動(dòng)作穩(wěn)定,設(shè)備故障得以消除。
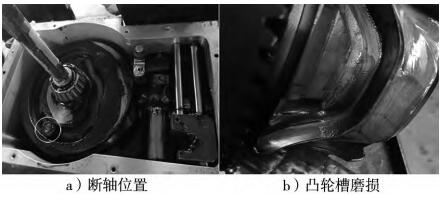
圖 5 斷軸位置以及凸輪槽磨損
3、結(jié)束語
在數(shù)控加工中心的維修過程中,會(huì)遇到各式各樣的故障類型;加工中心的自動(dòng)換刀機(jī)構(gòu)故障只是其中一種常見的故障類型,此故障會(huì)涉及換刀點(diǎn)位置的校驗(yàn)及修改、機(jī)械手手爪及換刀機(jī)構(gòu)部件磨損的排查、更換等方面,這是一套系統(tǒng)的維修過程。在實(shí)際中,還會(huì)經(jīng)常遇到進(jìn)口設(shè)備自動(dòng)換刀機(jī)構(gòu)磨損部件無法單獨(dú)采購,造成維修工作被動(dòng)的局面,這時(shí)需要維修工作者對機(jī)構(gòu)原理進(jìn)行分析掌握,避免盲目拆卸后機(jī)構(gòu)無法回裝至原位,造成新的更為棘手的故障,針對公司自主解決進(jìn)口設(shè)備自動(dòng)換刀機(jī)構(gòu)的故障,進(jìn)行經(jīng)驗(yàn)的分享及交流,希望對從事此類維修工作的人員提供依據(jù)。
來源:第一拖拉機(jī)股份有限公司大拖公司第一拖拉機(jī)股份有限公司安全環(huán)保部
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別