



機(jī)器人自動(dòng)換刀系統(tǒng)控制技術(shù)
2024-5-7 來源:沈陽機(jī)床(集團(tuán))有限責(zé)任公司 作者:陳 晨
【摘要】介紹了一種在鋁合金肋板類臥式加工生產(chǎn)線中的機(jī)器人自動(dòng)換刀系統(tǒng)控制技術(shù)。通過集中式換刀系統(tǒng)統(tǒng)一管理,將機(jī)器人與集中式換刀系統(tǒng)以及加工中心進(jìn)行以太網(wǎng)通訊,結(jié)合機(jī)器人作業(yè)范圍大,柔性好,自由度高等特點(diǎn),實(shí)現(xiàn)機(jī)器人與多臺(tái)鋁合金肋板類五坐標(biāo)加工中心,機(jī)器人與刀具運(yùn)輸裝置之間完成刀具交換,實(shí)現(xiàn)了刀具自動(dòng)交換運(yùn)輸?shù)裙δ堋4蠓葴p少人工誤操作的概率,大幅度提高生產(chǎn)效率和換刀準(zhǔn)確性,還保證了安全性與可靠性。
1.項(xiàng)目背景
近幾年,我國(guó)航空工業(yè)進(jìn)入快速發(fā)展時(shí)期,國(guó)家政策扶植力度持續(xù)加大,釋放出巨大的市場(chǎng)潛力。目前行業(yè)急需大量國(guó)產(chǎn)高檔五軸數(shù)控機(jī)床機(jī)器自動(dòng)化生產(chǎn)線設(shè)備,鋁合金肋板類臥式加工生產(chǎn)線正是在此背景下應(yīng)運(yùn)而生。
為國(guó)內(nèi)首套面向航空類鋁合金件高效加工的柔性自動(dòng)化生產(chǎn)線,實(shí)現(xiàn)了肋板類零件加工的高速專業(yè)化、自動(dòng)化和數(shù)字化。該生產(chǎn)線已在沈陽航空產(chǎn)業(yè)集團(tuán)有限公司成功應(yīng)用,大幅度提高了航空零件的加工性能及效率,得到了用戶一致認(rèn)可。
介紹了鋁合金肋板類臥式加工生產(chǎn)線中,機(jī)器人與集中式刀庫管理系統(tǒng)之間,機(jī)器人與鋁合金肋板類五坐標(biāo)加工中心之間相互通訊,實(shí)現(xiàn)自動(dòng)換刀的過程。在加工效率、控制精穩(wěn)定性等方面相較于傳統(tǒng)換刀機(jī)構(gòu)均有顯著提升。
2.自動(dòng)換刀系統(tǒng)硬件結(jié)構(gòu)
鋁合金肋板類臥式加工生產(chǎn)線自動(dòng)換刀系統(tǒng)硬件結(jié)構(gòu)包含1臺(tái)集中式刀具管理系統(tǒng),2臺(tái)鋁合金肋板類五坐標(biāo)加工中心,2臺(tái)刀庫墻, 1臺(tái)KUKA機(jī)器人,1臺(tái)刀具托盤。實(shí)物和布局圖如圖1、圖2、圖3所示。

圖1 刀庫墻結(jié)構(gòu)實(shí)物圖

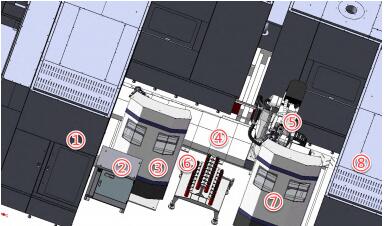
圖2 系統(tǒng)硬件分布示意圖

圖3 機(jī)器人換刀實(shí)物圖與機(jī)器人刀爪實(shí)物圖
①與⑧分別為2臺(tái)鋁合金肋板類五坐標(biāo)加工中心。
②為機(jī)器人控制柜。
③與⑦分別為2臺(tái)刀庫墻。刀庫墻為壁掛刀夾式結(jié)構(gòu),分別包含5排,每排8把刀位,最多可容納40把刀具,每個(gè)刀位都有編號(hào)。
④為機(jī)器人外部軸拉罩防護(hù)。
⑤為機(jī)器人。
⑥為刀具運(yùn)輸裝置。裝置包含4排,每排8把刀位,最多可以容納24把刀具,每個(gè)刀位都有編號(hào)。
機(jī)器人選用KUKA KR60機(jī)器人,增配直線外部軸電機(jī),控制機(jī)器人水平方向左右移動(dòng),擴(kuò)大運(yùn)動(dòng)空間。外部軸包含有導(dǎo)軌潤(rùn)滑。在機(jī)器人第六軸終端設(shè)計(jì)兩個(gè)抓手,可以單次實(shí)現(xiàn)主軸卸刀的同時(shí)進(jìn)行主軸裝刀,提高效率。手爪松夾控制采取氣動(dòng)控制。1臺(tái)刀具托盤為通過AGV刀具運(yùn)輸設(shè)備運(yùn)輸?shù)牡毒咄斜P。
3.自動(dòng)換刀系統(tǒng)通信鏈路架構(gòu)
自換刀系統(tǒng)通信鏈路如圖 4所示。KUKA機(jī)器人與鋁合金肋板類五坐標(biāo)加工中心之間通過倍福模塊EK1100以及CU1123進(jìn)行聯(lián)接。通過EtherCAT總線與2臺(tái)鋁合金肋板類五坐標(biāo)加工中心實(shí)現(xiàn)通訊。實(shí)時(shí)讀取機(jī)器人狀態(tài)和動(dòng)作信號(hào)并與數(shù)控系統(tǒng)數(shù)據(jù)進(jìn)
行交互。
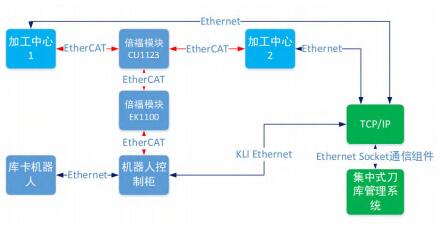
圖4 系統(tǒng)通信鏈路圖
KUKA機(jī)器人與集中式刀庫管理系統(tǒng)通過機(jī)器人控制柜上的KLI接口建立以太網(wǎng)聯(lián)接。KUKA提供Ethernet KRL 軟件包,允許機(jī)器人與外部系統(tǒng)進(jìn)行基于 TCP/IP 的雙向數(shù)據(jù)交換, 支持可自由配置的 XML 結(jié)構(gòu),機(jī)器人 KRL 指令負(fù)責(zé) XML 結(jié)構(gòu)的數(shù)據(jù)存儲(chǔ)區(qū)保存和讀取。
4.自動(dòng)換刀系統(tǒng)通訊實(shí)現(xiàn)
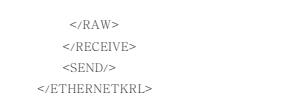
(1)機(jī)器人與集中式刀庫管理系統(tǒng)之間通訊實(shí)現(xiàn)在C:/KRC/ROBOTER/Config/User/Common/EthernetKRL目錄下的ToolMessageStream.xml程序中對(duì)通訊進(jìn)行配置,建立以太網(wǎng)連接。XML 文件的名稱同時(shí)也是 KRL 的訪問密鑰。節(jié)選主要程序如下:
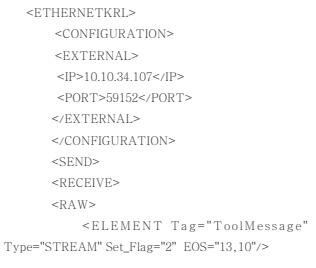
在<CONFIGURATION>中定義外部系統(tǒng)與EKI之間的連接參數(shù)。
在< EXTERNAL >中定義外部系統(tǒng)的設(shè)置,<IP>為外部系統(tǒng)定義為服務(wù)器時(shí)的IP地址,此處配置集中式刀庫管理系統(tǒng)的IP地址。
在<PORT>中定義外部系統(tǒng)定義為服務(wù)器時(shí)的端口號(hào),此處配置集中式刀庫管理系統(tǒng)的服務(wù)端口號(hào)。在<RECEIVE>中定義機(jī)器人控制系統(tǒng)接收的接收結(jié)構(gòu)。
在<SEND>中定義機(jī)器人控制系統(tǒng)發(fā)送的發(fā)送結(jié)構(gòu)。此處收發(fā)二進(jìn)制數(shù)據(jù),在<RAW>中定義原始數(shù)據(jù)。定義一個(gè)名為“ToolMessage”的“STREAM”類型的變量,STREAM為有可變末尾字符串的二進(jìn)制數(shù)據(jù)組類型,此處“ToolMessage”變量以“回車符(13,10)”
結(jié)尾。
集中式刀庫管理系統(tǒng)和機(jī)器人的數(shù)據(jù)通訊是TCP/IP 協(xié)議,使用Client/Server架構(gòu),編程通過調(diào)用Socket接口來進(jìn)行。Server端運(yùn)行在機(jī)器人上,通過KRL語言編寫。KRL語言不區(qū)分大小寫。
在C:/KRC/ROBOTER/Program/EKI目錄下的connect_pc.src程序中在初始化和打開連接。節(jié)選主要程序如下:
ret=eki_clear("ToolMessageStream")
ret=eki_init("ToolMessageStream")
ret=eki_open("ToolMessageStream")
在C:/KRC/ROBOTER/Program/EKI目錄下的pro.src程序中讀取數(shù)據(jù)。打開ToolMessageStream通道中名為ToolMessage的字符串變量。節(jié)選主要程序如下:RET=EKI_GetString("ToolMessageStream","ToolMessage",string[])
在C:/KRC/ROBOTER/Program/EKI目錄下的Func.src程序中解析收到的數(shù)據(jù)。將收到的字符串按照從左到右的順序進(jìn)行檢索,如果遇到標(biāo)志符號(hào)“,”則將標(biāo)志符號(hào)前的字符串轉(zhuǎn)換為整數(shù)類型,再存儲(chǔ)到整型變量中待用。然后從當(dāng)前位置右移一位繼續(xù)開始檢索,再存儲(chǔ)到整型變量中待用。直到檢索到字符串結(jié)尾標(biāo)志符"13,10",則停止搜索。節(jié)選主要程序如下:
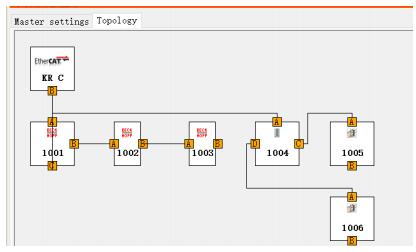
(2)機(jī)器人與鋁合金肋板類五坐標(biāo)加工中心之間通訊機(jī)器人與加工中心之間通過EtherCAT協(xié)議進(jìn)行通訊。在WORKVISUAL軟件中對(duì)于機(jī)器人控制柜進(jìn)行網(wǎng)絡(luò)拓?fù)渑渲茫負(fù)浣Y(jié)構(gòu)如圖5所示。

圖5 機(jī)器人網(wǎng)絡(luò)拓?fù)浣Y(jié)構(gòu)圖
對(duì)于機(jī)器人與加工中心,主要交互輸入輸出信號(hào)進(jìn)行分配,詳細(xì)如附表所示。
機(jī)器人與加工中心輸入/輸出信號(hào)分配表
5.程序設(shè)計(jì)
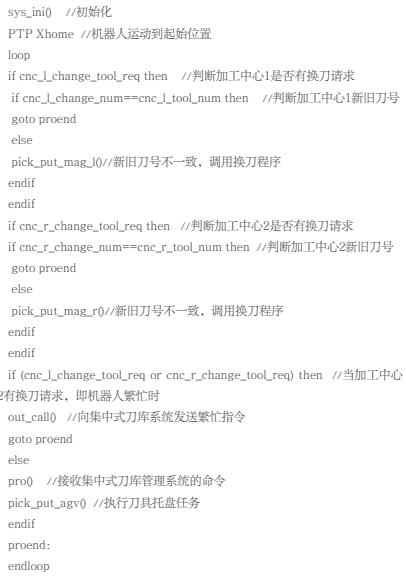
(1)集中式換刀系統(tǒng)向加工中心發(fā)送加工程序或向機(jī)器人發(fā)送向刀庫墻/刀具托盤上/卸刀任務(wù)。加工中心1換刀請(qǐng)求以及加工中心2換刀請(qǐng)求都為FALSE時(shí),機(jī)器人才處理刀具托盤任務(wù)。否則優(yōu)先處理加工中心換刀任務(wù)。主要控制流程圖如圖6所示。
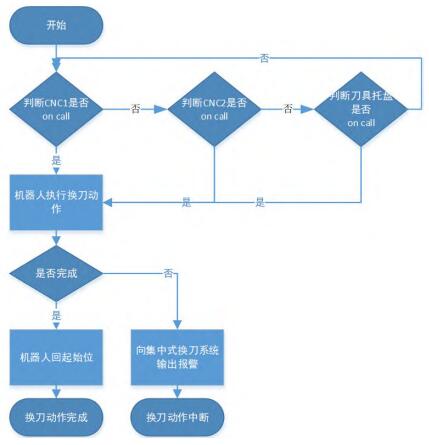
圖6 主要控制流程圖
(2)加工中心換刀任務(wù)處理:機(jī)器人與加工中心之間刀具移位任務(wù)包含:加工中心1/2無刀換新刀任務(wù),加工中心1/2有刀換新刀任務(wù),加工中心1/2有刀卸舊刀任務(wù)。
a) 機(jī)器人讀取舊刀號(hào)和新刀號(hào)。首先比較新舊刀號(hào),當(dāng)新刀號(hào)=舊刀號(hào)時(shí),機(jī)器人不執(zhí)行任何換刀動(dòng)作。
b) 當(dāng)新刀號(hào)=0時(shí),即為加工中心1/2有刀卸舊刀任務(wù)。機(jī)器人無需去刀庫墻抓新刀,通過PTP/LIN指令運(yùn)動(dòng)到加工中心刀庫安全門前安全等待位,等待加工中心刀庫安全門開啟刀位檢測(cè)信號(hào)就緒,加工中心各軸運(yùn)行到換刀點(diǎn),主軸定向就緒之后,向機(jī)器人發(fā)送換刀準(zhǔn)備就緒信號(hào)。機(jī)器人接收到信號(hào)之后,通過PTP/LIN指令運(yùn)動(dòng)到加工中心換刀區(qū)域內(nèi)主軸松刀等待位,向加工中心輸出已經(jīng)就緒,請(qǐng)求加工中心松刀信號(hào),等待接收到松刀到位檢測(cè)信號(hào)之后,機(jī)器人執(zhí)行卸舊刀動(dòng)作。卸刀動(dòng)作結(jié)束之后,機(jī)器人通過PTP/LIN指令離開加工中心換刀區(qū)域,發(fā)送換刀動(dòng)作完成信號(hào), 加工中心執(zhí)行夾刀動(dòng)作,關(guān)閉刀庫安全防護(hù)門,更新刀號(hào)和刀表,繼續(xù)執(zhí)行加工程序。
c) 當(dāng)新刀號(hào)≠0時(shí),即為加工中心1/2有刀換新刀或加工中心1/2無刀換新刀任務(wù)。機(jī)器人同過PTP/LIN指令運(yùn)動(dòng)到新刀號(hào)刀位前安全等待位,檢測(cè)當(dāng)前刀位是否有刀,如果無刀,輸出給加工中心信號(hào)。機(jī)器人回起始位。如果有刀,輸出給加工中心信號(hào),執(zhí)行抓刀動(dòng)作。抓刀完成后,通過PTP/LIN指令運(yùn)動(dòng)到加工中心刀庫安全門前安全等待位,等待加工中心刀庫安全門開啟刀位檢測(cè)信號(hào)就緒,加工中心各軸運(yùn)行到換刀點(diǎn),主軸定向就緒之后,向機(jī)器人發(fā)送換刀準(zhǔn)備就緒信號(hào)。機(jī)器人接收到信號(hào)之后,通過PTP/LIN指令運(yùn)動(dòng)到加工中心換刀區(qū)域內(nèi)主軸松刀等待位,向加工中心輸出已經(jīng)就緒,請(qǐng)求加工中心松刀信號(hào),等待接收到松刀到位檢測(cè)信號(hào)之后,機(jī)器人執(zhí)行卸舊刀動(dòng)作。卸刀動(dòng)作結(jié)束之后,機(jī)器人通過PTP/LIN指令運(yùn)動(dòng)到裝刀安全等待位置,執(zhí)行裝新刀動(dòng)作,動(dòng)作完成之后輸出裝新刀完成信號(hào),加工中心執(zhí)行夾刀動(dòng)作。機(jī)器人通過PTP/LIN指令離開加工中心換刀區(qū)域,發(fā)送換刀動(dòng)作完成信號(hào),加工中心關(guān)閉刀庫安全防護(hù)門,更新刀號(hào)和刀表,繼續(xù)執(zhí)行加工程序。
d) 當(dāng)舊刀號(hào)=0時(shí),無需還刀。機(jī)器人回起始位。換刀完成。
e) 當(dāng)舊刀號(hào)≠0時(shí),機(jī)器人運(yùn)行到舊刀號(hào)刀位前安全等待位,檢測(cè)當(dāng)前刀位是否有刀,如果有刀,輸出給加工中心信號(hào),需要人工干預(yù)進(jìn)行卸刀。如果無刀,輸出給加工中心信號(hào),執(zhí)行還刀動(dòng)作。動(dòng)作結(jié)束后回起始位。換刀完成。
(3)刀具托盤換刀任務(wù)處理:機(jī)器人與刀具托盤之間刀具移位任務(wù)包含:從刀具托盤向刀庫墻1/2裝刀任務(wù),從刀庫墻1/2向刀具托盤卸刀任務(wù)。
a) 機(jī)器人接收集中式換刀系統(tǒng)發(fā)送的刀具移動(dòng)指令。指令形式為 “A,B,C,回車符”。A代表裝刀動(dòng)作或卸刀動(dòng)作。B代表刀庫墻1或刀庫墻2或刀具托盤。C為刀位位置號(hào)。
b) 當(dāng)接收到從刀具托盤向刀庫墻1/2裝刀任務(wù)時(shí),機(jī)器人通過PTP/LIN指令運(yùn)動(dòng)到刀具托盤對(duì)應(yīng)刀號(hào)前安全等待位,檢測(cè)當(dāng)前刀位是否有刀,如果無刀,輸出給集中式換刀系統(tǒng)信號(hào)。機(jī)器人回起始位。如果有刀,輸出給集中式換刀系統(tǒng)信號(hào),執(zhí)行抓刀動(dòng)作。
c) 抓刀動(dòng)作完成之后,機(jī)器人通過PTP/LIN指令運(yùn)動(dòng)到刀具識(shí)別裝置前識(shí)別刀具芯片,并向集中式換刀系統(tǒng)輸出識(shí)別請(qǐng)求,集中式換刀系統(tǒng)比較當(dāng)前識(shí)別出的刀具信息,如果信息比較正確,集中式換刀系統(tǒng)發(fā)送指令,機(jī)器人將當(dāng)前刀具裝載到目標(biāo)刀庫墻目標(biāo)刀位。如果信息比較錯(cuò)誤,集中式換刀系統(tǒng)發(fā)送指令,機(jī)器人將當(dāng)前刀具裝載到刀具托盤原刀位。裝載結(jié)束后機(jī)器人回到起始位。換刀動(dòng)作結(jié)束。
d) 當(dāng)接收到從刀庫墻1/2向刀具托盤卸刀任務(wù)時(shí),機(jī)器人通過PTP/LIN指令運(yùn)動(dòng)到刀庫墻1/2對(duì)應(yīng)刀號(hào)前安全等待位,檢測(cè)當(dāng)前刀位是否有刀,如果無刀,輸出給集中式換刀系統(tǒng)信號(hào)。機(jī)器人回起始位。如果有刀,輸出給集中式換刀系統(tǒng)信號(hào),執(zhí)行抓刀動(dòng)作。
e) 抓刀動(dòng)作完成之后,集中式換刀系統(tǒng)發(fā)送指令,機(jī)器人將當(dāng)前刀具裝載到刀具托盤對(duì)應(yīng)刀位。換刀動(dòng)作結(jié)束。
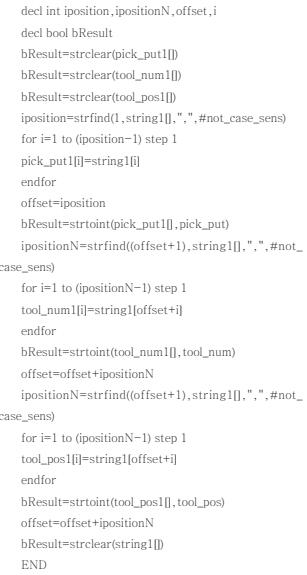
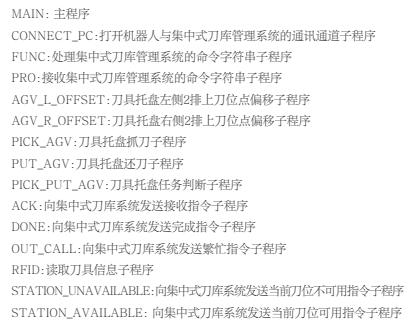
6.換刀功能實(shí)現(xiàn):
包含以下程序:

主程序舉例如下:
7.結(jié)論
介紹了在鋁合金肋板類臥式加工生產(chǎn)線中,機(jī)器人與集中式刀庫管理系統(tǒng)之間,機(jī)器人與加工中心之間協(xié)調(diào)通訊,實(shí)現(xiàn)自動(dòng)換刀的過程。鋁合金肋板類臥式加工生產(chǎn)線是專門針對(duì)航空航天領(lǐng)域鋁合金肋板類零件的加工而研發(fā)設(shè)計(jì),該生產(chǎn)線在研制過程中充分考慮到我國(guó)航空航天領(lǐng)域零部件加工現(xiàn)狀,創(chuàng)新性地將關(guān)節(jié)機(jī)器人技術(shù),AGV智能搬運(yùn)技術(shù),RFID智能識(shí)別技術(shù)等進(jìn)行集成應(yīng)用,實(shí)現(xiàn)生產(chǎn)線的自動(dòng)化、柔性化、智能化。項(xiàng)目的研發(fā)彌補(bǔ)了我國(guó)在高檔數(shù)控設(shè)備制造航空航天領(lǐng)域的技術(shù)和市場(chǎng)空白,滿足了設(shè)備制造業(yè)智能化需求。應(yīng)用前景廣闊。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別