



汽車制動主缸體加工工藝改進設(shè)計
2022-6-23 來源: 長春科技學(xué)院 作者:劉振利
汽車制動主缸體是汽車制動系統(tǒng)中的重要安全部件,柱塞式主缸體(以下簡稱主缸體)是其中的一種。目前主缸體的加工方式大體分為兩種 :一種是采用高端多軸數(shù)控設(shè)備以工序集中的方式加工,但設(shè)備昂貴,投入高,調(diào)整時間較長,雖是今后加工方式發(fā)展的方向,但普及還需要一定時間 ; 另一種是采用中端數(shù)控設(shè)備,部分工序集中的生產(chǎn)線方式加工,產(chǎn)線布局靈活,設(shè)備成本投入較低,目前在大部分企業(yè)仍在應(yīng)用,但工序的安排和加工方式上存在不合理的地方,有改善的空間,比如,安裝孔的加工、避免裝夾壓痕等方面。
1. 生產(chǎn)加工過程與常見問題
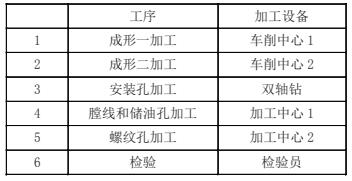
企業(yè)在工序的安排和對加工過程改進仍在不斷地完善中。在這里主要針對該種加工方式中存在的不足進行加工工藝的改進。主缸體的生產(chǎn)加工過程,通常采用生產(chǎn)線的加工方式,工序一般劃分為 5 步(見表 1)。
表 1 主缸體加工工藝流程
安裝孔工序是其中的一道工序(安裝孔和加工設(shè)備見圖 1)。實際生產(chǎn)中,由于主缸體型號較多,生產(chǎn)過程中需要經(jīng)常進行不同型號的主缸體切換,當更換不同型號的主缸體時,每道工序都要進行夾具的切換調(diào)整。不同工序的調(diào)整時間不同,如果切換調(diào)整過程中某道工序的調(diào)整時間過長就會影響到下一道工序的調(diào)整,或造成整條生產(chǎn)線處于停滯狀態(tài)。

圖 1
之前,安裝孔工序在切換主缸體進行調(diào)整時,產(chǎn)生的廢品數(shù)量過多,每次的廢品數(shù)量平均在 7件左右,每條生產(chǎn)線每年產(chǎn)生調(diào)整廢品近 300 件,造成了很大的浪費。同時,切換主缸體時調(diào)整效率低,每次的調(diào)整時間在 30~60min 不等,并且加工過程主缸體質(zhì)量不穩(wěn)定,經(jīng)常會影響到下道工序的加工。
因此,針對這種情況,有必要分析問題的原因,對該工序的加工進行必要的改進設(shè)計。
2. 原因分析
在主缸體安裝孔的加工過程中,采用的設(shè)備是臺式雙軸鉆,夾具使用的是手動連桿夾緊方式,它的調(diào)整步驟見表 2。
表 2
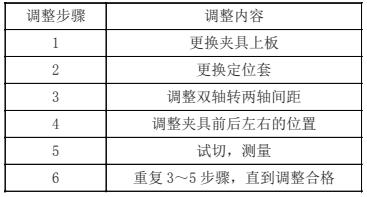
出現(xiàn)問題的主要原因是 : 由于不同型號主缸體的安裝孔間距不一致,在調(diào)整時首先要更換夾具上板,夾具上板面有和主缸體安裝孔孔距相應(yīng)的兩個導(dǎo)向孔,再手動調(diào)整雙軸鉆的兩個軸之間的離,使雙軸鉆的軸距和上板面導(dǎo)向孔的間距位置相互重合。但是,在調(diào)整兩個軸和夾具的位置時(前后左右調(diào)整),都是手動調(diào)整,沒有精確的定位,所以很難保證一次調(diào)整好兩者的位置,需要多次重復(fù) 3~5 步驟,調(diào)一次,試切一次,尺寸不合格就產(chǎn)生 1 件廢品,調(diào)整的次數(shù)越多產(chǎn)生的廢品就越多,調(diào)整時間也就越長,造成很大的浪費。
同時,雙軸鉆剛性不足,夾具夾緊結(jié)構(gòu)的不穩(wěn)定,在生產(chǎn)加工時很容易造成尺寸超差,影響下道工序的加工。因此,主要問題是 : 調(diào)整過程費時,精度差 ; 雙軸鉆剛性不足(參見圖 2)。
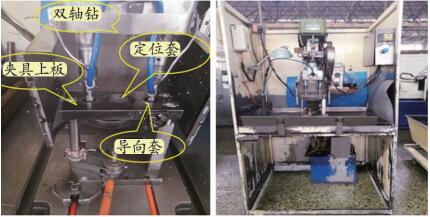
圖 2
針對上述問題,安裝孔工序原有的夾具和加工機床(雙軸鉆床)不再適合安裝孔加工,考慮到精益生產(chǎn)和優(yōu)化生產(chǎn)線布局,改進方案為 : 設(shè)計一套可同時加工安裝孔和膛線加工夾具,并取消雙軸鉆設(shè)備。
具體方法是 : 把安裝孔工序移到現(xiàn)有加工中心設(shè)備上,現(xiàn)有加工中心設(shè)備是指膛線和儲油孔加工工序所使用的加工中心設(shè)備,因為這臺加工中心設(shè)備上加工膛線的工序和安裝孔工序裝夾加工方式非常相似,完全可以把膛線、安裝孔這兩道工序合并在一起,一次裝夾完成原來兩道工序的加工。而且,原有膛線和儲油孔工序的加工節(jié)拍相比其它工序較短,可以充分利用該工序的節(jié)拍,而不影響整個生產(chǎn)線的加工節(jié)拍(見圖 3)。

圖 3
4. 實施效果
針對原有安裝孔調(diào)整存在的問題采取了重新設(shè)計夾具的改進方式,該套夾具具有如下特點 :
(1)采用氣缸夾緊代替原有手動夾緊方式,夾緊準確穩(wěn)定。
(2)為了減少夾具高度,氣缸夾緊沒有采用氣缸直接夾緊,而是設(shè)計了撥叉杠桿機構(gòu),設(shè)計巧妙合理。
(3)主缸定位套采用由下往上安裝的設(shè)計,減少主缸體和定位套接觸面,更好的避免接觸面之間由于墊屑而產(chǎn)生的表面壓痕。
(4)夾具上板采用讓刀槽和排屑槽設(shè)計,一是使夾具上板的通用性大幅提高(不再需要更換上板),二是排屑更順暢。
具體原理和方案為(見圖 4): 在更換調(diào)整主缸體時,將相應(yīng)尺寸的定位套 5 由下往上裝入上板 1 中,手持主缸體 2 裝入夾具上板 1內(nèi),安裝孔的法蘭面與定位套 5 下端面接觸,安裝孔 3 外端與定位銷 4 接觸,限制主缸體軸向轉(zhuǎn)動。然后,扳動氣缸 15 的氣源開關(guān),氣缸 15 推動氣缸推桿 14 向下運動,通過銷子 13 帶動撥叉連桿 12 繞著銷子 11 轉(zhuǎn)動,撥叉連桿 12 另一端通過銷子 10 帶動滑動軸 9 在內(nèi)套 8 中移動,滑動軸 9 帶動與其螺紋連接的頂尖 6 向上運動,頂尖6 頂?shù)街鞲左w下端中心孔內(nèi),將主缸體夾緊。
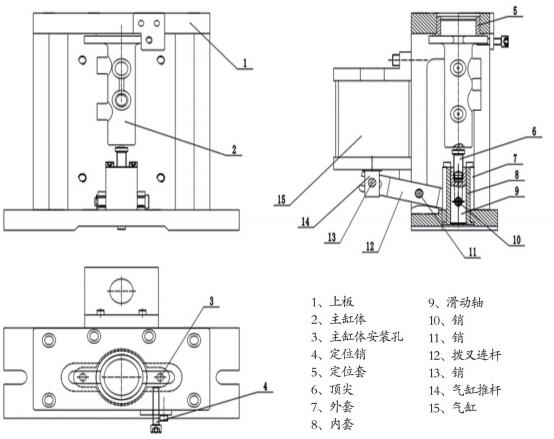
圖 4
上板 1 有讓刀槽,將加工兩個安裝孔 3 位置讓開,加工刀具在數(shù)控程序控制下完成兩個安裝孔的加工。
取消雙軸鉆設(shè)備,把膛線、安裝孔這兩道工序合并在一起后,充分利用了加工中心設(shè)備,而不影響整個生產(chǎn)線的加工節(jié)拍。采用了數(shù)控編程方式,調(diào)整方便快捷,提高調(diào)整效率 80% 以上 ;減少了一道工序操作,并取消了原來工序繁瑣的調(diào)試工作,操作者勞動強度降低 ; 取消了安裝孔工序加工設(shè)備,縮短生產(chǎn)線,便于管理和精益生產(chǎn)線的布局。
該方法主要應(yīng)用于汽車制動主缸體安裝孔、膛線、豎孔等加工和工序的優(yōu)化,以及其它行業(yè)主缸體在垂直方向裝夾和加工方面的使用,可以提高主缸體裝夾的穩(wěn)定性,控制加工精度,減輕勞動強度等。同時減少設(shè)備更新的投入資金,減少設(shè)備能源損耗和提高產(chǎn)品的良品率和企業(yè)的產(chǎn)能,在主缸體的生產(chǎn)中得到了推廣應(yīng)用。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)