



電火花加工單脈沖放電通道直徑擴展規律研究
2017-3-23 來源:合肥工業大學機械與汽車工程學院 作者:常偉,陳遠龍,張建華,徐斌, 方明
摘要:電火花加工的加工表面是由一系列的脈沖放電凹坑疊加而成的,因此研究單脈沖放電通道直徑的擴展規律,對研究電火花加工的工藝規律以及加工表面質量預測等具有非常重要的意義。研究脈沖放電通道的形成與擴展機理,討論電壓、極值電流、脈寬等放電參數對放電通道直徑擴展的影響,并根據理論推導建立了單脈沖放電通道直徑擴展的數學模型。以煤油作為電介質工作液開展了單脈沖放電試驗,使用超景深顯微鏡對單脈沖放電凹坑的直徑進行了測量,并把測量得到的單脈沖放電直徑數據代入建立的數學模型進行回歸求解。回歸公式的計算值與試驗測量得到的單脈沖直徑數據吻合度較高。
關鍵詞:電火花加工(EDM);單脈沖;放電通道;擴展規律
0 .前言
電火花加工(Electrical discharge machining,EDM)是在電介質工作液內,使工具電極與工件保持一定的間隙并產生脈沖性火花放電,利用電蝕作用去除工件材料的一種加工方法,也稱為“電蝕加工”或“放電加工”。隨著科技的發展和進步,各種新材料的硬度、強度、脆性、黏性和純度不斷提高,零部的結構越來越復雜性,工藝的特殊要求越來越多,給制造業帶來了嚴峻的挑戰。電火花加工過程中,工具電極與工件不接觸,因此沒有切削力,可以使用銅等較軟的材料加工高硬度、高脆性的導電材料。隨著電火花加工研究的發展,除了可以加工導電材料外,還可以對不導電材料進行電火花加工,并向微細領域發展[1-2]。電火花加工作為重要的特種加工方法,已經被廣泛應用于模具制造、電子、精密機械、航空航天以及國防工業等領域,具有非常重要的地位[3]。
電火花加工的加工表面是由一系列的脈沖放電凹坑疊加而成的,所以研究單脈沖放電通道直徑的擴展規律,對研究電火花加工的工藝規律以及加工表面質量預測等具有非常重要的意義。
劉蜀陽等[4]研究了基于場致發射理論的 EDM平板電容模型及其參數,把單脈沖放電周期依次劃分為幾件電場建立、極間通道擊穿、正常放電加工與消電離四個階段,并分別進行了各階段的極間電場強度、極間電子自由程、極間介質介電常數和極間電流變化規律的理論分析。MING 等[5]建立了一種基于有限元法和高斯過程回歸的混合模型,用于預測電火花加工的加工效率。其中,建立的高斯回歸模型用于建立單脈沖熱分布預測,并通過試驗數據訓練、測試和調整,以實現對加工過程的預測。SOMASHEKHAR 等[6]基于單脈沖放電和電熱理論對微細電火花加工原理進行了研究,建立了單脈沖熱仿真模型,仿真得到的放電凹坑徑深比為 2.92,試驗得到的放電凹坑徑深比為 2.67。SARADINDU等[7]建立了一個包含等離子特性、移動熱源特性、多脈沖放電和電極絲振動影響的電火花線切割單脈沖放電綜合數學模型,用以預測電火花線切割加工中單脈沖和多脈沖放電下的電極絲損耗,其驗證試驗與模型計算數據吻合較好。GOVINDAN 等[8]建立了磁場輔助氣中電火花加工的單脈沖放電模型,模型包含電流、電壓、電磁場、脈沖寬度等參數,與試驗得到的趨勢吻合較好。
電介質工作液被擊穿形成放電通道的過程中,放電通道在極短的時間內形成,并以極高的速度擴展。KOJIMA 等[9]利用高速攝像機研究了放電通道半徑在不同電流、放電間隙等參數下的變化規律,發現放電通道擴展在很短時間內就已經完成。文獻[9]拍攝的單脈沖放電過程如圖 1 所示(極值電流 IA:23 A,脈寬 td:80 μs,開路電壓 Uo:280 V)。
1
圖 1 文獻[9]中單脈沖放電過程
SNOTYS 等[10-11]分別對放電通道的擴展速度進行了定量分析,發現在放電開始的第一微秒內放電通道的擴展速度為 30~75 m/s,其后由于壓力減小擴展速度也逐漸減小。
由于放電通道的直徑難以測量,故本文通過研究脈沖放電點直徑的變化規律,側面反映放電通道直徑的變化規律。對脈沖放電通道直徑擴展規律進行理論分析,給出了脈沖放電通道直徑擴展數學模型,進行單脈沖放電試驗并測量脈沖放電點的直徑,根據試驗數據進行回歸。
1.試驗方法和試驗方案
1.1試驗方法
在 SF201 電火花成型機床上進行單脈沖放電試驗(圖 2),并測量不同參數下放電凹坑的直徑,從而研究單脈沖放電通道直徑的擴展規律。SF201 電火花成型機床的 Z 軸垂直進給分辨率為 1μm,配備 HELI-50A 型脈沖電源,其脈寬輸出范圍1~2 000 μs,脈間可設定范圍為 1~500 μs,最大輸出電流為 40 A;工具電極和工件均采用 45 鋼,其中工具電極直徑 0.2 mm;電介質工作液為煤油。
2
圖 2試驗裝置
分別進行各參數的單脈沖放電試驗,使用KEYENCE 超景深顯微系統 VHX-600 對單脈沖放電點的顯微形貌進行觀察,并測量單脈沖放電點的直徑。
1.2 試驗方案及試驗數據
每組參數取 3 個脈沖點直徑,取其平均值作為試驗結果,以電壓 U:70 V、極值電流 IA:3.2 A、脈寬 td:130 μs 為放電參數為基準放電參數。單脈沖放電的試驗參數和凹坑直徑數據列于表 1。
2 .數學模型
由于電子的尺寸與質量極小,帶單位負電荷,所以其遷移率為離子的千倍以上,約為 0.37 m2/s·V。當電子被中性氣體分子或其他分子吸附變成負離子時,其遷移率降低很多。通常,同種氣體的正離子與負離子遷移率基本相同,而負離子的遷移率常略高于正離子的遷移率。于麗麗等[12]通過仿真研究得出結論,電子的高速運動是放電通道形成與擴展的主要因素,而離子的運動作用不明顯。
要研究單脈沖放電通道直徑的擴展規律,需要重點研究電子在放電通道形成與擴展中的作用。電子從陰極到陽極方向的運動導致電介質的擊穿,而其沿徑向向外的速度分量則會導致放電通道的擴展。電子由陰極向陽極運動時的偏移率,是導致放電通道擴展的關鍵因素。
表 1 試驗參數及數據表

每種電介質工作液都有其固有的擊穿電場強度 Eb [13],當兩極間電場強度達到電介質工作液的擊穿電場強度 Eb時,電介質工作液就會被擊穿發生火花放電。由于極間電場強度為極間電壓 U 與極間距d 的比值,故電壓 U 決定了擊穿距離,即極間距 d。當電壓U增大時,可擊穿電解質工作液的間距增大,擊穿時的能量損耗增加。在一定電壓范圍內,隨著電壓 U 的增大,單脈沖放電直徑會減小。但電壓 U的影響比極值電流 IA與脈沖持續時間 td小。
以陰極放電點為原點建立直角坐標系,如圖 3所示。兩極間電子在電場中的運動速度 v 有 vx和 vy兩個方向的分量,其中 x 軸向速度分量 vx垂直于電場方向,電子沿 x 方向運動時,電子電勢能不變,電子能量不增加,vx不變;電子沿 y 方向運動時,電場力對電子做功,電子的能量得到加強,y 方向速度分量 vy增大。如果電子在電場中任意方向運動距離為 d,設 dy為其 y 方向運動距離分量,則其能量增量為
 1
1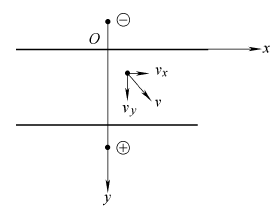
圖 3 坐標系
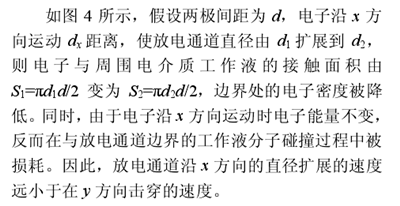
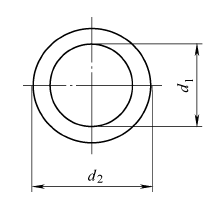
圖 4 放電通道直徑的擴展
通過放電通道的電子數量隨極值電流IA的增大而增加,導致在 x 方向運動分量的電子數目也會增加,相當于兩極間在 x 方向擴展的能量得以增大,有利于增大放電通道直徑。因此,極值電流的增大會導致放電通道直徑的增大。
脈寬 td也是決定放電直徑的重要因素。隨著放電時間的延長,放電通道的半徑也在增大,但是當放電通道達到自持放電并且放電通道已經穩定時,電介質已經被擊穿。此時,被擊穿的電介質的電阻相當于導體,放電通道停止擴展,并且放電通道的半徑會穩定在一個最大值附近。當脈寬 td繼續增大,并且脈沖間隔不能使電介質完全消電離時,便會發生電弧放電,并使工件燒傷。在該放電參數下,放電通道直徑的最大值即為電弧的直徑。
根據碰撞游離理論[13-14]可以推導出放電通道徑向邊界的穩定條件。邊界處的電介質工作液處于不斷地游離與復合的動態過程中,如果游離的速度大于復合的速度,則放電通道直徑將增大;如果游離速度與復合速度相當,則邊界處電介質工作液的游離與復合平衡,放電通道直徑大小穩定在一個值附近,放電通道的直徑不再增大;如果游離的速度小于復合的速度,放電通道直徑將減小,最終放電通道閉合。圖 5 為動態平衡區域示意圖。
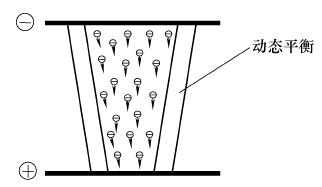
圖 5 放電通道外圍的動平衡區
根據前文對放電通道擴展影響因素的分析,建立電壓、極值電流、脈寬與放電通道半徑擴展的數學關系式,設半徑擴展方程形式為
3.計算結果與比較
使用 KEYENCE 超景深顯微系統 VHX-600 對單脈沖放電點的顯微形貌進行觀察,并測量單脈沖放電點的直徑。正極性單脈沖放電點的顯微形貌如圖 6a 所示。正極性脈沖放電點材料的去除方式主要是氣化和熔化,放電凹坑深度大邊緣整齊。負極性單脈沖放電點的顯微形貌如圖 6b 所示。與正極性脈沖放電相比,負極性脈沖放電點的直徑略大。材料表面只有燒蝕的痕跡,并且邊界比較模糊,沒有形成放電凹坑。根據液體的碰撞游離擊穿理論[14],電子崩由初始電子引發,并向正極發展,經極間電場加速后在陽極釋放能量,故陰極作為擊穿始發端放電凹坑直徑相對較大但深度小,而陽極放點凹坑直徑相對較小但深度大。由于負極性單脈沖放電點的直徑難以測量,因此,選用正極性單脈沖放電進行研究,按照表 1 所示參數進行單脈沖放電試驗并測量凹坑直徑,數據如表 1 所示。
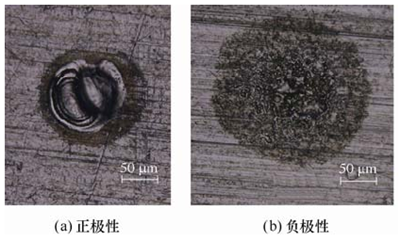
圖 6單脈沖放電點的顯微照片
圖 7 為單脈沖放電點直徑的理論值與試驗值隨電壓值的變化情況。試驗值略高于理論值,但二者總體變化趨勢相同。
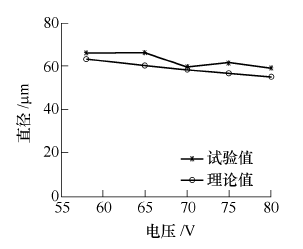
圖 7 不同電壓單脈沖直徑試驗值與理論值
圖 8 為單脈沖放電點直徑隨極值電流的變化情況。脈沖放電點直徑隨極值電流的增大呈指數上升,兩條曲線緊密貼合,數值差別很小。

圖 8 不同極值電流單脈沖直徑試驗值與理論值
圖 9 為單脈沖放電點直徑的理論值與試驗值隨脈寬的變化情況。單脈沖放電點直徑隨著脈寬的增加呈指數上升趨勢。雖然在脈寬 32 μs 時二者有差別,但兩條曲線總體貼合性很好。
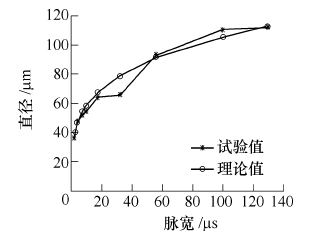
圖 9 不同脈寬條件下單脈沖放電點直徑試驗值與理論值
在滿足消電離條件的前提下,脈間大小對放電通道直徑的大小沒有影響。
4.結論
(1)研究了脈沖放電通道的形成與擴展機理。對放電通道的形成與擴展起主要作用是自由電子,電子的高速運動是放電通道形成與擴展的主要因素,而離子的運動作用不明顯。電子從陰極到陽極方向的運動導致電介質的擊穿,而其沿徑向向外的速度分量則會導致放電通道的擴展。電子由陰極向陽極運動時的偏移率,是導致放電通道擴展的關鍵因素。
(2)討論了脈沖放電通道的形成與擴展機理,討論了電壓、極值電流、脈寬與脈間等放電參數對放電通道直徑擴展的影響,并根據理論推導建立了單脈沖放電通道直徑擴展的數學模型。
(3)以煤油為電介質工作液,在 SF201 電火花成型機床上進行了單脈沖放電試驗,使用顯微鏡對正極性單脈沖放電點的直徑進行了測量。把試驗得到的數據代入數學模型進行回歸計算,試驗數據與公式計算值吻合度較高。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

