



工業機器人應用于數控車床教學模式探索與研究
2019-5-29 來源:華南理工大學 廣州學院 機械工程學院 作者:段海峰, 韓 偉, 劉建光, 龍勇坤
摘要:根據GSK機器人及980T數控車床加工的特點,規劃建設了由GSK機器人、物料架和980T數控車床組成的自動供料、裝夾、加工的柔性制造系統;探索建立指導學生運用工業機器人在數控車床編程加工中完成自動搬運、裝卸、加工的實訓學習模式;使學生學習GSK機器人與數控車床聯調方法,規劃機器人上、下料運行軌跡,掌握運用機器人技術提高數控車床自動加工效率的方法,實現零件加工過程中上下料的自動化和無人化。通過該實訓模式的學習,使學生對數控加工智能技術有更深入的理解,實現對本科生數控專業應用型人才的培養定位,達到提高學生更深入理解工業4.0智能數控的教學的目標。
關鍵詞:機器人;數控機床;柔性制造;自動搬運;實訓模式

段海峰,碩士,實驗師,主要研究方向:機械工程
引言
隨著機器人的發展,工業4.0的推進,作為擴展到數控加工智能技術自動化操作核心的應用型人才卻極度缺乏,而作為培養應用型人才的大學卻沒能跟上步伐,而本研究項目就是希望通過GSK機器人數控車床柔性制造系統來嘗試對這方面應用型人才進行培養,嘗試建立新的實訓模式,嘗試完善新的本科數控專業應用型人才的培養定位,拓展學生的技術應用能力范疇。
1、數控車床柔性制造系統布局設計
圖1所示為由GSK機器人、物料架和980T數控車床組成的柔性制造系統,它由機器人控制柜、機器人、改裝后的氣動數控車床和用來放料的物料架4部分組成。通過一系列的改裝、布置、編程,可以實現數控車床編程加工中的自動搬運,自動裝卸和自動加工。
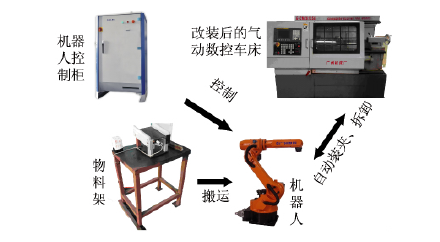
圖1 數控車床柔性制造系統布局圖
2、數控車床柔性制造系統的規劃建設
2.1 數控車床柔性制造系統的工作流程設計
根據圖1數控車床柔性制造系統布局圖,要建設好數控車床柔性制造系統,首先需要設計好整套系統的工作流程(見圖2)。
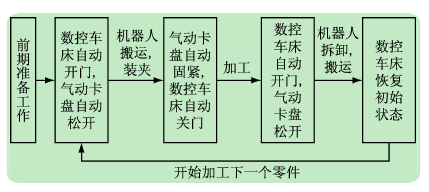
圖2數控車床柔性制造系統的工作流程圖
整個工作流程分為5個步驟。
(1)前期準備工作。在開始整個系統前先要做好前期準備工作,包括數控車床的通電、開機,典型加工程序的輸入,毛坯原材料的放置準備等。
(2)數控車床自動開門,氣動卡盤自動松開。當所有前期準備工作完成后,就可以開始整套聯動系統的運行,即氣動改造后的數控車床先自動開門,松開氣動三角卡盤,這時機器人才可以實現毛坯原材料從物料架到數控車床三角卡盤位置的搬運。為下一步的固緊加工做準備。
(3)氣動卡盤自動固緊,數控車床自動關門。通過編輯機器人的運動軌跡,可以實現機器人將毛坯工件搬運到數控車床的氣動三角卡盤位置,穩定后數控車床的三角卡盤便會自動固緊,然后自動關上數控車床的防護門,隨即便可以按照之前輸入的程序開始加工。
(4)數控車床自動開門,氣動卡盤。當數控車床按照既定程序完成加工后,防護門自動打開,氣動卡盤自動松開,機器人緊接著就可以像裝夾時一樣按照既定軌跡和動作拆卸掉料頭(完成的零件已經自動掉入數控車床的加工位)。
(5)數控車床恢復初始狀態。加工完成,機器人卸掉料頭,數控車床便可以恢復初始狀態,即自動固緊氣動卡盤,自動關上防護門,不過需要強調的是,如果批量加工零件時,物料架上可以有序放入多件毛坯工件,當一個零件加工完成后可以回到第2步重新開始,實現批量連續加工。
2.2 數控車床柔性制造系統中的數控車床氣動改造設計
圖3為應用于機械手的數控車床氣動改造圖,其是為了適應現在機械制造業自動化進程而進行的改造。其中氣動拉桿5為專門加的氣動桿,接氣源,作為氣動防護門2自動滑動的動力。當按動控制面板4上另加的按鈕開關防護門時,防護門可以自動滑動,也可以通過編程來實現。其中氣動三角卡盤3也較平常的三角卡盤接了氣動裝置,當按動控制面板4上另加的按鈕松緊三角卡盤時,氣動三角卡盤3可以自動松緊,實現零件的自動裝卸,也可以通過編程來實現。
總的來講,數控車床進行了氣動改造后,可以實現自動開關門和自動松緊;配上機器人后,可以實現零件由裝夾到加工,由加工到加工完成,由加工完成到卸料的全自動化流程。
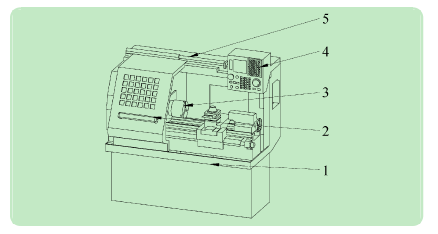
1-數控車床;2-氣動防護門;3-氣動三角卡盤;4-控制面板;5-氣動拉桿
圖3 應用于機械手的數控車床氣動改造圖
2.3 典型零件規劃設計
以加工小葫蘆為例,如圖4所示為其尺寸圖及部分加工程序,由于這里主要講數控車床柔性制造系統的建設,且篇幅問題,小葫蘆的數控車床編程及加工過程這里就不再累述,只是以葫蘆為典型零件來進行下一步建設,比如與之相對應的機器人氣動手爪設計和物料架設計都與典型零件的尺寸相關。
2.4 根據典型零件所做的機器人氣動手爪設計
根據加工工件為Φ25的鋁棒,設計與制作了一個氣動手爪,可以通過氣動控制,實現鋁棒的自動抓取和拆卸,其裝配如圖5所示。
2.5 物料架設計
對于要加工的鋁棒,設置了一個放置等長棒料的物料架,如圖1中物料架所示。由于機器人的聯機抓取工件的位置固定,故抓取程序不需要改變;而加工零件的程序作為一個子程序,圖紙一改變只需要改變零件的子程序就可以了。具有非常好的適應性,良好的柔性制造,可以取代人工操作,實現自動化機械制造。
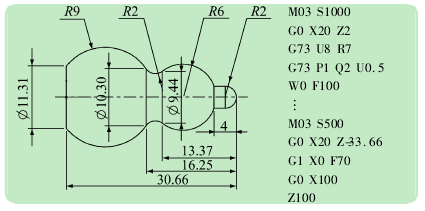
圖4 典型零件葫蘆及其部分加工程序
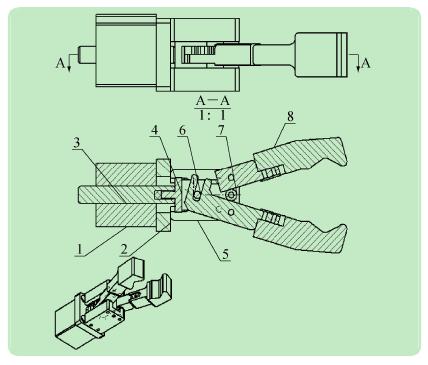
1-氣缸;2-固定板;3-軸,4-聯接塊;5-板;6-銷;7-固定套;8-夾臂
圖5 氣動手爪裝配示意圖
2.6 實際效果圖
按照前面的設計和改造,完成了數控車床柔性制造系統的建設,其實際效果圖如圖6所示,經驗證,完全可以滿足實訓要求。

圖6數控車床柔性制造系統實際效果圖
3、數控車床柔性制造系統實訓模式的建立
3.1 實施方案設計
在數控車床柔性制造系統整套系統硬件的建設后,還嘗試進行了數控車床柔性制造系統的具體實訓,實施方案如下:
(1)實訓目標。通過該學習過程,使學生對數控加工智能技術有更深入的理解,實現對本科生數控專業應用型人才的培養定位,達到提高學生更深入理解工業4.0智能數控的教學目標。
(2)實訓對象。本科大三機械專業學生。
(3)實訓內容。通過之前的規劃建設以及教學方案設定,指導學生運用工業機器人在數控車床編程加工中完成自動搬運,自動裝卸,自動加工的實訓學習。
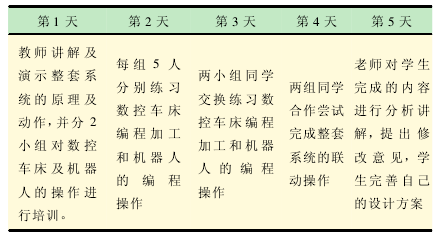
(4)實訓方案。①根據設備承受能力,設定實訓時一組學生為10人。②實訓時間定為5天,具體的實訓時間安排如表1所示。
表1數控車床柔性制造系統實訓時間安排
3.2 機器人運行軌跡設計
(1)本套系統里面學生需要完成任務中的重點和難點是機器人的運行軌跡編程,我們可以通過編程控制機器人的各個關節的自由度來實現機器人手爪的運動。而圖7所示為機器人的運動軌跡流程設計,指出了機器人從上料到加工,從加工結束到丟棄料頭,再回到起點的全流程。
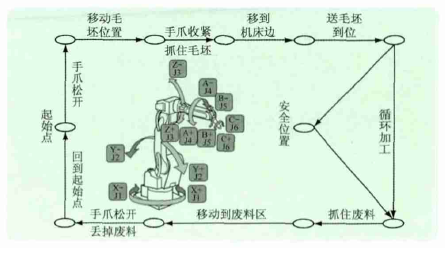
圖7 機器人運行軌跡流程設計
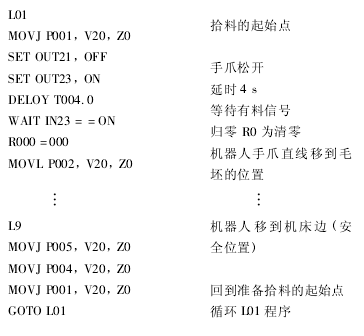
(2)下面為學生所編輯的機器人運行軌跡的部分程序,右邊為對程序的說明,但因篇幅問題,這里只選取其中一小部分。
3.3 數控車床柔性制造系統實訓模式的特色與創新點
本數控車床柔性制造系統實訓模式的建設是針對現有的傳統的實訓模式的改進,在試運行期間也受到師生的一致好評,和傳統的實訓模式相比它有著不少的特色與創新點:
(1)數控車床柔性制造系統實訓模式引進了柔性制造系統的概念,擺脫了傳統實訓的單一設備實訓的模式,多臺設備的聯動,尤其是機器人的引進,不但提高了學生對機械工藝的認識,更是豐富了實訓的內容,增加了學生動手的機會。
(2)數控車床柔性制造系統實訓中,學生們學習了GSK機器人與數控車床的聯調方法,規劃機器人上、下料運行軌跡,實現零件加工過程中上、下料的自動化和無人化;這些內容的學習可以為學生將來掌握運用機器人技術提高加工效率,掌握數控加工智能技術自動化奠定堅實的基礎。
(3)數控車床柔性制造系統實訓模式提高了學生實訓的興趣,增加了學生在實訓中創新的機會,也使學生在實踐中加強了對自動控制方面知識的了解,積累了一些自動化改造與應用的經驗。
(4)數控車床柔性制造系統實訓模式增加了學生對機器人的認知和了解,柔性制造系統概念的確立,完善了新的本科數控專業應用型人才的培養定位,拓展了學生的技術應用能力范疇。
4、結語
數控車床柔性制造系統實訓模式是對現有的實訓模式的一種改革,由單一設備的實訓模式改為多設備的聯動實訓模式;GSK機器人的引入,數控車床的氣動化改造,零件加工過程中上下料的自動化和無人化,這些單元的實施,不但會提高學生實訓的興趣,也會為學生將來掌握運用機器人技術,掌握數控加工智能技術自動化奠定堅實的基礎;數控車床柔性制造系統實訓模式的建設和嘗試,希望會對完善新的本科數控專業應用型人才的培養定位提供一項參考。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

