


摘要:雙臺肩螺紋以其高抗扭能力,在鉆井作業(yè)過程中得到廣泛應(yīng)用。然而雙臺肩螺紋加工精度要求高,致使國內(nèi)很多廠家生產(chǎn)的雙臺肩鉆桿螺紋接頭達(dá)不到設(shè)計要求。切削熱是影響雙臺肩螺紋接頭加工精度的主要因素之一。為研究切削熱對雙臺肩螺紋加工精度和連接強(qiáng)度的影響,建立了一種基于CAE 協(xié)同仿真的方法: 通過建立雙臺肩螺紋車削加工的有限元模型,分析其在加工過程中的溫度場分布情況; 然后建立雙臺肩螺紋接頭的溫度-變形模型,研究溫度場對螺紋變形的影響,即加工精度影響; 通過建立三維的螺紋接頭有限元計算模型,評價切削熱所引起的加工誤差對雙臺肩鉆桿螺紋接頭連接強(qiáng)度的影響。通過研究得出,切削熱引起的螺紋牙單側(cè)面軸向變形約0. 014 8 mm,該變形量將導(dǎo)致接頭抗扭和抗拉性能下降30%,且大幅度降低了壓縮載荷或彎曲載荷作用時的使用壽命。因此加工應(yīng)考慮切削熱的影響,提出了相應(yīng)的改進(jìn)措施,并計算了多種常用切削用量下的變形量。
引言
鉆桿是油氣開采所使用的主要管材之一,起到起下鉆頭、施加鉆壓、傳遞扭矩和輸送鉆井液等作用。鉆柱是由一根根鉆桿通過鉆桿螺紋接頭連接,使得鉆桿螺紋接頭成為了整個鉆柱的薄弱環(huán)節(jié) 。由于鉆柱在井下受力比較復(fù)雜,易發(fā)生鉆柱失效事故 ,一旦發(fā)生鉆柱失效事故,輕則停工打撈,耗時費力,重則甚至導(dǎo)致全井報廢,經(jīng)濟(jì)損失極其嚴(yán)重。據(jù)調(diào)查,我國86%以上的鉆柱失效事故發(fā)生在螺紋連接處 ]。雙臺肩螺紋是一種非API 標(biāo)準(zhǔn)的鉆桿螺紋接頭,以其高抗扭和高密封壓力得到鉆井界的認(rèn)可 ,然而雙臺肩螺紋的加工精度要求遠(yuǎn)高于API 結(jié)構(gòu),致使國內(nèi)很多廠家生產(chǎn)的雙臺肩鉆桿螺紋接頭達(dá)不到設(shè)計要求。許多學(xué)者對螺紋承載能力的計算及失效分析做了大量的研究工作 251-264[ ,然而鮮有對于其加工精度的研究報道。由于鉆桿螺紋螺距大、牙型高、加工過程中刀具與工件接觸面積大等原因,使得加工過程中的切削溫度遠(yuǎn)高于普通外圓車削,且由于切削形狀特點,切削液難以作用到切削位置,致使散熱條件顯著低于后者。因此鉆桿螺紋車削熱對成型質(zhì)量的影響遠(yuǎn)大于普通外圓車削。本文建立了一種基于CAE 協(xié)同仿真的方法:通過建立雙臺肩螺紋車削加工的有限元模型、雙臺肩螺紋接頭的溫度-變形模型和三維的螺紋接頭有限元計算模型,評價切削熱所引起的加工誤差對雙臺肩鉆桿螺紋接頭連接強(qiáng)度的影響。
1、雙臺肩鉆桿螺紋
雙臺肩鉆桿螺紋接頭設(shè)計有兩個臺肩———主臺肩和副臺肩( 如圖1 所示) ,在鉆井作業(yè)時,兩臺肩同時接觸,改變了鉆桿接頭螺紋的變形協(xié)調(diào)關(guān)系,通過小幅度的提高副臺肩附近螺紋牙的應(yīng)力水平,降低主臺肩附近螺紋牙的峰值應(yīng)力,進(jìn)而提高鉆桿螺紋的抗扭性能。
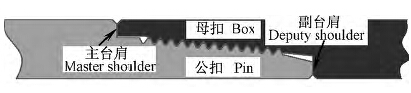
圖1 雙臺肩鉆桿螺紋結(jié)構(gòu)示意圖
鉆桿接頭所受載荷工況較為惡劣,其主要承受的載荷類型為軸向的拉伸或壓縮載荷、扭矩載荷和彎矩載荷。載荷大小受工況影響較大,超深井中的軸向拉伸載荷能達(dá)到數(shù)千kN; 在鉆水平井眼時,扭矩載荷甚至達(dá)到數(shù)十kN·m; 彎矩載荷隨井眼曲率的增加而增大。
2 、車削加工溫度場分析
2. 1 車削加工溫度場計算模型

比熱為460 J /( kg·℃) 。將鉆桿螺紋的車削加工過程簡化為擬三維模型; 螺紋車削加工的旋轉(zhuǎn)運動轉(zhuǎn)化為直線運動,模型中的軸向進(jìn)給速度即為工件與刀尖接觸處的線速度; 切削寬度為螺紋牙在平面展開的寬度,本文模型中螺紋牙型為V - 0. 038R,其切削寬度為7. 15 mm。由于切削熱主要由切屑帶走,在空氣中的瞬時散熱量可忽略,因而在材料切除率相同的情況下,能夠確保溫度場計算結(jié)果的可靠性。模型中采用自適應(yīng)網(wǎng)格進(jìn)行單元劃分。
2. 2 計算結(jié)果與分析討論
圖2 所示分別為背吃刀量0. 15 mm、0. 2 mm、0. 25mm 和0. 3 mm 時溫度云圖。由圖中可以看出,不同背吃刀量下,溫度沿工件和刀具的分布規(guī)律基本相同; 切屑的溫度普遍高于工件溫度,溫度峰值出現(xiàn)在剛脫離工件的切屑與刀具接觸處,并在車刀的前刀面形成高溫區(qū); 車刀與工件的接觸位置溫度較高,在常用背吃刀量0. 3 mm 時的工件與車刀接觸位置的溫度高達(dá)980℃; 車削加工的熱影響區(qū)受背吃刀量的變化而變化,區(qū)域略大于背吃刀量,背吃刀量為0. 3 mm 時的熱影響區(qū)長度約0. 5 mm。
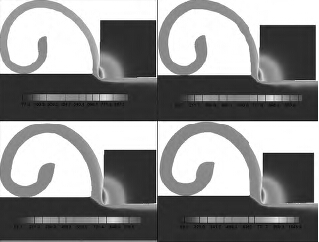
圖2 溫度云圖
3 、溫度-變形分析
3. 1 工件溫度-變形分析
鑒于工件受切削溫度的影響為瞬時過程,分析其在切削時刻的變形量也是瞬時加載過程。由前文分析可計算得出車刀對工件任一切削位置的熱作用時間為0. 000 4 s。
分別建立鉆桿接頭公扣和母扣在切削溫度影響下的變形量計算有限元模型,計算結(jié)果如圖3、圖4 所示。
圖3 所示為公扣與母扣在切削第一牙時的變形云圖,圖3a、圖3b 為軸向變形量,圖3c、圖3d 為徑向變形量。由圖中可以看出,切削位置的螺紋牙在切削熱作用下牙頂位置向兩側(cè)變形; 軸向變形引起切削過程的讓刀,使得實際切削量低于吃刀量,進(jìn)而導(dǎo)致切削成型后的螺紋牙型寬度、牙型角大于設(shè)計尺寸。
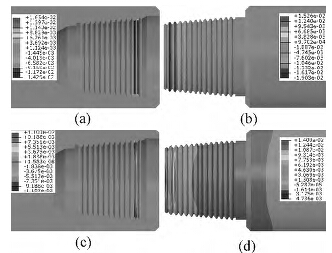
圖3 公扣與母扣變形云圖
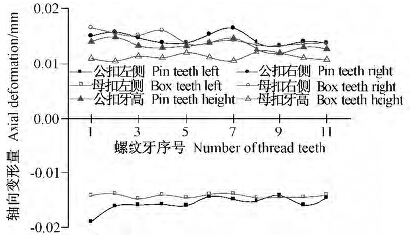
圖4 切削不同螺紋牙時公扣與母扣的軸向與牙型高度變形量
徑向變形量是沿螺紋牙旋轉(zhuǎn)的圓周方向,其變形量為兩個分方向的合位移,鑒于螺紋牙的對稱性,在任一方向的正變形即為各位置處的變形量值。徑向變形量引起待切削材料在牙型高度方向發(fā)生變化,由圖3c、圖3d 所示可以看出,切削熱使得待切削材料沿徑向膨脹,刀具仍按照原進(jìn)給位置切削,當(dāng)工件恢復(fù)常溫時成型尺寸低于設(shè)計尺寸,導(dǎo)致牙型高度低于設(shè)計高度。
由圖4 所示不同螺紋牙在切削時公扣與母扣的軸向與牙型高度變形量可以看出,在切削不同螺紋牙時的軸向變形量和牙型高度變形量雖略有變化,但變化范圍均很小。因此在連接強(qiáng)度計算時,忽略切削位置的影響,取其平均值0. 014 8 mm。
3. 2 刀具溫度-變形分析
加工過程中,單次進(jìn)給車刀與工件的接觸時間約3 s,由于切削最后一刀時切削刃與工件全部接觸,對工件成型質(zhì)量影響最大。簡化車刀中的斷屑器、十字螺釘?shù)扰浼④嚨兜臏囟?變形有限元計算模型,其計算結(jié)果如圖5 中所示。
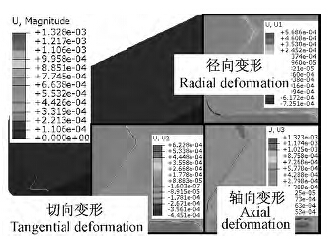
圖5 車刀變形云圖
![]()
4 、連接強(qiáng)度影響分析
本節(jié)通過對比設(shè)計結(jié)構(gòu)與切削熱影響結(jié)構(gòu)對扭矩、拉伸/壓縮、彎曲載荷的承載性能,研究切削熱對螺紋連接強(qiáng)度的影響。
4. 1 3D 螺紋連接有限元模型
以外徑127 mm 的雙臺肩鉆桿螺紋接頭為研究對象建立有限元模型; 公扣與母扣的螺紋牙、主臺肩、副臺肩為面-面接觸,接觸面間摩擦系數(shù)為0. 114; 對公扣端部施加拉壓彎扭載荷,母扣端部固定; 采用C3D8R六面體單元對模型進(jìn)行單元劃分[10],有限元模型如圖6 所示。
圖6 連接螺紋有限元模型
4. 2 連接強(qiáng)度影響分析
由圖7、圖8 所示設(shè)計結(jié)構(gòu)與熱影響結(jié)構(gòu)在扭矩載荷、拉伸載荷、壓縮載荷和彎曲載荷作用下的應(yīng)力計算結(jié)果可以看出: 在相同載荷作用下,設(shè)計結(jié)構(gòu)應(yīng)力水平均低于熱影響結(jié)構(gòu),尤其是扭矩載荷和拉伸載荷情況; 設(shè)計結(jié)構(gòu)在扭矩35 kN·m 時剛發(fā)生屈服,而熱影響結(jié)構(gòu)的峰值應(yīng)力已達(dá)到材料的強(qiáng)度極限,熱影響結(jié)構(gòu)抗扭性能降低約30%; 同樣,熱影響結(jié)構(gòu)在2 200kN 的拉力下已達(dá)到材料的強(qiáng)度極限,而設(shè)計結(jié)構(gòu)抗拉3 000 kN,承載能力下降近30%; 熱影響結(jié)構(gòu)在較低的壓縮載荷和彎曲載荷作用時的應(yīng)力水平高于設(shè)計結(jié)構(gòu),這將導(dǎo)致接頭的抗疲勞性能下降,大幅度降低其使用壽命。
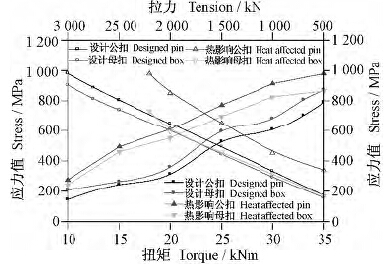
圖7 抗扭、抗拉強(qiáng)度
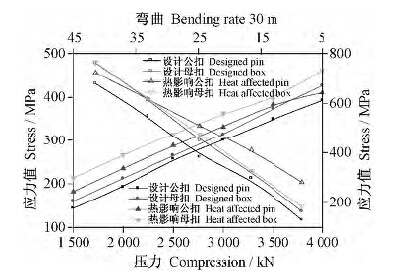
圖8 抗壓、抗彎強(qiáng)度
5 、改進(jìn)措施研究
由前述分析可知,在雙臺肩鉆桿螺紋加工過程中,切削熱對其加工質(zhì)量的影響不容忽視。圖9 給出了雙臺肩螺紋常用切削用量下的變形量,圖中變形量可作為補(bǔ)償量,為數(shù)控編程和切削刃參數(shù)設(shè)計提供依據(jù)。具體可實施措施如下:
( 1) 在數(shù)控程序編程時,減少徑向切削量,以保障牙型高度,同時對兩側(cè)刃進(jìn)行刀具補(bǔ)償,以保證螺紋牙兩側(cè)邊的加工精度,變化量如圖9 中所示。
( 2) 若最后一刀背吃刀量一定,可在刀具結(jié)構(gòu)設(shè)計時降低牙型高度,并增大兩側(cè)邊切削刃,其變化量如圖9 中所示。
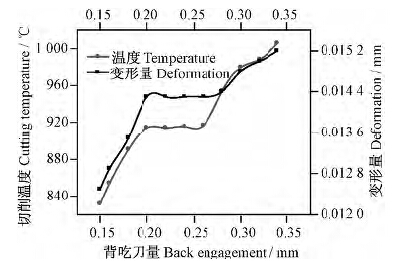
圖9 各背吃刀量下的溫度和變形量
6、 結(jié)論
本文基于CAE 協(xié)同仿真的方法,通過對雙臺肩螺紋切削熱、熱變形量和變形后連接強(qiáng)度的計算得出以下結(jié)論:
1) 通過車削加工過程溫度場研究得出,在常用背吃刀量0. 3 mm 時的工件與車刀接觸位置的溫度高達(dá)980℃; 車削加工的熱影響區(qū)隨背吃刀量變化,區(qū)域略大于背吃刀量,背吃刀量為0. 3 mm 時的熱影響區(qū)長度約0. 5 mm。
2) 通過溫度-變形模型研究得出,受切削熱的影響,切削成型后的螺紋牙型寬度、牙型角大于設(shè)計尺寸,牙型高度低于設(shè)計尺寸,相差約0. 014 8 mm。
3) 通過3D 連接螺紋有限元模型計算得出,熱影響結(jié)構(gòu)的抗扭、抗拉承載性能下降約30%,同時在壓縮載荷或彎曲載荷作用下,接頭的使用壽命也大幅度降低。
4) 計算了多種背吃刀量時的變形量,并提出通過數(shù)控編程補(bǔ)償或改建刀具結(jié)構(gòu)參數(shù)的措施提高加工精度。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時代,少談點智造,多談點制造
- 現(xiàn)實面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別