


摘 要 隨著現代加工業的發展,人們更加追求高質、高效、安全可靠的加工手段。其中,在數控機床上使用GAP(消空程)功能就是眾多手段中的一種,它不僅可以減少機床的空行程,提高工作效率,還可以根據噪音極限值的定義檢測砂輪是否處于安全位置。通過MARPOSS的P3SE在FANUC系統上的應用,介紹了GAP的工作原理、硬件連接、自學習與調整及程序的編輯,為實現數控機床的高效率、高質量和高安全性生產提供了一種手段。
隨著現代化加工技術的不斷發展,對加工的質量、效率、全自動化要求越來越高。現代化工廠里全是數控機床和全自動流水線操作,在機床的自動加工過程中,匹配了很多的輔助系統和監控系統,如在數控磨床上利用消空程來實現提高生產安全,提高生產效率的使用。目前,AE(Acoustic Emission)系統在數控磨床的加工使用中已經非常成熟,國外在掌握這項技術上頂尖的產品有意大利的MARPOSS、美國的SBS和德國的DITTEL。本文以MARPOSS的P3SE在FANUC系統上的應用進行分析。
1、 P3SE 的GAP(消空程)用途
MARPOSS 的P3SE 是通過一個AE 傳感器,檢測磨床中的砂輪和工件接觸時產生的超聲波能量。測量方法是機床在進行自動磨削時,砂輪在安全位快進到工進的過程中,根據噪音極限值的設定可以檢測到砂輪和工件是否接觸;根據噪音極限值的定義可以檢測砂輪是否處于一個安全位置;可以根據檢測砂輪在修整過程中的聲波發射圖形來判斷砂輪是否完全修好。如果聲波圖形連續不間斷時,可認為此砂輪修整完成。
2 、P3SE 硬件連接
圖1 中,AE1 是連接到AE 傳感器1,Amphenol類型8-針的接頭;AE2 是連接到AE 傳感器2,Amphenol 類型8-針的接頭;COM 是串口RS232,Cannon 型9 針;AEI/O-----I/O 信號接口,Cannon型15 針的插頭(I/O 接線圖如表1 所示);AN.OUT是模擬量輸出接頭;POWER 24 VDC 是電源輸入接頭⊥-----接地(M5)。
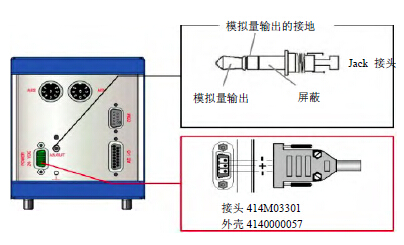
圖 1 P3SE 背部視圖
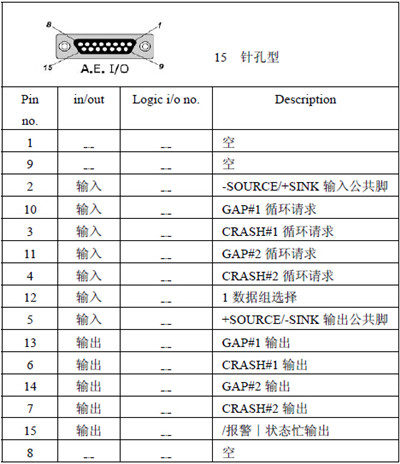
表 1 AE I/O 信號接線圖
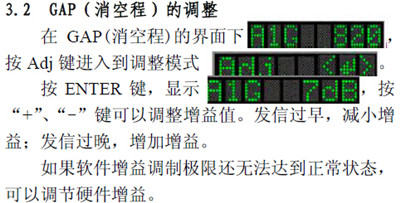
3、 P3SE 的學習與調整
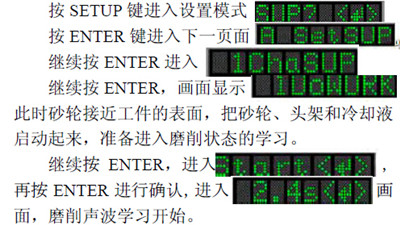
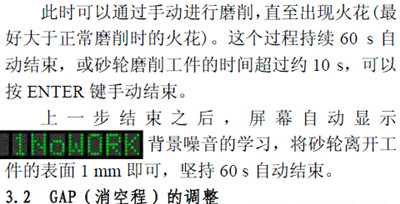
3.1 邏輯通道A 的絕對模式的學習操作步驟
4、 程序的編輯
4.1 FANUC 系統PLC 的編程(單通道)
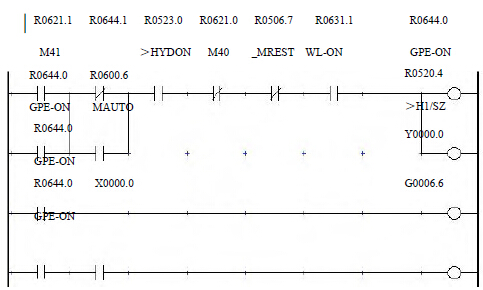
圖 2 PLC 編輯圖
Y0.0 為GAP 的循環請求
X0.0 為P3SE 的GAP 信號
M41 為GAP-ON 消空程開
M40 為GAP-OFF 消空程關
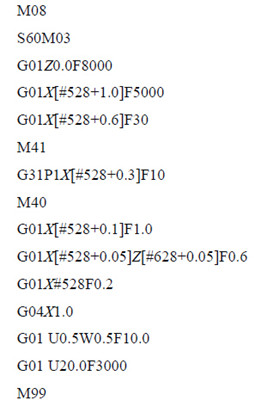
4.2 FANUC 系統NC 的編程
假設工件的磨削余量為0.4 mm 編程(變量#528
為工件外圓要求磨削到的尺寸)。
5 、結語
在數控磨床上,如果沒有使用GAP(消空程)功能,NC 編程就得按全部工件中余量最大的工件來進行編程,這樣會造成加工余量少的工件有一部分時間浪費在空行程上。另外,在上一道工序留給下道工序的加工余量一致性不是很穩定的情況下,又沒有聲波監測的功能,就會埋下安全隱患,可能造成生產的零件質量不穩定或產生安全事故。同樣,如果使用了GAP 功能,就可以充分利用聲波監測功能,做到加工過程的全控制,保證零件的質量和生產的安全性,還通過消除加工過程的空運行那段行程,從而實現加工的高效率。所以,GAP 功能為高質、高效的安全生產提供了可能。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

