


數控軋輥磨床磨削技術的新方向——4點測量3D磨削
2018-9-28 來源: 山東安卓數控科技有限公司 作者:龐景方
在造紙機上,不斷提高的運行速度和對可接受振動范圍的減小已經對造紙機輥筒的圓度、偏心率和圓柱度提出了新的要求。圓度更好的輥筒遇到的振動問題更少,條痕問題更少,造紙機的運行性能也更好(較少的紙卷斷裂),從而也會降低造紙機的維護費用。為解決以上問題,芬蘭赫爾辛基工業大學機械設計系的幾位研究人員,研究出了針對造紙機輥筒在數控軋輥磨床加工時的4點測量和3維磨削軟件。軋輥研究國際有限公司(Roll Research)為造紙行業的軋輥磨床提供新一代4點測量系統和3維磨削技術。
1 、 4點測量、3D磨削概念
3D是M D和C D測量的疊加,M D是平面的、二維的。通常說的測量技術是3D,但對于磨削工作,它本身就是一個3D的工作空間。首先,4點測量技術是水平和垂直面的疊加,是三維的,而傳統的只是水平面的,是二維的。通過4點測量能精確測量出軋輥誤差的整體情況(兩點測量是檢測不出實際情況的),能通過測量數據計算出補償磨削曲線,進行二次磨削。再依據補償磨削曲線,經過Z軸和微量進給U軸的相互運動完成補償磨削。再次,4點測量技術的理論依據和方法是:圓度測量的兩點法和三點法。兩點法適于測量具有偶數棱邊形狀誤差的外圓;而三點測量適用于測量具有奇數棱邊形狀的外圓,只有使用這兩種方法才能測量出圓度的真實情況。現在軋輥磨床大多使用的數控測量方法,都是采用單一的兩點測量為理論依據的,所以它所測量出的數據是不準確的。
另外,4點測量對校直誤差和下彎誤差的測量也優于兩點測量;還有就是利用4點測量的方法能過濾掉對測量沒有用的信息,只把有用的信息顯現出來,避免了無關信息的干擾,提高了測量數據的真實性。在測量學上,對于同一組數據,采用不同的數學模型、不同的算法,最后得出的結論是有區別的。國內習慣重視硬件的投入,忽略軟件的價值。對于西門子來說,它最有價值的不是那些電機等硬件,而是它嵌入到這些設備中的控制代碼。現在具有戰略眼光的廠商,對軟件研發上的投入越來越多。如圖1所示,在影響測量的因素當中,hardware硬件占35%,software軟件占45%,controller控制器占20%。這個數據是美國的GIDEP(政府工業數據交換項目)中提出來的。
4點測量系統的硬件,應用當今流行的碳纖維材料較傳統的鐵件更輕便、剛性好、穩定性好、成本低等。應用4點測量技術,配以專業、先進的數控系統使測量技術在軋輥磨床上的應用實現了突破性的飛躍,應用意義重大。
2、 數控軋輥磨床
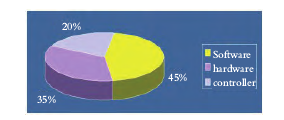
圖1 影響測量不確定的重要因素
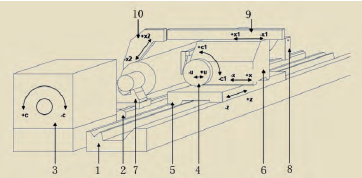
圖2 3D磨削、4點測量數控軋輥磨床7軸聯動
1-砂輪床身 2-工件床身 3-頭架 4—砂輪 5-大拖板 6-磨架(橫向
進給) 7-中心架 8-尾架 9-測量架 10-測量臂
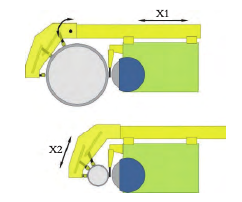
圖3 4點測量裝置安裝位置與測量臂運動
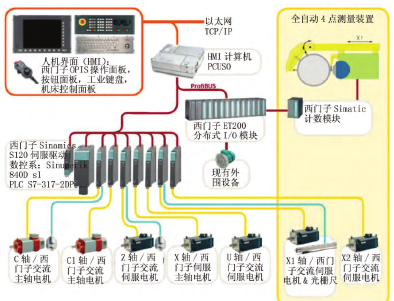
圖4 4點測量裝置與3D磨削系統的自動化系統布局
2.1 4點測量、3D磨削數控軋輥磨床各軸(如圖2)
各傳動軸:砂輪回轉主軸—C1軸、工件回轉主軸—C軸。五個為伺服驅動軸:拖板移動—Z軸、磨架移動—X軸、磨頭微量移動—曲線U軸、測量架移動—X1軸、測量臂移動—X2軸。
2.2 自動4點軋輥測量設備(如圖3)
4點測量裝置部分組成部件
● 水平測量臂。
● C型支架,碳纖維,卸裝軋輥時液壓驅動上抬。
● C型支架上三個測量頭。1個固定在支架上,另外兩個測量頭安裝在線性導軌上。
● 1個磨輪側測量臂。液壓旋轉機構。
● 可更換測量端子。
● 海德漢傳感器。
● 參照盤,用于參照絕對直徑測量。
2. 3 數控軋輥磨床所配備的西門子電氣、數控、傳動系統
西門子公司向Rol l Re s e a r c h公司提供歐洲標準版本的西門子Sinumerik 840D sl數控系統和標準的電器系統、驅動系統。Si nu mer i k 840D sl數控系統包括集成的Si matic S7‐317 PLC CPU(中央處理器),西門子Sinumerik 840D sl軟件許可,所有需要的西門子數控軟件選項許可,840D sl數控軟件,用于西門子S7‐317 P L C的P LC軟件,基于W i n d o w s 7的測量系統軟件(中文版),獨有的數控4點測量3D磨削軟件。如圖4所示。
3 2點測量與4點測量技術對比
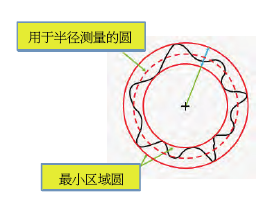
圖5 圓度及輪廓的定義

圖6 圓度測量
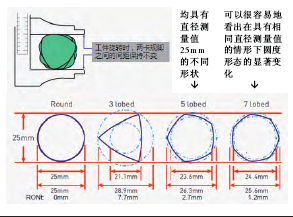
圖7 等徑外形,具有相同的直徑、不同的圓度
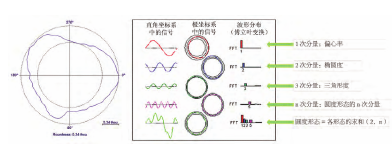
圖8 圓度形態及其波形分布
3.1 圓度(如圖5)
圓度形態:在I S O 1101中被定義為兩個在給定橫截面內的同心圓所限定的區域。圓度:在I S O 1101中被定義為兩個在給定橫截面圖9 采用混合4點測量設備(左)和兩點測量設備(右)測量的膠帶內的同心圓的半徑差。由于旋轉軸線的運動,使得對大型旋轉柱形的圓度及圓柱度測量非常困難,它等同于一臺標準圓度測量儀的主軸誤差。為了測得圓度,必須分離旋轉軸線和圓度輪廓。在徑向跳動信號測量中,是無法知道信號是來自于物體的運動還是其圓度輪廓的。在標準圓度測量儀上,通過采用非常精確的主軸來避免這個問題。
3.2 圓度的測量——2點測量技術
根據圓度在I S O 1101中的定義,對直徑進行測量不能夠獲得圓度信息。采用卡規技術測量圓度,如圖6.

圖9 采用混合4點測量設備(左)和兩點測量設備(右)測量的膠帶
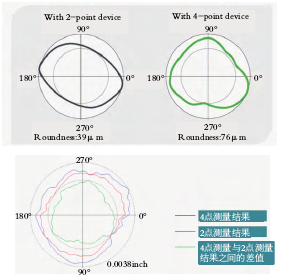
圖10 圓度形態測量結果(示例)
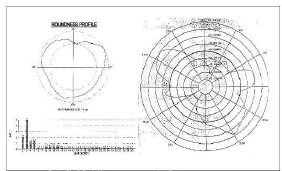
圖11 由混合4點測量設備(左)和兩點測量設備(右)測量的三角形輪廓
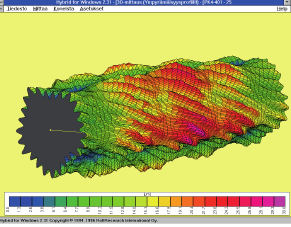
圖12 軋輥在生產時可能會產生振動
如果不進行準確測量,是無法確定什么地方出了問題圖7中顯示了具有不同奇數葉瓣(波動每轉)但直徑相同的外形。如果采用2點測量方法,比如游標尺,來測量這些外形的圓度,當旋轉具有這些外形的工件時,是無法發現任何差異的。在軋輥幾何尺寸測量中使用的傳統設備都是基于2點測量方法的。如圖8所示。2點測量技術:不能測量目標對象的真實圓度形態;偶數波形的形態(例如橢圓度、四邊形度等)可以獲得,但是奇數波形無法采集到。
3. 3 4點測量方法與2點測量方法的比較
膠帶測試:在軋輥表面貼上一小段膠帶后,采用這兩種系統來進行測量。從圖9中看出某主要軋輥磨床制造商的兩點測量設備(右)無法區分奇數波形的圓度輪廓。傳統的測量設備僅僅能夠測得不同輪廓的徑向跳動和直徑差異外形。圓度形態測量結果(如圖10~圖12)。因為造紙機輥筒振動問題,通過造紙機輥筒常規測量、磨削與4點測量3D磨削得出了一份對比:(1)質量差的造紙機輥筒比質量好的造紙機輥筒在機運行時間的縮短,要超過40%;(2)帶軸承磨削,3D補償磨削要比傳統的補償磨削,輥子的圓度形狀提高了97%;(3)造紙機的開機率提高;(4)造紙機輥筒維修成本降低;(5)造紙機生產利潤提高。
4 4點測量、3D磨削
4.1 3D磨削(圖13)
(1)基于對M D形態(圓度形態和跳動)以及CD形態(直徑差異形態和校直等)的精確測量,軋輥得以根據M D和CD曲線進行補償磨削從而獲得高精度的軋輥形態。
(2)在磨削前利用4點測量設備對M D形態(圓度形態和跳動)以及CD形態(直徑差異形態和校直等)精確測量。
(3)測量結果在磨削中作為補償曲線利用。
(4)獲得理想的軋輥形態。
(5)MD→用于圓度形態和跳動。
(6)CD→用于直徑差異形態及校直等。
4.2 3D輥子外形測量技術,輔助輥子精密研磨
如圖14所示,4點測量系統與3D磨削技術為軋輥測量帶來無與倫比的準確度,輥子輪廓的測量結果接著被處理成一個表面狀況的三維圖像,這在兩點測量技術是不可能的。處理后的圖像與紙頁全幅縱、橫向分布相結合,這個三維圖像就可以很容易地定出缺陷所在的位置。在隨后的研磨過程中,輥子表面輪廓根據預定的同心幾何形狀進行修整,結果就成了理想的輥子幾何形狀。
4. 3 影響磨削質量的因素及解決方法
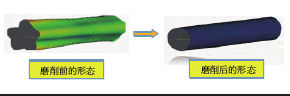
圖13 磨削前后的形態變化
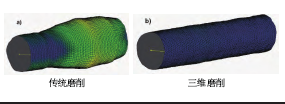
圖14 軋輥磨削后的幾何形態
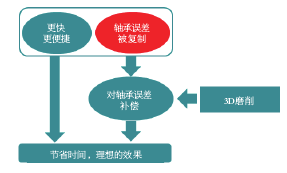
圖15 帶箱磨削
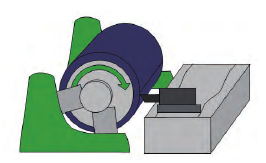
圖16 導軌誤差補償磨削
4. 3.1 帶(軸承)箱磨削時為了避免軸承誤差,通常在磨削前把軸承座從軋輥上拆卸下來,使得對軋輥的服務需要更長的時間。 在采用對軋輥的3D測量和3D補償磨削,對軸承誤差進行補償,就可以進行帶箱磨削,并且能夠得到理想的軋輥形態。如圖15。
4. 3.2 導軌誤差補償磨削(圖16)
直徑變化主要是由于機床導軌直線度誤差引起的。軋輥加工的精度不再僅僅是關于機床本身的精度,還和測量系統以及控制系統的精度緊密相關。由于有了測量和控制系統,現在對機床的主要要求是其穩定性,而不是其機械精度。對軋輥的校直也不再像以前那么重要。
4. 3. 3 圓度誤差自動補償磨削(圖17)
如果軋輥的圓度誤差在其整個長度上不是均一分布,也將導致直徑變化外形誤差。在補償軋輥直徑變化時,將所測得的數據存儲在控制系統中,通過計算得到補償曲線,進行補償磨削。 軋輥剛性差異會導致圓度誤差,系統對由軋輥剛性差異引起的圓度誤差進行補償磨削。
4. 3.4 校直誤差自動補償
在軋輥安裝時,軋輥無需非常精確地平行于Z軸進行校直。校直偏差可以通過以下方式進行補償:采用最初的校直測量數據和補償、在每次補償磨削中自動補償。
4. 3. 5 偏心補償(圖18)
沒有偏心補償功能的情形下,在開始磨削前,軋輥必須在磨床上空轉幾個小時來消除軋輥上的熱膨脹差異。 采用偏心補償功能,軋輥的偏心誤差可以進行測量并在磨削時進行補償,從而允許軋輥在磨床上的安裝工作完成后可以立即開始磨削工作。
4 . 4 輥筒數據管理系統
輥 筒 數 據 管理系統基礎版包括安裝于磨床測量用計 算 機 上 的 本 地SQL數據庫和相關軟件。本 地 數 據 庫軟件,安裝于測量用計算機上的混合磨削控制軟件包含以下數據庫:輥筒測量數據、輥筒、TECHNOLOGY技術進步輥筒類型(當為數據庫創建新軋輥時可用作模版)、砂輪、砂輪類型(新砂輪的修整)、操作人員、報表語言。
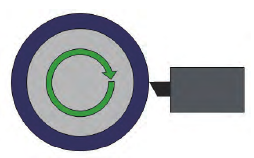
圖17 圓度誤差自動補償磨削
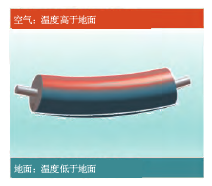
圖18 偏心補償
圖19 測量數據庫
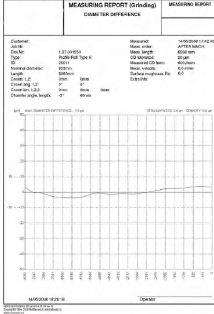
圖20 輥筒的卡規形態(外形誤差)變化
4. 5 數據庫軟件
如圖19所示,某個測量數據可以通過首先選擇軋輥列表(黃色列表)中的軋輥序列號,然后從測量數據清單中找到。測量設備將所有測量數據存儲于測量數據庫中。上一次指定軋輥的測量數據可以從存檔中選出讀取。工件的其它測量和加工信息也可以保存下來。軟件會存儲加工使用過的程序清單。當下次磨削同一根軋輥時,可以調用上一次的磨削程序清單。用戶不需要重新輸入所有的參數信息,這樣工作效率更高。測量設備可根據I S O9000系統的要求進行校準。圓度校準采用通過M I K E S(芬蘭計量鑒定中心)測量的測試碟進行校準。
4.6 輥筒的測量報告示例
如圖20、圖21所示,采用三維測量,可以創建工件外殼示意圖。測量數據可選用不同方式進行表述:用圓柱坐標(作為輥筒整體)或者用直接坐標系統以軋輥外殼擴展圖像的方式進行表述。如果需要,工件可以以不同方式進行旋轉和縮放,使得制作的報表清晰明了。
5 4點測量、3D磨削技術的優點 在軋輥磨削車間:
● 帶(軸承)箱磨削→節省時間,更好的磨削效果
● 自動校直誤差補償→節省時間,更好的磨削效果
● 對軋輥剛性差異引起的圓度→更好的磨削效果
● 誤差補償
● 偏心補償→節省時間,更好的磨削效果
● 軋輥問題的快速分析(需RRI技術協助)→更好的磨削效果在造紙過程中:
● 改善輥筒振動問題
● 改善紙張的兩面差及平滑度
● 延長輥筒在造紙機上的運行時間
● 降低造紙機振動水平和振紋
● 降低由振動引起的生產中斷
● 提升造紙機速度的可能性
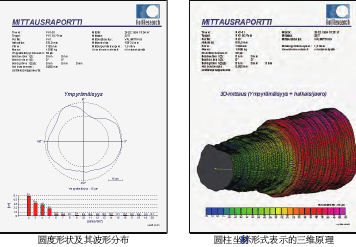
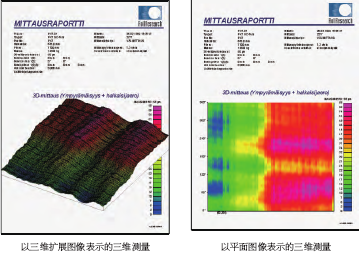
圖21 測量后生成的三維圖像
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

