


螺旋電極電火花小孔加工排屑仿真和試驗
2015-11-13 來源:數控機床市場網 作者:曹一龍,曹明讓,郝岳峰,袁玉成
摘要: 在電火花小孔加工中,排屑困難一直是困擾加工速度的一個重要問題。通過對工具電極改進,用螺旋電極進行電火花小孔加工,使其改變加工過程中間隙流場的流動狀態以及電蝕產物的受力,達到增強小孔加工過程中的排屑能力,進而提高加工速度的目的。利用Gambit 軟件建立仿真模型,應用Fluent 對小孔加工過程中排屑進行仿真,對其壓力場和速度場進行分析,研究其加工機理。在D703F 高速電火花小孔加工機床上進行了試驗研究,結果表明螺旋電極電火花小孔加工速度最大提高了20%。
自從1943 年前蘇聯學者拉扎連柯( Lazarenko) 夫婦發現放電蝕除現象后,電火花加工在之后的70 多年里得到了飛速的發展,它已廣泛應用于生產實踐,據相關資料介紹,目前電火花加工機床已占世界機床市場的6%。電火花小孔加工是電火花加工的重要組成部分,據統計帶孔零件大約占據了零件總數的50% ~ 80%,電火花小孔加工作為目前加工小孔的一種重要手段,因其可加工任何導電材料而不受工件材料硬度限制,非接觸式加工,對工具的剛度和強度要求較低,被加工件表面應力變化小等優點,在實際工業中被廣泛應用。在電火花小孔加工中,加工速度一直是其研究和應用中存在的主要問題,如何提高加工速度是我們不斷探討的命題。影響電火花小孔加工速度的因素很多,如加工電參數、工作液及其它加工環境等。排屑能力是影響電火花小孔加工速度的一個重要因素,眾所周知,電火花加工的電蝕產物如果不能及時排出放電間隙之外,將會導致電極短路和非正常放電,最終使加工速度下降,甚至不能加工。在電火花小孔加工中,為了改善排屑條件,提高加工效率,研究人員做了各種嘗試,如采用超聲電火花復合加工,通過超聲空化作用,提高小孔加工的排屑能力; 采用圓柱電極削邊的方法,以增大排屑通道,達到改善排屑條件的目的; 還有從工作液入手,利用特殊工作液,以減小電蝕顆粒的凝聚和沉降,進而增強其排出性等。上海交通大學許加利等人用Fluent分別對圓柱電極和螺旋電極的底部和側面流場進行仿真,得到了圓柱電極和螺旋電極在不同轉速下的加工速度對比,討論了電極轉速對加工速度的影響,得出螺旋電極可以提高電火花小孔加工的加工速度的結論。本文研究了圓柱電極和螺旋電極間隙工作液流場流動狀態的區別,利用螺旋電極的方法,意在增大排屑通道的同時,使加工排出物在其排出過程中流動方式改變,進而提高其排出性和提高加工速度。
1 加工間隙流場仿真
1.1 幾何模型
結合試驗研究中的加工參數,仿真中工具電極外徑為3 mm 的黃銅空心圓柱電極和螺旋電極,加工深度為100mm,取放電間隙為100 μm,設工作液為純水,溫度為25℃時,其動力黏度μ = 8. 94 × 10 - 4 Pa·s,運動粘度ν = 8. 97 ×10 - 7 m2 /s。普通圓柱電極和螺旋電極的幾何模型,如圖1所示。
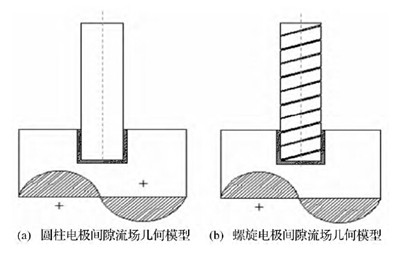
圖一:幾何模型
利用gambit 有限元軟件對圓柱狀電極和螺旋電極建立模型并進行網格劃分。如圖2 所示。
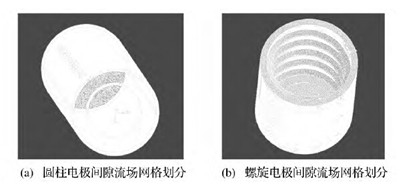
圖二:網格劃分
1. 2 理論模型
在圓柱電極內,通過雷諾數的計算并與臨界雷諾數對比,確認側向間隙內流體運動狀態,雷諾數Re 表示為:Re = vdρμ = vdν( 1)式中: v 為流速,d 為管徑、ρ 為動力黏度,ν 為運動粘度。通過計算可知圓柱電極側向間隙內水流的雷諾數小于2 000,由此可以確定,側向間隙內工作液的運動狀態為層流。在螺旋電極的間隙流場內,螺紋區域邊壁變化的局部阻礙為突變,如圖3 所示。

圖三:螺紋處流體流動示意圖
當流體通過突變的局部阻礙時,由于慣性力處于支配地位,流動不能像邊壁那樣突然轉折,于是在邊壁突變的地方,出現主流與邊壁脫離的現象,主流與邊壁之間形成旋渦區,旋渦區內的流體并不是固定不變的,形成的大尺度旋渦,會不斷地被主流帶走,補充進去的流體,又會出現新的旋渦,如此周而復始。擠壓的力,使得電蝕產物在水流壓力和螺紋面反作用力的共同作用下達到水平分力相對平衡的位置。由于螺紋區流體的旋渦作用導致局部能量損失,能量損耗可由方程
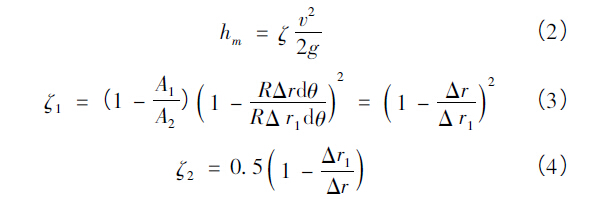
算得:式中: hm為局部能量損失,ζ1和ζ2為管徑變化的局部阻力系數,v 為流速,A1為突變前流體截面積,A2為突變后流體截面積,Δr1為螺紋最深位置與被加工件邊壁距離,Δr 為非螺紋區域兩邊壁間隙距離,R 為工具電極半徑,由于放電間隙相對于工具電極半徑小得多,所以取近似值R≈R + Δr≈R + Δr1。能量損失使得螺紋區及其周邊流體流速降低,作用力減小,從而導致電蝕產物、尤其是團聚結構進入螺紋后橫向壓力減少,使其在螺紋槽內堆積,并在延螺旋線方向分力的作用下順著螺紋向上移動,這使得放電間隙內沉積物堵塞現象得到緩解,從而減少了排屑不暢而導致的不斷抬刀現象,提高加工速度。
1. 3 仿真結果及分析
( 1) 圓柱電極和螺旋電極壓力場仿真結果如圖4 所示電火花小孔加工底部電蝕產物堆積使其在此處團聚,團聚結構會導致在排出過程中通道堵塞。
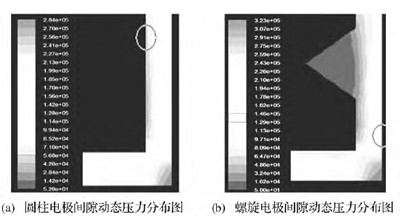
圖四:動態壓力分布圖
從圖4 可以看出,圓柱電極和螺旋電極的間隙流場內都會有一定的壓力變化,相對于圓柱電極,螺旋電極底部邊角壓差明顯變大。而壓差作用于電蝕產物,促使電蝕產物不斷向低壓區移動,使螺旋電極底部電蝕產物堆積現象得到改善。螺旋電極側向間隙區域內,螺紋槽及螺紋槽周邊范圍形成低壓區域,使的電蝕產物趨向于螺紋槽流動,在此處形成旋渦區,電蝕產物在壓力作用下向螺紋槽內流動,并沿螺線方向向上移動。
( 2) 圓柱電極和螺旋電極速度場仿真結果如圖5 所示由圖5 可以明顯看出圓柱電極間隙流場為層流,而螺旋電極螺紋槽周邊間隙流場為紊流。首先螺旋電極在底部邊角處速度更大,減少了電蝕產物在此處的堆積。而在側向間隙區域內,在螺紋槽內形成明顯的旋渦區,使得電蝕產物進入螺紋槽,并在螺紋上下面的壓力作用下沿螺線方向移動。放電間隙內電蝕產物,尤其是其中的團聚結構減少,進而減少了側向流場內的堵塞現象,電蝕產物的排出更通暢。
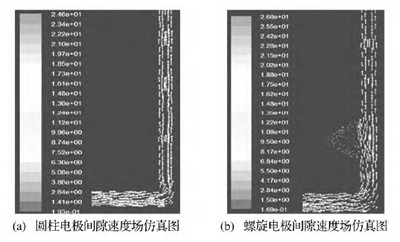
圖五:速度場仿真圖
2 實驗結果及分析
該實驗在D703F 高速電火花小孔加工機床上進行,使用正極性加工,工作電壓為25 V,脈沖寬度為80 μm,被加工件為厚度10 mm 的不銹鋼,工具電分別為Φ3 mm,Φ2. 5 mm和Φ2 mm 的中空黃銅圓柱電極和螺旋電極,螺旋電極的螺紋寬度為0. 2 mm,深度為0. 2 mm,螺距2 mm,圖6 為實驗用圓柱電極和螺旋電極,小孔加工工作示意圖如圖7 所示,在其它條件不變的情況下,改變加工電流得到加工速度隨電流變化如圖8 所示。
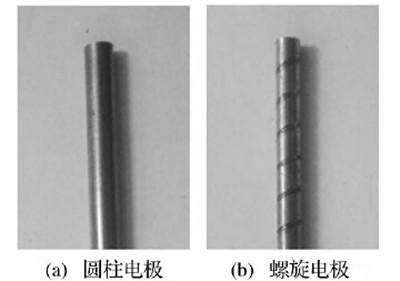
圖六:試驗用圓柱電極與螺旋電極
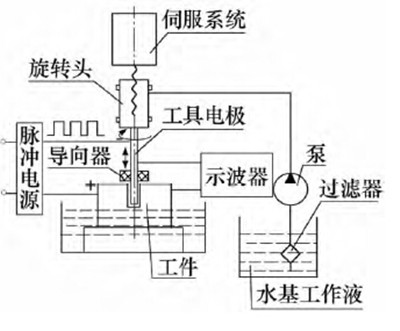
圖七:電火花小孔加工工作示意圖
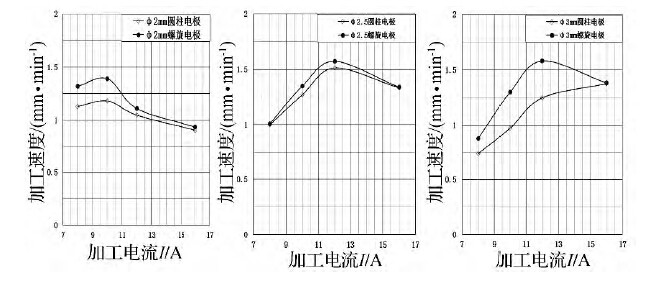
圖八:不同直徑螺旋電極與圓柱電極速度對比
圖8 表明,無論是圓柱電極還是螺旋電極,隨著加工電流不斷增大,加工速度也增大,但速度增大到一定程度后,隨著電流增加加工速度反而下降,其原因是隨著電蝕量的增大排屑能力達到了飽和,電蝕產物不能及時排出,從而導致電火花加工速度降低。橫向比較Φ3 mm,Φ2. 5 mm 和Φ2 mm三種直徑電極的試驗結果可知,隨著電極直徑的減小,排屑能力不斷減弱,最大加工速度所處加工電流不斷變小。圖8還表明,無論Φ3 mm,Φ2. 5 mm 和Φ2 mm 直徑的電極,螺旋電極具有更強的排屑能力,所能達到的最大加工速度更大;并且在達到最大加工速度前,加工速度隨著電流的增大而提高的更快。這是由于螺旋電極改變了電火花小孔加工間隙流場內流體的流動狀態,使得圓柱電極間隙流場的層流變為螺旋電極的紊流。螺紋槽內形成旋渦區,使得電蝕產物進入螺紋槽,而由于流體能量減少,電蝕產物堆積在螺紋槽內,并在螺紋上下兩壁面壓力下沿螺線方向向上排出,減少了放電間隙內加工廢液堵塞的可能性,提高了其排屑速度和最大排屑能力。而當螺旋電極排屑能力達到飽和后,螺紋槽內不能再容納更多的電蝕產物,而紊流運動使得間隙內流體能量損耗比圓柱電極大,這導致了流體對電蝕產物的沖擊力減小,使得間隙內電蝕產物濃度更容易變大,所以在加工速度達到最大后,加工速度隨著脈沖電流的增大而降低的更快。
3 結論
( 1) 通過對電火花小孔加工的fluent 仿真和實驗研究表明,使用螺旋電極改變了電火花小孔加工間隙流場內流體的流動狀態,使得圓柱電極間隙流場的層流變為螺紋電極的紊流。螺紋槽內形成旋渦區,使得電蝕產物進入螺紋槽,流體能量減少,電蝕產物堆積在螺紋槽內,并在螺紋上下兩壁面壓力下沿螺線方向向上排出,減少了放電間隙內加工廢液堵塞的可能,進而提高加工速度,在取得一定電參數的情況下,加工速度最大可提高20%。
( 2) 由于在實際加工過程中,流體在螺紋槽內能量損失過于嚴重,導致其對電蝕產物的壓力減弱,使得電蝕產物在螺紋槽內移動速度過低,并且螺紋槽內部空間較小,不足以容納過多的電蝕產物,所以導致螺旋電極對最大加工速度的提高較少,且容易達到最大加工速度。所以做出下列預測:可以通過增大螺距來提高電蝕產物沿螺線方向的受力,應用雙線螺紋或多線螺紋以增加螺紋槽密度,提高螺紋槽對間隙流場的影響,增加螺紋寬度以提高螺紋內電蝕產物容量,進而提高加工速度。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

