


電火花線(xiàn)切割加工Crl2MoV的參數(shù)優(yōu)化
2016-12-15 來(lái)源:太原理工大學(xué)機(jī)械工程學(xué)院 作者:殷靜凱,李文斌
摘要:利用電火花線(xiàn)切割加工Crl2MoV鋼這種重要的模具材料時(shí),其材料去除率和表面粗糙度是衡量加工質(zhì)量的重要性能指標(biāo)。故通過(guò)正交實(shí)驗(yàn),利用極差分析和方差分析探索電火花線(xiàn)切割電參數(shù)(脈寬時(shí)間、脈間時(shí)間、峰值電流和間隙電壓)對(duì)其性能指標(biāo)的影響,并應(yīng)用灰關(guān)聯(lián)分析法,合理選擇參數(shù),解決參數(shù)組合的優(yōu)化問(wèn)題。結(jié)果表明,利用經(jīng)優(yōu)化后的參數(shù)組合加工實(shí)驗(yàn)試件,達(dá)到了預(yù)期的加工效果,這一方法可為實(shí)際生產(chǎn)中利用電火花線(xiàn)切割加工Crl2MoV鋼提供理論指導(dǎo)。
關(guān)鍵詞:Crl2MoV;電火花線(xiàn)切割加工;電參數(shù);正交實(shí)驗(yàn);灰關(guān)聯(lián)度法
1.引言
電火花線(xiàn)切割加工(w№cut Electrical Discharge Machining,WEDM)作為一種重要的非傳統(tǒng)加工方式已經(jīng)被廣泛的應(yīng)用于加工復(fù)雜的形狀與外形Ⅲ,由于該加工不依靠切削力,故利用電火花線(xiàn)切割加工高硬度、高復(fù)雜度的模具具有獨(dú)特的優(yōu)勢(shì)。Crl2MoV是一種重要的冷作模具鋼材料,為了提高其成型精度,避免熱加工對(duì)模具零件的影響,線(xiàn)切割加工往往安排在模具熱處理后進(jìn)行罔。而Crl2MoV鋼經(jīng)過(guò)熱處理后硬度,>60HRC,利用傳統(tǒng)切削加工很難進(jìn)行,所以選擇利用電火花線(xiàn)切割加工Crl2MoV鋼。在加工過(guò)程中,影響加工效果的因素很多,其中,電參數(shù)是關(guān)鍵因素之一,因此電參數(shù)的選擇尤為重要。在生產(chǎn)中,雖然廠家針對(duì)各機(jī)床配有工藝數(shù)據(jù)表,但是操作者參考簡(jiǎn)單的工藝表選擇電參數(shù)是遠(yuǎn)遠(yuǎn)不夠的,因此需要一種科學(xué)的分析方法合理地選擇電參數(shù)。基于上述思路,進(jìn)行了電火花線(xiàn)切割加工Crl2MoV鋼的電參數(shù)的優(yōu)化,通過(guò)正交實(shí)驗(yàn),以較少的實(shí)驗(yàn)次數(shù)得出各電參數(shù)的影響作用,并且采用多目標(biāo)優(yōu)化方法:灰關(guān)聯(lián)分析法,將材料去除率和表面粗糙度進(jìn)行關(guān)聯(lián)分析,合理選擇參數(shù),獲得一組最佳的電參數(shù)組合,解決參數(shù)組合的優(yōu)化問(wèn)題。
2.實(shí)驗(yàn)設(shè)備及方法
本實(shí)驗(yàn)的平臺(tái)是北京阿奇夏米爾公司ACTSPARK FW-I型數(shù)控高速走絲電火花線(xiàn)切割機(jī)床,加工材料為經(jīng)過(guò)高溫淬火的Crl2MoV鋼,加工厚度20 mill。采用正交實(shí)驗(yàn)法,探討脈寬時(shí)間ON、脈間時(shí)間OFF、峰值電流IP和間隙電壓SV這四個(gè)電參數(shù)對(duì)線(xiàn)切割加工Crl2MoV鋼的材料去除率和表面粗糙度的影響,并進(jìn)行極差分析和方差分析,通過(guò)灰關(guān)聯(lián)分析法,優(yōu)化電參數(shù)組合,得到一組最佳的加工參數(shù)組合,從而為科學(xué)地設(shè)定電火花切割加工參數(shù)提供了指導(dǎo)。實(shí)驗(yàn)中考察的加工性能指標(biāo),材料去除率為加工材料表面積與機(jī)床記錄JJn-r時(shí)間的比值,表面粗糙度值是利用TR200手持式粗糙度儀進(jìn)行測(cè)量所得。
3.實(shí)驗(yàn)過(guò)程及結(jié)果分析
3.1因素水平設(shè)置
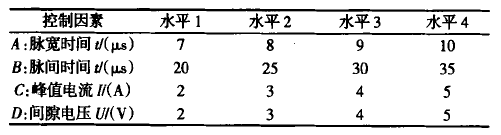
大量研究表明,在電火花線(xiàn)切割加工中,脈寬時(shí)間、脈間時(shí)間、峰值電流和間隙電壓為影響其加工性能的主要因素H。脈寬時(shí)間和峰值電流是決定單個(gè)脈沖能量大小的重要因素四,它們對(duì)材料去除率和表面粗糙度的影響起決定性作用。隨著脈寬時(shí)間和峰值電流的增大,材料去除率隨之增大,同時(shí)表面粗糙度變差161。但是為了追求大的加工效率而不斷增大脈寬時(shí)間和峰值電流是不可取的,因?yàn)閷?duì)于脈寬時(shí)間,太大的數(shù)值會(huì)使蝕除物來(lái)不及排除而引起斷絲;同樣,過(guò)大的峰值電流會(huì)使蝕除物顆粒變大,而導(dǎo)致絲損,甚至也可能造成斷絲。脈間時(shí)間作為影響線(xiàn)切割加工性能的重要電參數(shù),它是兩個(gè)連續(xù)電壓脈沖之間的時(shí)間。故脈間時(shí)間不能太小,以免引起電弧和斷絲FI,相反脈間時(shí)間不能太大,這樣會(huì)造成短路,影響加工質(zhì)量。間隙電壓也是不容忽視的電參數(shù)之一,其過(guò)小會(huì)造成排屑不暢,過(guò)大會(huì)影響加工效率。于此,依據(jù)各電參數(shù)對(duì)性能指標(biāo)的影響規(guī)律,合理地選擇各因素的水平,采用正交實(shí)驗(yàn)對(duì)加工參數(shù)的影響因素進(jìn)行分析所使用的控制因素(即加工參數(shù))包括脈寬時(shí)間、脈間時(shí)間、峰值電流和間隙電壓等四個(gè)因素。實(shí)驗(yàn)中各因素水平設(shè)置,如表1所示。每個(gè)電參數(shù)選取四個(gè)水平,因此選擇L16(45)正交表。
表1控制因素與水平設(shè)置
3.2極差分析
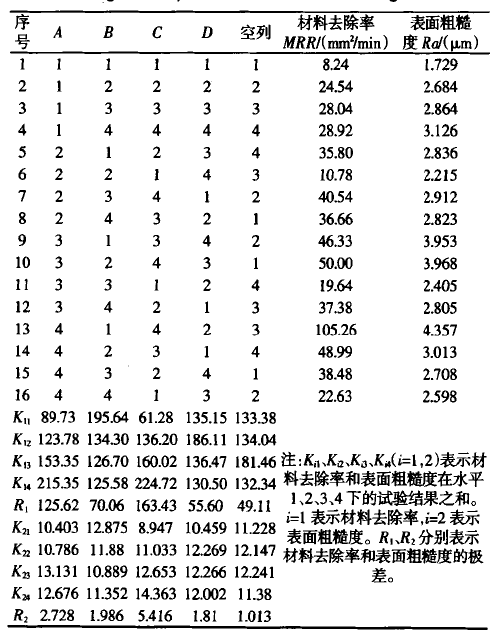
各因素的水平的改變對(duì)實(shí)驗(yàn)結(jié)果的影響是不同的,極差越大,說(shuō)明該因素對(duì)實(shí)驗(yàn)指標(biāo)的影響越大同。16組試驗(yàn)中,每個(gè)因素在每個(gè)水平下進(jìn)行了4次試驗(yàn),極差表示的是任一列上各水平對(duì)應(yīng)的試驗(yàn)結(jié)果之和中最大值與最小值的差,其計(jì)算結(jié)果,如表2所示。對(duì)于材料去除率,Rc>R.>R挪文R表示極差),因此各因素對(duì)該性能指標(biāo)影響程度的大小依次是:C(峰值電流),A(脈寬時(shí)間),B(脈間時(shí)間),D(間隙電壓)。對(duì)于表面粗糙度,Rc>R。姐痧如,故影響表面粗糙度的因素從強(qiáng)到弱依次是:c(峰值電流),A(脈寬時(shí)間),曰(脈聞時(shí)間),D(間隙電壓)。
3.3方差分析
在極差分析中因?yàn)椴荒芄烙?jì)誤差的大小,故不能準(zhǔn)確判斷各因素對(duì)實(shí)驗(yàn)結(jié)果的影響程度。因此應(yīng)用方差分析,通過(guò)先計(jì)算各因素的離差平方和,然后計(jì)算自由度,均方和,值,最后進(jìn)行F檢驗(yàn)的方法,不僅可以彌補(bǔ)極差分析的缺陷,而且可以判斷各因素影響的顯著性。材料去除率和表面粗糙度的方差分析表,如表3、表4所示。由表3可知對(duì)于材料去除率:玲R∞(3,3),,k(3,3)>B>R。(3,3),晶、Fo<FQ。(3,3),所以峰值電流比脈沖寬度的顯著性高,脈間時(shí)間和間隙電壓對(duì)于材料去除率的影響小于峰值電流和脈沖寬度,實(shí)驗(yàn)誤差對(duì)于材料去除率的影響遠(yuǎn)小于實(shí)驗(yàn)因素對(duì)它的影響。從表4可以看出,各個(gè)因素對(duì)表面粗糙度影響的顯著性與材料去除率中的結(jié)果是一樣的,實(shí)驗(yàn)誤差同樣遠(yuǎn)小于實(shí)驗(yàn)因素的影響。
3.4灰關(guān)聯(lián)分析
灰關(guān)聯(lián)分析,目的是定量的表征各因素之間的關(guān)聯(lián)程度。利用方差和極差只能對(duì)其中—個(gè)指標(biāo)進(jìn)行分析,而后需要通過(guò)綜合推斷達(dá)到多指標(biāo)的平衡。對(duì)于灰關(guān)聯(lián)分析,它能對(duì)多指標(biāo)之間的關(guān)系進(jìn),15-tit化研究。在本實(shí)驗(yàn)中,利用灰關(guān)聯(lián)分析定量地確定材料去除率和表面粗糙度的關(guān)系,從而更合理的選擇最優(yōu)的加工參數(shù)組合。
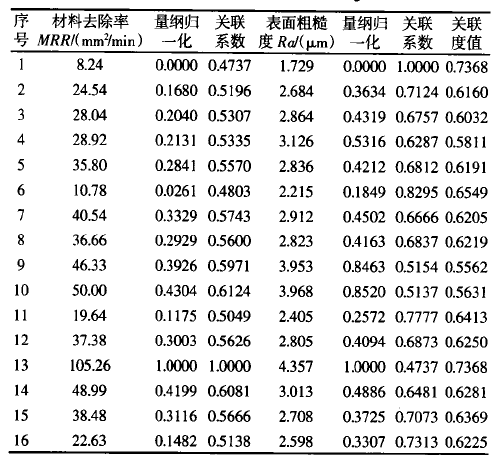
表2 正交試驗(yàn)結(jié)果與極差計(jì)算
3.4.1灰關(guān)聯(lián)度值的計(jì)算
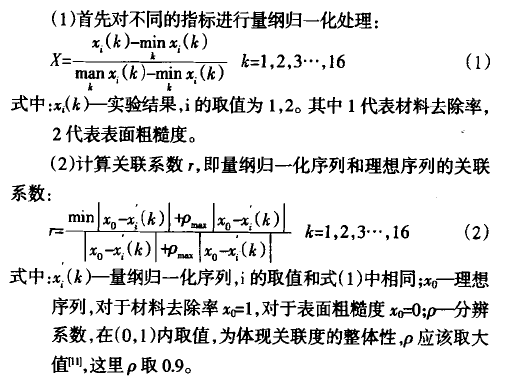
表3材料去除率方差分析
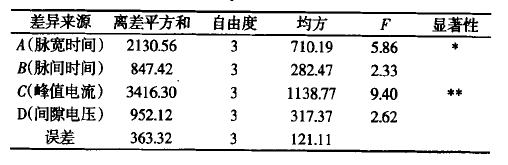
表4表面粗糙度方差分析
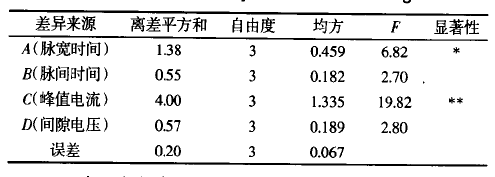
表5材料去除率和表面粗糙度的
3.4.2最優(yōu)加工電參數(shù)分析
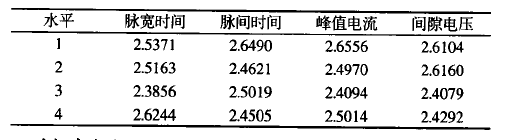
材料去除率和表面粗糙度的關(guān)聯(lián)度分析結(jié)果,如表5所示。在電參數(shù)某一水平下,若灰關(guān)聯(lián)度值之和最大,則說(shuō)明這一電參數(shù)在此水平下能使材料去除率和表面粗糙度關(guān)聯(lián)度達(dá)到最大,即這兩項(xiàng)加工性能指標(biāo)同時(shí)達(dá)到最優(yōu)I一21。表6列出了各因素在每一水平下灰關(guān)聯(lián)度值之和。從表中可知:脈寬時(shí)間在水平4(10斗s),脈間時(shí)間在水平1(20斗s),峰值電流在水平1(2A),間隙電壓在水平2(3v)下,材料去除率和表面粗糙度關(guān)聯(lián)度值達(dá)到最大值,所以確定此組合為最優(yōu)加工參數(shù)組合。
3.5實(shí)驗(yàn)驗(yàn)證
通過(guò)灰關(guān)聯(lián)分析,得出一組最佳參數(shù)組合,并利用此組合進(jìn)行加工,進(jìn)行實(shí)驗(yàn)驗(yàn)證。驗(yàn)證實(shí)驗(yàn)中,嚴(yán)格控制實(shí)驗(yàn)因素之外的影響因素,使得同正交實(shí)驗(yàn)過(guò)程保持一致。將加工獲得的(10×20)mm的試件進(jìn)行測(cè)量計(jì)算,其材料去除率為26.1 3mm2/min,表面粗糙度為1.82 1 1xm。利用此材料去除率值和表面粗糙度值計(jì)算得到灰關(guān)聯(lián)度值為0.7435,相比于16組試驗(yàn)(表5)中的灰關(guān)聯(lián)度值最大。實(shí)現(xiàn)了在材料去除率不低的情況下,表面粗糙度得到了很大的提升,加T效果達(dá)到了預(yù)期結(jié)果,驗(yàn)證了利用灰關(guān)聯(lián)分析得出的參數(shù)組合是合理的。
表6在某一電參數(shù)水平下灰關(guān)聯(lián)度值
4.結(jié)束語(yǔ)
通過(guò)正交實(shí)驗(yàn),采用極差分析和方差分析,并利用灰關(guān)聯(lián)分析法,得出了電火花線(xiàn)切割加工Crl2MoV時(shí),四個(gè)電參數(shù)(脈寬時(shí)間ON、脈間時(shí)間OFF、峰值電流IP、間隙電壓sv)對(duì)材料去除率與表面粗糙度的影響規(guī)律,并獲得最佳參數(shù)組合。即:(1)通過(guò)極差分析和方差分析,得出了峰值電流和脈寬時(shí)間在加工過(guò)程中對(duì)材料去除率和表面粗糙度作用最大,脈間時(shí)間和間隙電壓作用次之。在保證其他因素不變的情況下,可采用改變電參數(shù)的方法,根據(jù)實(shí)際要求對(duì)兩項(xiàng)性能指標(biāo)進(jìn)行合理取舍。(2)應(yīng)用灰關(guān)聯(lián)分析,將材料去除率和表面粗糙度的值關(guān)聯(lián)后,進(jìn)行量化比較,可以得到實(shí)驗(yàn)之外的參數(shù)組合。依據(jù)實(shí)驗(yàn)與分析推理出最佳參數(shù)組合,即:脈寬時(shí)間為10μs,脈間時(shí)間為20μs,峰值電流為2A,間隙電壓為3v。在此組合下,材料去除率和表面粗糙度灰關(guān)聯(lián)度值達(dá)到最大,兩項(xiàng)加工性能指標(biāo)均達(dá)到預(yù)期的結(jié)果。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車(chē)銷(xiāo)量情況
- 2025年5月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車(chē)銷(xiāo)量情況
- 2025年4月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車(chē)銷(xiāo)量情況
博文選萃
| 更多
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線(xiàn)切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷(xiāo),害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車(chē)床加工刀具補(bǔ)償功能
- 車(chē)床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別