


摘要:激光切割機床在切割板材時不同的聚焦鏡焦點位置對穿孔和切割效果有較大影響,因此需要頻繁調整聚焦鏡的焦點位置來實現板材90T中快速穿孔和切割。如果進行手動焦點調整,則操作繁瑣,而且影響效率。變形鏡的曲率變化可以使激光光束在傳導至聚焦鏡時焦點隨之變化,因此可以將變形鏡應用在激光機床上作為自動調整焦點裝置,從
而提升機床使用效率。
關鍵詞:變形鏡;焦點;激光機床
0 引言
激光切割機在板材加工中的應用越來越廣泛,但由于早期機床技術薄弱,機床功能不太完善,僅僅能夠勉強滿足使用。而目前激光技術發展突飛猛進,機床原有功能已不能適應當前需要,如果能在相關功能上進行改造,可以提高機床性能,在花費盡可能少的情況下就可以滿足客戶的需要。某公司欲對早期購買的數控激光切割機在提高機床加工效率上進行相關改進。
1、背景技術
該機床為2008年的激光切割機,該機床采用FANUC C02的4 kW激光器,數控系統為FANUC 18i—L。通過對該機床的結構、性能、精度等進行全面分析,我們發現機床性能良好,切割速度快,工件的切割斷面光潔。但是切割頭的焦點調整為手動調整,比較繁瑣和費時;同時機床在加工6 mm厚以上的碳鋼板材,穿孔時間過長,嚴重影響了機床的加工效率。因此僅需縮短機床切割時的穿孔時間和焦點自動調整改進就可以提高機床整個加工效率。
2 、設計原理
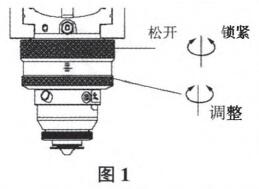
由于激光切割機床在切割板材時不同的聚焦鏡焦點位置對穿孔和切割效果有較大影響,因此需要頻繁調整聚焦鏡的焦點位置。早期機床一般采用的是通過手動調
整切割頭焦點,如圖1。
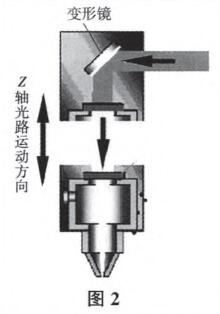
在切割碳鋼板材時,切割時焦點在板材表面左右,而實際上穿孔時焦點在板材下則更易穿透,如果通過采用變形鏡能自動調節焦點位置,就可以使穿孔時間大大縮短,提高碳鋼穿孔的加工效率,如圖2。
同時在加工不銹鋼材料時,以前隨著板厚不同而頻繁手動調節切割頭焦點,通過采用變型鏡可以自動控制聚焦鏡焦點位置,也就提高了不銹鋼材料的加工效率。因此可以通過采用0~10 V模擬量電壓控制比例閥的氣壓使變形鏡的曲率變化,從而使聚焦鏡的焦點隨之變化。
3、線路整改
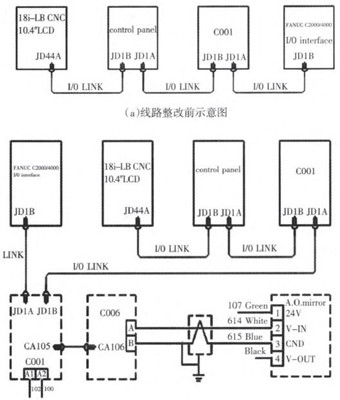
在FANUC 18i—LB系統上增加變形鏡穿孔功能需增加一個端子型I/0模塊基本模塊和擴展模塊E,具體的線路整改詳見圖3。
4 、PLC軟件設計、變形鏡的設定及子程序
根據設計要求,我們將控制地址按如下定義:
X40:200 1/8
Y40:2001/4
通過對宏變量數值的設定來改變變形鏡的曲率,從
而達到調節焦點的目的:
#530當前變形鏡數值
#53 1第一次變焦時變形鏡數值推薦數值:1.0
#532第二次變焦時變形鏡數值推薦數值:1.2
#533第三次變焦時變形鏡數值推薦數值=#534
#534切割時變形鏡數值具體焦點數值
表1焦點位置及宏數值對應關系

宏參數#530=0.67是焦點為0,宏參數+0.08焦點位置向下移動約l mm,宏參數加.08焦點位置向上移動l mm。
5、改造效果
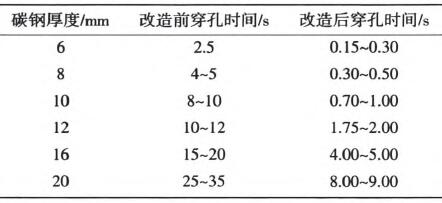
當我們對機床的硬件和軟件進行改造后,在穿孔效率上提高明顯,表2為改造前后的時間對比。
表2 改造前后的時間對比
6、結語
此次改造,通過在已有舊機床局部進行了改進,用戶僅僅花了較少的費用,機床使用效率卻得到很大的提升,取得了很好的經濟效益。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

