


摘要:結合國內多軸電火花小孔加工機床的特點,利用UG 建模工具獲取三維空間小孔的位置與矢量信息,巧妙地利用接觸感知功能得到設備回轉軸的回轉偏差,最后通過坐標變換獲得對隨機分布的空間矢量小孔精準定位的電火花加工方案。
關鍵詞:電火花小孔加工;坐標變換;矢量編程
隨著航空發動機推重比的增大,渦輪前溫度不斷提高,對發動機燃燒室部件氣膜冷卻孔的應用越來越多;氣膜孔的設計向微小型、隨機性發展,其角度分布與孔位分布無規則可言, 這無疑給燃燒室、渦輪導向器部件氣膜孔的精密微小孔加工帶來了巨大挑戰。對于直徑<1 mm 的小孔加工,機械加工幾乎很難實現,只能依靠電火花小孔加工,而氣膜
孔隨機性的位置與角度分布設計方案加之零件尺寸誤差,無疑給編程人員帶來了巨大的工作量。有些復雜零件的空間孔位編程甚至無法實現,只能采用標準件肉眼對孔替點的方法, 其編程效率低,某些零件的替點編程時間長達3~4 天,且加工后的孔位偏差大,根本無法滿足設計要求的位置精度。本文通過對國產電火花小孔機床的結構分析,靈活應用坐標變換原理,找出了一種精準定位空間矢量小孔位置的電火花小孔加工的編程方法,滿足了航空零件對氣膜孔位置度的精確要求。
1、 電火花小孔機的結構分析
圖1 是渦輪葉片氣膜孔空間矢量小孔的電火花加工示意圖。該零件采用六軸電火花小孔設備進行加工,其各坐標軸定義如下:直線軸為X、Y、Z 軸,正方向符合笛卡爾坐標系右手法則;旋轉軸為B 擺動軸、C 回轉軸,其中,B 軸繞Y 軸旋轉,C 軸疊加在B 軸上繞自身中心法線旋轉, 正方向是從軸所指處往原點看的逆時針方向,S 軸與Z 軸重合為進給軸,各坐標軸方向定義見圖2。

圖1 空間矢量小孔電火花加工示意圖
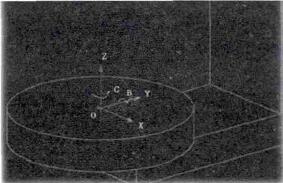
圖2 機床各坐標軸示意圖
2、 三維空間小孔的加工方法
目前, 國外某些廠家的設備已能實現UG 采點加工,但國內大部分小孔機無此功能,對于復雜隨機分布的空間矢量小孔,以往的加工工藝是通過替點完成程序編制工作。該方法存在以下問題:① 編程工作在設備上完成,周期長、設備利用率低,且需利用肉眼觀測,使電極管穿過標準件原底孔,若孔數較少,仍可采納;若孔數較多,則效率極低,且長
時間占用設備;② 孔的位置依靠肉眼觀測,不能滿足設計精度要求;③ 全部人工操作替點,出錯幾率極高。
基于上述問題, 本文利用零件的數學模型,通過UG 信息采集和坐標變換, 可將孔的位置進行精確定位。其加工方法為:首先,利用建模工具獲取小孔的坐標信息(X、Y、Z)與矢量信息(I、J、K);再通過運算得到B、C 軸的旋轉角度,旋轉B、C 軸,使空間矢量垂直于XY 平面;然后,通過坐標平移與旋轉變換,得出旋轉后的孔位三維坐標值;最后,進給軸S沿豎直方向進給加工,從而實現空間矢量小孔的電火花加工工藝。
3 、加工步驟
3.1 獲取點位空間坐標點
(1)數學模型變換:對零件UG 數學模型進行變換,使機床坐標原點與零件數學模型的坐標原點重合,零件模型的空間位置與零件在機床上的空間位置重合。如圖3 所示,機床坐標原點在轉盤中心,零件中心點的X、Y 坐標位于機床原點,Z 軸坐標為35,即坐標原點在UG 中的位置為(0,0,35)。
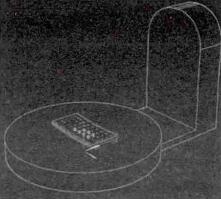
圖3 零件模型坐標變換示意圖
(2)采集向量孔空間點位信息:通過UG 采集出坐標點的空間坐標信息和向量坐標信息。如圖4 所示,對于每一個空間小孔,作出孔的中心向量,并將向量基點定位于孔上方。通過UG 查詢工具找出該向量的參數,得到在絕對ASC 中該向量的基點坐標(x,y,z)與方向向量(i,j,k)(圖5)。該數據為小孔的基本數據,在后期加工中,編程人員只需采集小孔的基本數據,然后進行輸入編輯即可實現小孔位置的精確定位加工。

圖4 小孔矢量位置繪制示意圖
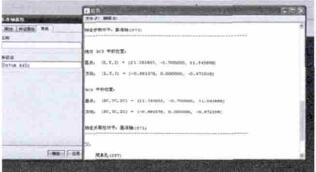
圖5 小孔基準軸信息采集示意圖
3.2 尋找擺動軸B 與回轉軸C 的位置偏差
一般情況下,由于機床制造精度的限制,若將回轉軸C 的回轉中心定義為坐標原點,那么,擺動軸B 不可能嚴格繞Y 軸旋轉,其在XZ 平面內有一個偏差值(a,b)(圖6),該偏差值將直接影響坐標變換時的孔位,因此必須找出該偏差值。
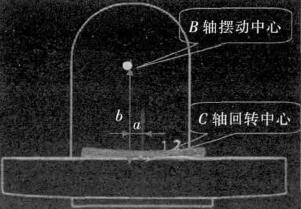
圖6 B 軸與C 軸回轉中心偏差示意圖
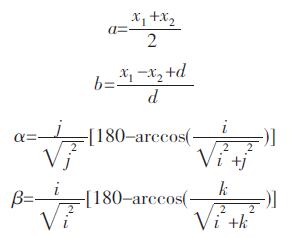
測量旋轉軸B、C 的中心偏差,可利用探針或電極通過接觸感知功能快速得到。設探針或電極直徑為d,首先找正回轉軸轉臺與XY 面的平行,然后將B 軸坐標置“零”;逆時針將B 軸旋轉90°,利用接觸感知功能得到X 軸坐標值x1,再順時針將B 軸旋轉90°,利用接觸感知功能得到X 軸坐標值x2,則兩個回轉中心的偏差a、b 分別是:
式中:x1為B 軸逆時針旋轉90°得到的測量值;x2為B 軸順時針旋轉90°得到的測量值;d 為測量探針或電極的直徑。
3.3 回轉軸旋轉后的孔位坐標變換
小孔的加工方法是通過B、C 軸的旋轉,將空間斜向量變換為豎直向量,然后通過S 軸的豎直進給實現小孔加工。
(1)對空間向量在XY 平面內進行旋轉變換。在第一步對小孔信息采集時,得到了小孔的矢量基點信息P(x,y,z)與方向信息(i,j,k)。首先需將該矢量變換為與XZ 平面平行,方向指向X 軸負向,即需得到C 軸的旋轉角度α(圖7)與旋轉后新的矢量基點位置P′(x′,y′,z′):
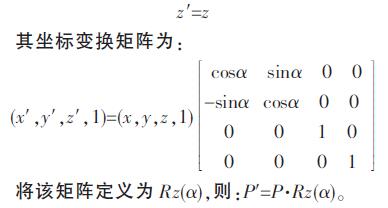
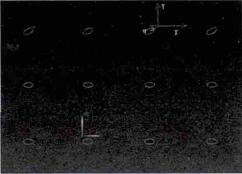
圖7 C 軸旋轉角度示意圖
(2)對空間矢量在XZ 平面內進行旋轉變換。由于B 軸與C 軸回轉中心點在XZ 平面內存在一個偏差(a,b),因此該變換涉及3 個級聯變換,即2 個平移變換和1 個旋轉變換。
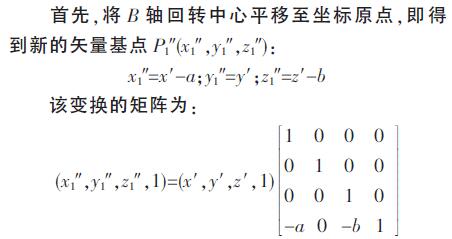
將該矩陣定義為T(-a,-b),則:P1″=P′·T(-a,-b)。
然后,對得到的新基點進行旋轉變換,即B 軸回轉β 角度(圖8),得到新的矢量基點P2″(x2″,y2″,z2″):
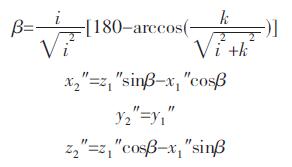
圖8 B 軸回轉角度β 示意圖
該變換的矩陣為:
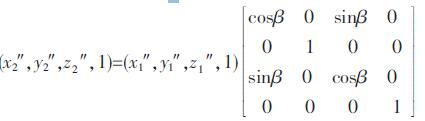
將該矩陣定義為Ry(β),則:P2″=P1″·Ry(β)。最后,B 軸回轉中心移動至原位置,即得到新的矢量基點P3″(x3″,y3″,z3″):x3″=x2″+a;y3″=y2″;z3″=z2″+b該變換的矩陣為:
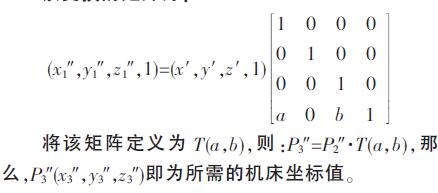
3.4 變換關系的級聯
將以上變換進行矩陣點乘,得到:
P3″=P·Rz(α)·T(-a,-b)·Ry(β)·T(a,b)
令Tc=Rz(α)·T(-a,-b)·Ry(β)·T(a,b),則:
P3″(x3″,y3″,z3″,1)=P(x,y,z,1)·Tc
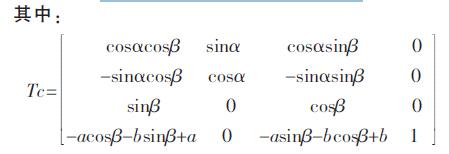
式中:x1、x2為B 軸先后旋轉至90°和-90°之后探針測量的機床X 軸坐標值;d 為探針直徑;(x,y,z)、(i,j,k)為通過UG 采集的三維空間小孔的點位信息與矢量信息。
4 、結論
本文通過對電火花小孔機床的結構分析,結合UG 信息采集工具,通過三維空間坐標變換關系,得到了加工空間三維矢量小孔變換矩陣Tc 和旋轉軸的回轉角度α、β。在加工時,只需通過對采集的數據采用Tc 矩陣進行坐標變換, 同時用公式進行角度運算,即可得到新的坐標位置;機床各軸只需根據新的坐標點位置和角度進行旋轉移動,就能實現復
雜三維空間小孔的電火花加工。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

