


摘要: 為了評估超細粉體滅火裝置用于電火花成形機床的技術可行性,通過全尺度滅火實驗研究與計算分析,研究超細粉體滅火裝置對電火花成形機床火災的滅火有效性,進一步提出適宜的滅火應用方式和滅火劑設計用量計算方法。結果表明,超細粉體滅火裝置可迅速、有效撲滅電火花成形機火災,超細粉體滅火劑的最低滅火用量為90g,裝置響應時間為7 ~ 24s,滅火時間為1 ~4s; 基于頂部敞口設計模式的電火花成形機床不符合全淹沒滅火應用條件,應采用局部滅火應用方式; 根據局部應用滅火系統體積法設計方法,提出了超細粉體滅火裝置用于電火花成形機床時的滅火劑設計用量計算方法。該研究有助于超細粉體滅火裝置的工程設計,對電火花成形機床的火災防護具有重要意義。
關鍵詞: 超細粉體; 滅火裝置; 電火花成形機床; 火災
0 引言
電火花成形機床[1 - 3]是一種利用放電腐蝕原理進行模具、零件等加工的特種機床,目前被廣泛用于機械、宇航、輕工、汽車等行業或領域。由于電火花成形機床加工過程中大量使用可燃性工作液,且放電區的電火花溫度瞬時可達10000 ~ 12000℃,一旦出現工作液液面下降、液面放電打火等異常情況,就會引燃工作液,進而引發火災。如果不采取及時有效的滅火撲救措施,就可能使價值昂貴的機床設備燒毀,尤其是當機床處于全自動化作業狀態時,甚至會導致整個加工車間或工廠發生重特大火災事故。
在哈龍滅火劑因環保問題淘汰之前,用于電火花成形機床自動滅火裝置的滅火劑[3]主要是哈龍1211滅火劑。自哈龍1211 淘汰以后,國內外科研人員均在尋找合適的哈龍替代滅火劑及替代技術[4 - 6],目前我國主要是采用二氧化碳和七氟丙烷滅火劑作為哈龍臨時替代物。
超細粉體滅火劑[7 - 8]粒徑小、單位質量比表面積大、活性高,具有類氣體滅火劑性質,既適用于局部滅火應用,也適用于全淹沒滅火應用。目前有關超細粉體滅火技術的研究主要針對滅火劑的配方設計、制備工藝及應用技術[9],也有部分研究探討了超細粉體滅火劑在不同條件下的滅火性能[10],而針對超細粉體滅火技術在電火花成形機床等電火花加工機床的應用鮮有研究。筆者通過建立全尺寸電火花成形機床實驗模型,開展了超細粉體滅火裝置在電火花成形機床的應用研究,分析提出了適宜的滅火應用方式及滅火劑設計用量計算方法,以期為探火管式超細粉體滅火裝置的工程設計及應用提供指導。
1 、實驗
1. 1 實驗裝置
全尺寸電火花成形機床實驗模型由工作液槽、油箱、主立柱、主軸頭、油盤以及超細粉體滅火裝置等構成。實驗在1. 3m × 0. 7m × 0. 5m 的工作液槽內進行,在工作液槽底部的四個角落各布置一個油盤,在工作液槽底部的中心正對主軸頭的位置并排放置兩個油盤,油盤尺寸均為0. 34m × 0. 20m。探火管纏繞固定在實驗模型的主軸頭下端,正對工作液槽中心位置的油盤,且距油盤上沿約為0. 2m。探火管一端接末端壓力表,另一端與自行開發的超細粉體滅火裝置相連通,該滅火裝置主要由滅火劑儲罐、瓶頭閥、虹吸管、連接球閥、探火管、單向閥、壓力傳感器等部件組成,凈容積為0. 6L。在每個油盤正上方50 ~ 100mm 處布置一個直徑3mm 的K 型熱電偶,采用熱電偶和NI CDAQ9174 數據采集系統測量油盤溫度。采用YC - 202 型壓力傳感器和NICDAQ9174 數據采集系統測量滅火裝置內部及探火管末端的壓力,傳感器測量范圍為0 ~ 1. 6MPa,測量精度為0. 2 級。使用HF S30 型攝像機拍攝滅火動態過程,使用精度0. 1g 的電子稱稱量滅火劑。圖1為電火花成形機床實驗模型示意圖。
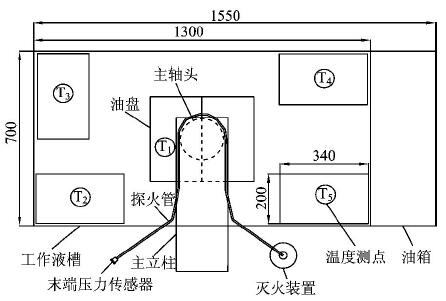
圖1 電火花成形機床實驗模型示意/mm
1. 2 實驗材料
實驗采用以磷酸二氫銨為基料的超細粉體滅火劑,磷酸二氫銨含量為90%。按照GA578 - 2005《超細干粉滅火劑》標準試驗方法對超細粉體滅火劑的粒徑和松密度進行了測試分析,結果見表1 和圖2。
表1 滅火劑樣本性能
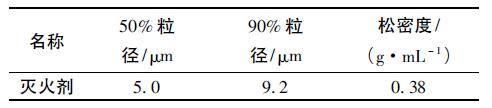
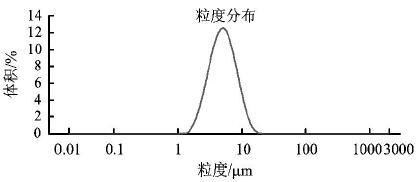
圖2 超細粉體滅火劑的粒度分布
電火花成形機床火災主要是工作液槽的可燃液體火災,即以煤油為基體的可燃液體火災,因此實驗燃料選擇煤油。
2 、結果與討論
2. 1 滅火實驗結果與分析
通過模擬實體電火花成形機床火災滅火實驗,考察了探火管式超細粉體滅火裝置在不同滅火劑充裝量條件下的滅火效能,實驗結果詳見表2。其中,探火管長度為4m,裝置及探火管內部采用驅動氮氣充壓,充裝壓力為1. 2MPa,并按照圖1 所示進行固定安裝。實驗時,首先向各油盤內加入30mm 厚煤油,底部墊20mm 厚水,然后按照先點燃角落油盤、后點燃中心油盤的順序迅速引燃各油盤,在火焰的作用下自動啟動滅火裝置,實施滅火。
表2 不同滅火劑充裝量下的滅火實驗結果
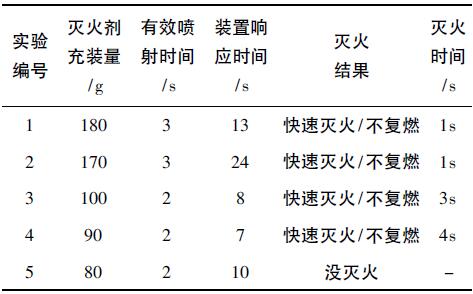
實驗結果表明,滅火劑充裝量對裝置滅火效能影響較大。滅火劑充裝量越大,滅火時間就越短,滅火速度就越快。當滅火劑充裝量為90 ~ 180g 時,所有滅火實驗均取得了成功,裝置響應時間為7 ~24s,滅火時間為1 ~ 4s。裝置啟動后噴射形成的滅火氣溶膠可迅速擴散至工作液槽內的各個位置,并達到滅火濃度,從而將油盤火完全熄滅,且繼續抑制60s 后,油盤不發生復燃。以實驗3 為例,滅火實況如圖3,滅火過程中的溫度變化如圖4,其中,T1為中部油盤溫度,T2 ~ T4為四個角落處油盤溫度,詳見圖1,具體滅火過程分析如下:
①先點燃工作液槽底部各角落的油盤,再點燃中部油盤,火焰迅速充滿整個工作液槽,工作液槽內部溫度迅速上升,此時開始計時;
②8s 時,探火管受熱爆破,滅火裝置啟動,開始向工作液槽內噴射滅火劑,形成氣溶膠,氣溶膠覆蓋位置的溫度開始迅速下降;
③11s 時,即滅火裝置啟動3s 后,滅火氣溶膠迅速充滿整個工作液槽,將火災全部撲滅,工作液槽內各處的溫度逐漸開始下降;
④25s 時,隨著工作液槽內部氣溶膠顆粒的逐漸沉降和飄散,氣溶膠逐漸變稀薄,慢慢露出油盤;
⑤68s 時,工作液槽內部氣溶膠基本完全消散,各測溫點溫度基本都下降至100℃以下。
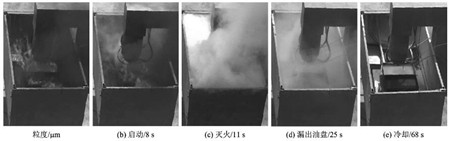
圖3 實驗3 的滅火實況
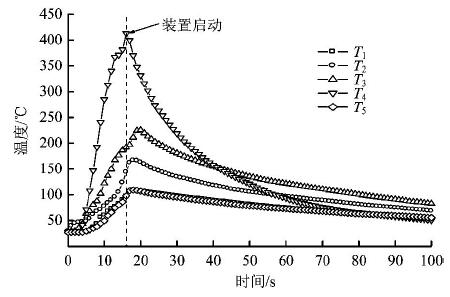
圖4 實驗3 滅火過程中溫度變化曲線
實驗結果表明,探火管布置在電火花成形機床主軸頭下部距離工作液0. 2m 處具有技術可行性。從裝置響應時間來看,自探火管正下方油盤點燃開始至探火管爆破啟動的時間主要集中在7 ~ 13s,響應時間較短,裝置啟動較快,基本滿足了實際應用需求; 從實際滅火過程來看,實驗中未見燃油飛濺現象,這證明探火管到工作液距離較合理。
當超細粉體滅火劑充裝量降至80g 時,則無法將電火花機床火災撲滅,滅火實驗過程中的溫度變化如圖5。從滅火實驗過程以及溫度變化曲線可以看出,裝置啟動后噴射口正對工作液槽一側的油盤火( T4和T5) ,噴射形成的滅火氣溶膠僅能夠將這一側的兩個油盤火迅速熄滅,而無法將中部油盤火( T1) 和另一側油盤火( T2和T3) 熄滅。
這主要是由于滅火劑用量太小,導致裝置啟動后噴射的滅火氣溶膠僅能在噴射口正對的一側達到滅火濃度,而無法在全部油盤周圍或整個工作液槽內部形成高濃度的滅火氣溶膠,進而導致無法全部滅火。此外,從溫度變化曲線可以看出,在滅火氣溶膠與油盤火的相互作用下,工作液槽中部油盤和另一側油盤上方的溫升均出現下降現象。其中,位于側面的油盤上方溫升變化最為明顯,首先是在氣溶膠的抑制作用下逐漸下降,然后隨著氣溶膠的擴散、沉降及化學反應,油盤上方的氣溶膠越來越稀薄,油盤火又逐漸變大,溫度開始迅速回升,為保護實驗設備,在裝置啟動后約27s,采用手提式滅火器將剩余油盤火撲滅。
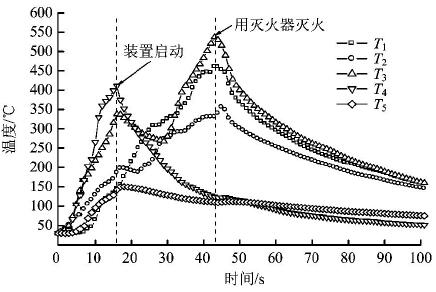
圖5 實驗5 滅火過程中溫度變化曲線
通過上述實驗研究表明,探火管式超細粉體滅火裝置對于電火花成形機床火災具有響應及時、滅火迅速、滅火效能高的特點,可將電火花機床火災撲滅在初期階段,從而極大降低火災損失。對于給定尺寸的電火花成形機床火災實驗模型,超細粉體滅火劑的最低充裝量或臨界滅火用量為90g。
2. 2 適宜滅火應用方式判定
目前,國內外尚未制定出超細粉體滅火系統設計規范,其工程設計基本上是參照《干粉滅火系統設計規范》( GB 50347 - 2004) 。依據該規范,干粉滅火系統按照應用方式可分為全淹沒滅火系統和局部應用滅火系統。撲救封閉空間內的火災應采用全淹沒滅火系統,撲救具體保護對象的火災應采用局部應用滅火系統。采用全淹沒滅火系統的防護區,應符合規定: “系統啟動時不能自動關閉的防護區開口,其總面積不應大于該防護區總內表面積的15%,且開口不應設在底面”。
根據調研,電火花成形機床基本都是頂部敞口設計,其防護區( 即工作液槽) 是否滿足全淹沒滅火應用條件,應根據防護區開口面積及總內表面積大小進行計算判定。本文通過大量調研而建立的全尺寸電火花成形機床實驗模型的工作液槽尺寸為1. 3m × 0. 7m × 0. 5m,頂部敞口設計,則防護區頂部開口面積Aoi為1. 3 × 0. 7 = 0. 91 ( m2 ) ,總內表面積Av為( 1. 3 × 0. 7 + 0. 7 × 0. 5 + 1. 3 × 0. 5) × 2= 3. 82 ( m2 ) ,Aoi /Av × 100% = 23. 8%,超過了15%,因此不滿足全淹沒滅火應用條件,應采用局部滅火應用方式。
2. 3 滅火劑設計用量計算方法分析
根據局部應用滅火系統體積法設計方法,保護對象的計算體積V1應采用假定的封閉罩的體積,封閉罩的底應是實際底面,封閉罩的側面及頂部當無實際圍護結構時,它們至保護對象的距離不應小于1. 5m。對于本文建立的敞口模式的電火花成形機床實驗模型,其局部應用滅火系統體積法設計示意圖以及假定的封閉罩如圖6。其中,封閉罩的底為實際底面,由于電火花成形機床頂部無實際圍護結構,故封閉罩頂部至電火花成形機床上端的距離( h2) 不應小于1. 5m。
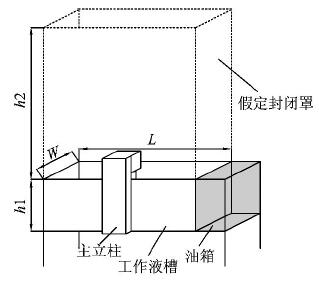
圖6 體積法設計示意圖
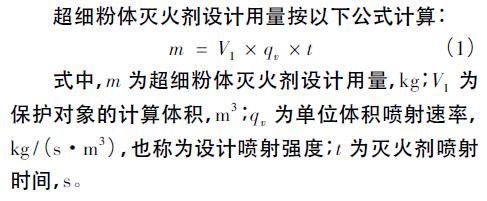
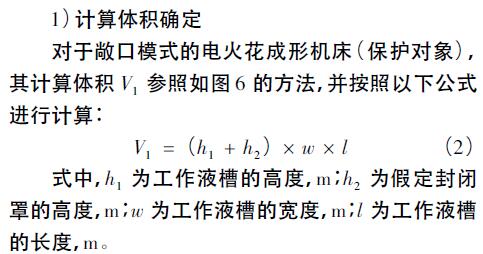
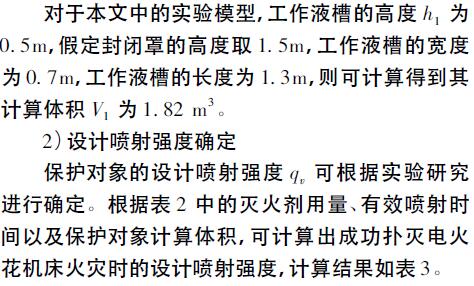
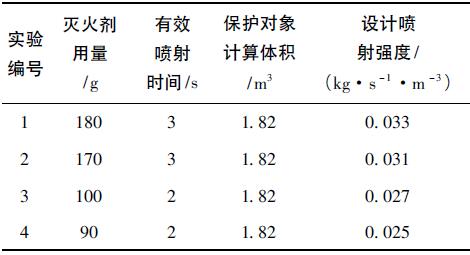
表3 設計噴射強度計算結果
3) 滅火劑噴射時間確定
根據GB 50347 - 2004《干粉滅火系統設計規范》,室內局部應用干粉滅火系統的干粉噴射時間不應小于30s。而根據實驗研究表明,超細粉體滅火劑的噴射時間只需要2 ~ 3s 即可成功撲滅電火花機床火災,并且不發生復燃。這主要是因為超細粉體滅火劑粒徑小,在空氣中的懸浮時間較長,裝置啟動后形成的滅火氣溶膠可以在電火花機內進行長時
間滅火抑制,防止復燃發生,超細粉體滅火劑的局部淹沒滅火性能和抗復燃性能相對于干粉滅火劑顯著提高。因此,在考慮到1. 3 倍安全系數的條件下,超細粉體滅火劑的噴射時間t 可取3 ~ 4s。值得注意的是,對于探火管式超細粉體滅火裝置,在滅火裝置體積、充裝壓力等一定的情況下,裝置的有效噴射時間和噴射速率是相關的,且都和滅火劑充裝量有關。實際工程設計計算時,建議根據上述研究確定的設計噴射強度和噴射時間分別研究推算滅火劑用量,并取最大值作為滅火劑設計用量。當超細粉體滅火劑主要組分和性能與本試驗樣品差別較大時,或者裝置充裝比和充裝壓力改變較大時,設計噴射強度qv應根據試驗重新確定。
3 、結論
1) 探火管式超細粉體滅火裝置可有效撲滅電火花機火災,且具有滅火劑用量小、滅火效能高的特點,可為電火花成形機床提供有效火災防護,防止引發重大火災事故。對于給定尺寸的電火花成形機床火災實驗模型,超細粉體滅火劑的最低滅火用量為90g。
2) 探火管式超細粉體滅火裝置對于電火花成形機床火災具有響應及時、滅火迅速的特點,可將電火花機床火災撲滅在初期階段。當探火管布置在電火花成形機床主軸頭下部距離工作液0. 2m 處時,裝置響應時間為7 ~ 24s,滅火時間為1 ~ 4s,基本滿足了實際應用需求。
3) 電火花成形機床通常是頂部敞口設計模式,其關鍵防護區( 即工作液槽) 是否滿足全淹沒滅火應用條件,應根據頂部總開口面積及總內表面積大小進行計算判定。對于實驗中給定的電火花成形機床火災實驗模型,其不符合全淹沒滅火應用條件,因此應采用局部滅火應用方式。
4) 根據局部應用滅火系統體積法設計方法,提出了探火管式超細粉體滅火裝置用于電火花成形機床時的滅火劑設計用量計算方法,為該類滅火裝置的工程設計及推廣應用奠定了基礎。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

