


您現(xiàn)在的位置:特種加工機(jī)床網(wǎng)>
技術(shù)前沿>基于 Linux CNC 數(shù)控系統(tǒng)和 Ether CAT 總線的復(fù)雜異型孔激光加工機(jī)床的開發(fā)與應(yīng)用
基于 Linux CNC 數(shù)控系統(tǒng)和 Ether CAT 總線的復(fù)雜異型孔激光加工機(jī)床的開發(fā)與應(yīng)用
2020-10-10 來源:中國科學(xué)院大學(xué) 寧波材料技術(shù)工程研究所 作者:王斌 茹浩磊 王云峰 陳曉曉 張?zhí)鞚?等
摘要: 為了實現(xiàn)航空發(fā)動機(jī)渦輪葉片復(fù)雜異型氣膜冷卻孔的精密低損傷加工,開發(fā)了一種基于Linux CNC 開源數(shù)控系統(tǒng)和 Ether CAT 通訊總線技術(shù),具有 5 個機(jī)械軸和二個光學(xué)軸的激光加工機(jī)床。文章詳細(xì)介紹了機(jī)床整體方案設(shè)計、五軸運(yùn)動系統(tǒng)設(shè)計、激光及光學(xué)系統(tǒng)設(shè)計、CCD 視覺定位與自動聚焦系統(tǒng)設(shè)計、控制系統(tǒng)設(shè)計及軟件開發(fā)與集成設(shè)計等內(nèi)容。試驗結(jié)果表明,該機(jī)床直線軸重復(fù)定位精度和旋轉(zhuǎn)軸重復(fù)定位精度分別優(yōu)于 5μm 和 5arcsec,技術(shù)指標(biāo)達(dá)到設(shè)計要求,并可實現(xiàn)復(fù)雜曲面上復(fù)雜氣膜冷卻孔陣列的低損傷制備。
關(guān)鍵詞: 激光加工; 掃描振鏡; 復(fù)雜異型孔; Linux CNC; Ether CAT
0 引言
氣膜孔冷卻技術(shù)是 20 世紀(jì) 50 年代發(fā)展起來并在航空發(fā)動機(jī)上廣泛使用的一種主動冷卻技術(shù),最初使用了直圓孔。美國 GE 公司等上世紀(jì) 80 年代中期開始使用冷卻效率更高的異型孔,孔的形狀經(jīng)歷了從直圓孔、簡單異型孔到復(fù)雜異型孔的演變。
通過使用先進(jìn)的異型氣膜孔冷卻技術(shù),GE 公司已經(jīng)將航空發(fā)動機(jī)的總體冷卻效率從 1985 年的約 0.3 提高到了 2010 年的 0.6 以上。由于未能突破復(fù)雜異型冷卻技術(shù),我國航空發(fā)動機(jī)冷卻孔技術(shù)基本處于西方國家 1985 年的水平。目前國產(chǎn)新型發(fā)動機(jī)可靠性和總體性能提高的瓶頸之一就是先進(jìn)氣膜冷卻孔制備技術(shù)[1]。氣膜冷卻孔制備技術(shù)主要包括電火花加工、電解加工、激光加工等。其中,激光加工作為一種非接觸式的加工方式,具有快速、靈活、能量精密可控及對難加工材料的廣適性等特點,在航空發(fā)動機(jī)葉片多層復(fù)合結(jié)構(gòu)的精密低損傷加工上具有獨(dú)特的優(yōu)勢。但由于高性能葉片是一個外形曲面、內(nèi)腔復(fù)雜的結(jié)構(gòu),同時葉片高溫合金基體上需要涂覆 TBC 陶瓷涂層,要利用激光在復(fù)雜葉片上“先涂層后打孔”加工出高精度復(fù)雜異型孔,面臨著很多的技術(shù)挑戰(zhàn),包括:
①單臺激光器一次裝卡穿越高溫合金/TBC 復(fù)合結(jié)構(gòu),實現(xiàn)多類材料單一工況的升華式加工; ②大傾角( 20° ~ 60°) 、大深度( 2 ~ 6mm) 、三維可控、精密低損傷加工; ③復(fù)雜葉片的空間在線定位與校正[2]等。國內(nèi)雖然對單晶高溫合金/TBC 復(fù)合結(jié)構(gòu)激光加工進(jìn)行了大量工藝研究[3],但這些問題尚未完全解決,而相關(guān)技術(shù)國外對中國嚴(yán)密封鎖,先進(jìn)的孔加工設(shè)備也對中國嚴(yán)格出口限制。為此亟需自主研發(fā)葉片級復(fù)雜異型孔的激光加工機(jī)床。
本文將五軸聯(lián)動機(jī)械運(yùn)動系統(tǒng)和二維掃描振鏡光學(xué)系統(tǒng)結(jié)合起來,進(jìn)行機(jī)床整體方案、五軸運(yùn)動系統(tǒng)、激光及光學(xué)系統(tǒng)、CCD 視覺定位與自動聚焦系統(tǒng)、控制系統(tǒng)、軟件開發(fā)與集成等方面的設(shè)計,組成“5 +2”軸的智能化激光加工機(jī)床。其中,五軸聯(lián)動機(jī)械運(yùn)動系統(tǒng)用于實現(xiàn)工件待加工處的法向定位等宏觀空間運(yùn)動,二維振鏡掃描系統(tǒng)結(jié)合機(jī)械 Z 軸焦點補(bǔ)償可以實現(xiàn)微小局部的高速逐層去除加工,宏微結(jié)合,實現(xiàn)復(fù)雜曲面工件上復(fù)雜異型氣膜冷卻孔的制備。
1、 Linux CNC 數(shù)控系統(tǒng)和 Ether CAT 總線
傳統(tǒng)的激光加工機(jī)床多采用專用數(shù)控系統(tǒng),這種數(shù)控系統(tǒng)由于采用封閉式結(jié)構(gòu)模式,系統(tǒng)的擴(kuò)展性和靈活性受到了限制,因此很難將工藝經(jīng)驗、專用技術(shù)集成到控制系統(tǒng)中去,造成數(shù)控系統(tǒng)的很多功能閑置,且成本較高[4]。Linux CNC 是用于通用數(shù)控機(jī)床及機(jī)器人等運(yùn)動控制的開放式數(shù)控系統(tǒng),最高支持 9 軸運(yùn)動控制,是一款開放源代碼的免費(fèi)軟件。與目前常見的高度集成化的數(shù)控方案相比[5],使用 Linux CNC 的數(shù)控方案具有更好的通用性,可拓展的空間廣泛。Linux CNC 在具有RTAI 或 Preempt-RT 實時內(nèi)核的 Linux 操作系統(tǒng)上運(yùn)行,由運(yùn)動控制( EMCMOT) 、I /O
控制( EMCIO) 、任務(wù)調(diào)度 ( EMCTASK) 、交互界面 ( GUI) 、硬件抽象層( HAL) 等模塊構(gòu)成。Linux CNC 的代碼成熟穩(wěn)定,各模塊獨(dú)立設(shè)計,方便進(jìn)行二次開發(fā)。
Ether CAT( Ethernet for Control Automation Technol-ogy) 是由德國自動控制公司 Beckhoff( 倍福) 開發(fā)的一種工業(yè)以太網(wǎng)技術(shù),具備高性能、低成本、應(yīng)用簡易等優(yōu)點,可以有效的降低成本和應(yīng)用難度,在現(xiàn)代控制領(lǐng)域中得到了廣泛的應(yīng)用[6]。Ether CAT 可在 30μs 內(nèi)處理 1000 個分布式 I /O,可在單個以太網(wǎng)幀中最多實現(xiàn)1486 字節(jié)的分布式過程數(shù)據(jù)通訊,相當(dāng)于 12000
個數(shù)字量輸入或輸出[7],網(wǎng)絡(luò)規(guī)模幾乎無限,可實現(xiàn)最佳縱向集成。
通過將 Ig H Ether CAT Master 提供的應(yīng)用接口封裝為 Linux CNC HAL 下的實時組件,即可實現(xiàn) Linux C-NC 對 Ether CAT 驅(qū)動的動態(tài)加載。
2 、掃描振鏡高速掃描技術(shù)
掃描振鏡的工作原理是,當(dāng)輸入一個位置信號時,裝有鏡片的擺動電機(jī)( 振鏡) 就會按一定電壓與角度的轉(zhuǎn)換比例擺動一定角度,擺動電機(jī)的動作過程采用閉環(huán)反饋控制。因此,入射的激光束被可以沿軸高速擺動的 x 軸和 y 軸振鏡片反射,然后通過一片平場透鏡聚焦,通過控制振鏡擺動角度,即達(dá)到改變激光光束路徑的目的。與機(jī)械運(yùn)動軸相比,掃描振鏡的掃描速度快,可以解決機(jī)械軸運(yùn)動的慣性加速減速問題,特別適合小范圍的高速掃描,如 1mm 范圍內(nèi)實現(xiàn) 500mm /s 以上的掃描速度,大于 10mm 則可以實現(xiàn) 10m /s 的掃描速度。
目前掃描振鏡已經(jīng)成為激光加工中一項非常重要的工具。其市場已經(jīng)從傳統(tǒng)打標(biāo)和快速成型的應(yīng)用范圍擴(kuò)展到多個領(lǐng)域的激光材料加工,包括刻蝕、切割、焊接、表面處理等應(yīng)用。
3 、機(jī)床設(shè)計與集成
3. 1 整體方案設(shè)計
整個激光加工機(jī)床由五軸精密運(yùn)動系統(tǒng)、激光與光學(xué)系統(tǒng)、CCD 視覺定位與自動聚焦系統(tǒng)、機(jī)床控制系統(tǒng)、人機(jī)交互界面以及其它輔助系統(tǒng)構(gòu)成,總系統(tǒng)結(jié)構(gòu)框架如圖 1 所示。
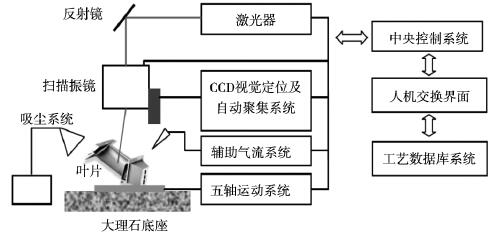
圖 1 系統(tǒng)結(jié)構(gòu)示意圖
3. 2 5 軸運(yùn)動系統(tǒng)設(shè)計
5 軸精密運(yùn)動系統(tǒng)包括 X、Y、Z 三軸直線運(yùn)動模組、A 軸和 C 軸兩個旋轉(zhuǎn)運(yùn)動模組等。其中 X、Y、Z 三軸運(yùn)動模組將采用龍門式結(jié)構(gòu)。為了獲得有效的隔震效果,底座、橫梁、立柱和導(dǎo)軌基座均采用天然花崗巖經(jīng)人工打磨制作,其中 X 軸、Y 軸模組均采用直線電機(jī),導(dǎo)軌采用高精密導(dǎo)軌。為防止 Z 軸在失電情況下,由于重力原因產(chǎn)生自動下滑的現(xiàn)象,造成設(shè)備的損壞,Z 軸模塊采用抱閘電機(jī)直聯(lián)高精密滾珠絲桿傳動。為了提高 5 軸的定位精度和運(yùn)動精度,在各模塊中安裝絕對值光柵編碼器,形成閉環(huán)控制。為保證旋轉(zhuǎn)軸的旋轉(zhuǎn)精度和實時控制,A 軸和 C 軸均采用力距電機(jī)并配絕對值圓光柵,形成閉環(huán)反饋系統(tǒng)。
該龍門式結(jié)構(gòu)跨度為 1300mm,高度為 1000mm,X軸有效行程為 500mm,設(shè)計重復(fù)定位精度為 ± 5μm,最大速度 1m /s; Y 軸有效行程為 500mm,設(shè)計重復(fù)定位精度為 ± 5μm,最大速度 1m /s; Z 軸有效行程為300mm,設(shè)計重復(fù)定位精度為 ± 10μm,最大速度200mm / s。A 軸旋轉(zhuǎn)角度為 ± 92°,設(shè)計重復(fù)定位精度10arcsec; C 軸旋轉(zhuǎn)角度為 360°,設(shè)計重復(fù)定位精度10arcsec,
5 軸精密運(yùn)動系統(tǒng)結(jié)構(gòu)圖見圖 2。
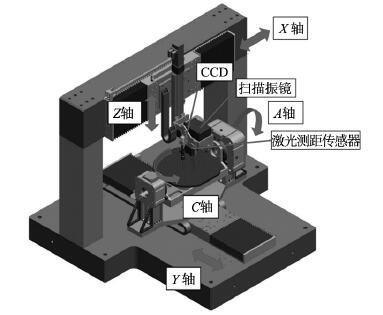
圖 2 5 軸精密運(yùn)動系統(tǒng)結(jié)構(gòu)圖
3. 3 激光及光學(xué)系統(tǒng)設(shè)計
該系統(tǒng)包括激光器、導(dǎo)光系統(tǒng)以及掃描振鏡。其中,激光器選用高功率 50 瓦級皮秒激光器,波長532nm,脈寬 10ps,重復(fù)頻率 100k Hz ~ 2MHz,最大平均功率 53. 6W @ 200k Hz,最大單脈沖能量 267. 9μJ @200k Hz,能實現(xiàn)高溫合金、單晶金屬、陶瓷材料、陶瓷基復(fù)合材料等難加工材料高速低損傷的升華式去除加工。采用反射鏡來進(jìn)行導(dǎo)光。光學(xué)元件安裝在固定件上形成反射鏡組,再將整個反射鏡組固定到機(jī)床合適位置。通過調(diào)節(jié)螺母的微調(diào)來校正反射鏡,使激光束能精準(zhǔn)的導(dǎo)入到掃描振鏡內(nèi),并且最后一個反射鏡與前一個反射鏡之間的光束與掃描振鏡 Z 向運(yùn)動方向高度平行,這個設(shè)計保證了當(dāng)掃描振鏡在 Z 軸的上下移動時不影響激光束的光路,也解決了加工中焦距的實時補(bǔ)償問題。本系統(tǒng)采用德國 RAYLASE SS-IIE-15 掃描振鏡來實現(xiàn)小范圍的高速掃描,其掃描速度 435cps( 每秒轉(zhuǎn)速) ,位置跳轉(zhuǎn)速度 7m /s。可以實現(xiàn)高重復(fù)頻率激光的光斑重疊率控制,這為控制激光加工熱累積效應(yīng)提供了必要條件。
3. 4 CCD 視覺定位與自動聚焦系統(tǒng)設(shè)計
由于激光精密加工對焦點位置非常敏感,必須保證激光始終聚焦在待加工的表面,因此在復(fù)雜曲面結(jié)構(gòu)件上加工需要建立一套自動聚焦系統(tǒng),以實現(xiàn)曲面的焦點自動跟隨。如圖 3 所示,本文結(jié)合激光精密自動測距技術(shù)與CCD 視覺定位,建立一套自動聚焦系統(tǒng),驅(qū)動機(jī)械運(yùn)動軸實現(xiàn)曲面的焦點自動跟隨。利用 CCD 視覺系統(tǒng)檢測工件的定位特征點,獲取工件空間位置信息,然后比對工件 CAD 模型的定位特征點,校正工件位姿,最后通過激光測距傳感器在加工位置周邊采集 3 點位置擬合出法線方向,并把相關(guān)信息傳遞給數(shù)控系統(tǒng),完成每個加工點的空間定位。

圖 3 CCD 視覺定位及激光測距系統(tǒng)
根據(jù)系統(tǒng)需要,本文采用大恒工業(yè)攝像頭 MER-1070-14U3M,配合 DH-WWH20-110AT 遠(yuǎn)心工業(yè)鏡頭對工件待加工位置進(jìn)行視覺定位。采用基恩士 LK-H150 激光測距傳感器精密測量傳感器到加工點的距離,其主要參數(shù): 工作距離 150mm,測量范圍 ± 40mm,重復(fù)定位精度 0. 25μm。
3. 5 控制系統(tǒng)設(shè)計
本文設(shè)計的“5 + 2”軸激光加工機(jī)床電氣控制框圖如圖 4 所示。采用集成開源 Ig H Ether CAT master 的低功耗工控機(jī)( Intel J1900、4G 內(nèi)存、240G SSD) 作為Ether CAT 主站,采用支持
Ether CAT 總線的直線電機(jī)、伺服電機(jī)驅(qū)動器和支持 Ether CAT 總線的倍福 EK1100耦合器作為 Ether CAT 從站。倍福 EK1100 耦合器再通過內(nèi)部 的 E-bus 接口和 EL1008 數(shù)字量輸入模塊EL2008 數(shù)字量輸出模塊相連。
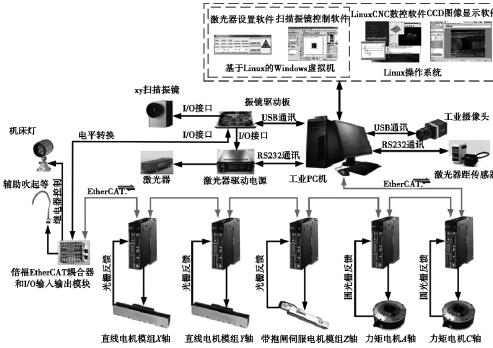
圖 4 “5 +2”軸激光加工機(jī)床電氣控制框圖
同時,工控機(jī)運(yùn)行 Linux CNC 數(shù)控軟件,完成各個軸控制量的計算,通過 Ether CAT 現(xiàn)場總線,可以實現(xiàn)Linux CNC 和直線電機(jī)、伺服電機(jī)驅(qū)動器、I / O 輸入輸出模塊之間的通訊。在用戶將 G 代碼輸入到 Linux C-NC 中后,Linux CNC 中的 RS-274 / NGC 解釋器會將 G代碼解釋成數(shù)控系統(tǒng)能夠識別的數(shù)據(jù)塊; 這些數(shù)據(jù)塊會通過 Linux CNC 中的硬件抽象層( HAL) 傳遞到 Eth-erCAT 主站系統(tǒng); 之后 Ether CAT 主站將數(shù)據(jù)塊以 Eth-er CAT 幀的形式發(fā)送至 Ether CAT 從站并最終驅(qū)動執(zhí)行元件。
另外,用于控制掃描振鏡動作的掃描振鏡控制板卡通過 USB 通訊接口和工控機(jī)相連,用于設(shè)置激光器頻率、能量等參數(shù)的激光器驅(qū)動電源通過 RS232 通訊接口和工控機(jī)相連。掃描振鏡控制板卡還通過 I /O 接口和激光器驅(qū)動電源相連,通過調(diào)節(jié) PWM 頻率和模擬量電壓大小,可以在加工時根據(jù)工藝需要實時改變激光器的頻率和能量等參數(shù)。CCD 工業(yè)攝像頭通過USB3.0 接口和工控機(jī)相連,激光測距傳感器則通過RS232 通訊接口和工控機(jī)相連。
為了實現(xiàn)對掃描振鏡 x 和 y 兩個方向的運(yùn)動控制和激光的實時同步控制,系統(tǒng)將采用基于 USB2. 0 高速模式通訊接口的掃描振鏡實時控制卡。其以大規(guī)模可編程邏輯陣列 FPGA 為基礎(chǔ),采用大規(guī)模集成電路和多層電路板結(jié)構(gòu)以及精簡的控制算法,獨(dú)立地保存和處理主機(jī)的命令,傳輸速度達(dá)到 25Mbps,滿足激光加工對掃描振鏡的實時控制要求。
3. 6 軟件開發(fā)與集成設(shè)計
本系統(tǒng)軟件功能主要包括運(yùn)動控制、I /O 信號控制、激光測距信號采集、CCD 圖像顯示、掃描振鏡控制、激光器控制等功能。考慮到軟件開發(fā)的周期與難度,本系統(tǒng)采用模塊化設(shè)計方法,各功能軟件獨(dú)立運(yùn)行又可實現(xiàn)數(shù)據(jù)的相互傳輸,同時可以增加開發(fā)新的功能[8]。這若干個相對獨(dú)立的軟件分別為: 運(yùn)動數(shù)控軟件、圖像顯示軟件、掃描振鏡控制軟件和激光器參數(shù)設(shè)置軟件。其中圖像顯示軟件使用大恒圖像提供的linux SDK: Galaxy X86 Linux SDK For DAHENG Gig E &USB3 Cameras,通過該軟件來采集 CCD 實時信號并顯示圖像。掃描振鏡控制軟件則使用 EZCAD2.7.6,并可進(jìn)行二次開發(fā)。
激光器參數(shù)設(shè)置軟件由激光器廠家提供。運(yùn)動數(shù)控軟件采用 Linux CNC 開源程序作為基礎(chǔ),是整個系統(tǒng)軟件開發(fā)的核心內(nèi)容,其構(gòu)架上分為 4 部分: 運(yùn)動控制模塊、輸入輸出部分、圖形交互界面和任務(wù)控制模塊。運(yùn)動控制模塊為一個實時模塊,能從系統(tǒng)底層 TASK 任務(wù)中接收運(yùn)動指令,實現(xiàn)運(yùn)動軸軌跡規(guī)劃、正/逆動力學(xué)運(yùn)算完成指定軸的指令速度位置解析計算。
同時,系統(tǒng)也將實時地把運(yùn)動 Motion 的狀態(tài)反饋給系統(tǒng)任務(wù) TASK。輸入輸出部分主要用來處理急停、電磁閥和噴氣裝置等一些輔助的 I /O 控制,任務(wù)調(diào)用周期循環(huán),TASK 負(fù)責(zé)接收 I /O
命令后,再經(jīng)過HAL 定義腳輸出 I / O 的信號控制,從 HAL 的驅(qū)動中讀取驅(qū)動的反饋 I /O 狀 態(tài),把 實 時 信 息 反 饋 給 任 務(wù)TASK[9]。
本文通過配置系統(tǒng)調(diào)用 INI 文件和硬件抽象層 HAL 文件,同時采用跨平臺語言 Python 為主要開發(fā)語言、C 語言為用戶模塊編寫語言、Qt 語言為圖形庫,開發(fā)具有自主知識產(chǎn)權(quán)的用戶界面,實現(xiàn)五軸聯(lián)動控制、加工軌跡實時顯示、JOG 和 NC 模式切換、機(jī)床與用戶坐標(biāo)系設(shè)定、
加工參數(shù)的設(shè)定與實時調(diào)整、自定義擴(kuò)展 I /O、激光測距傳感器的數(shù)據(jù)采集及顯示、機(jī)械運(yùn)動與激光控制交互等功能。另外,由于集成的掃描振鏡控制軟件和激光器參數(shù)設(shè)置軟件需要運(yùn)行在
Windows 操作系統(tǒng)環(huán)境下。
本文采用在 Linux 操作系統(tǒng)中安裝 VMware Workstation虛擬機(jī)程序,在虛擬機(jī)中運(yùn)行 Windows 操作系統(tǒng),分配一個 CPU 核心、2G 內(nèi)存和 120G 硬盤空間供其使用,將需要 Windows 環(huán)境的控制軟件移植到 Linux 環(huán)境下使用,因此只需要一臺工控 PC 機(jī)便可以完成所有軟件控制參數(shù)的操作。如圖 5 所示。
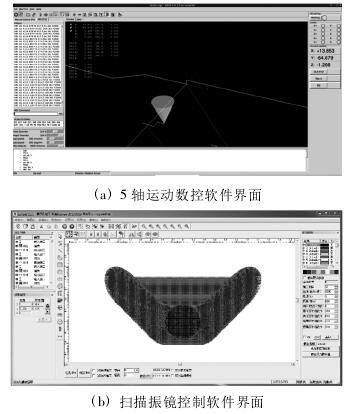
圖 5 “5 +2”軸機(jī)床集成的部分軟件界面
4 、設(shè)備性能與加工試驗
4. 1 機(jī)床重復(fù)定位精度
采用 Agilent E1733A 激光干涉儀對激光加工機(jī)床的重復(fù)定位精度進(jìn)行測定,結(jié)果顯示,該機(jī)床的直線軸重復(fù)定位精度均在 5μm 以內(nèi),旋轉(zhuǎn)軸的重復(fù)定位精度在 5arcsec 以內(nèi),達(dá)到預(yù)定指標(biāo)要求,如圖 6 和表 1 所示。

圖 6 激光干涉儀測得的 X 軸原始數(shù)據(jù)圖
表 1 激光加工機(jī)床各軸重復(fù)定位精度數(shù)據(jù)

4. 2 異型孔激光加工試驗
如圖 7 所示,利用搭建完成的激光加工機(jī)床在鋁合金材質(zhì)的燃燒室火焰筒內(nèi)外環(huán)模擬件上加工傾斜30°的復(fù)雜異型氣膜冷卻孔陣列,加工效果好,效率高,單孔加工時間 2. 5min,如圖 8 所示。用基恩士共聚焦顯微鏡 VK-X210 對單孔質(zhì)量進(jìn)行測量分析,如圖 9 所示,得到進(jìn)氣端圓孔直徑 0. 573mm,異型孔內(nèi)壁粗糙度 2. 704μm,滿足加工指標(biāo)要求。如圖 10 所示,異型孔異型部分長度 2793μm、深度 1093μm,與異型孔設(shè)計模型的尺寸偏差也在公差要求范圍內(nèi)。

圖 7 5 軸聯(lián)動激光加工機(jī)床和燃燒室火焰筒模擬件
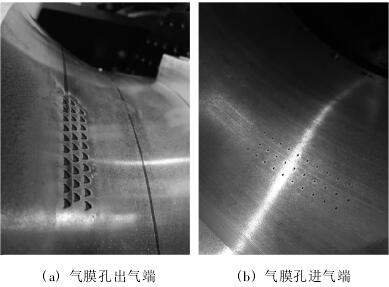
圖 8 在燃燒室火焰筒模擬件復(fù)雜曲面上激光加工的異型氣膜孔陣列


圖 9 異型氣膜孔進(jìn)氣端圓孔直徑測量


圖 10 異型氣膜孔出氣端形貌
5 、結(jié)論
本文基于 Linux CNC 開源數(shù)控系統(tǒng)和 Ether CAT 通訊總線技術(shù),結(jié)合五軸機(jī)械運(yùn)動系統(tǒng)和二軸掃描振鏡光學(xué)運(yùn)動系統(tǒng),開發(fā)了一種航空發(fā)動機(jī)渦輪葉片復(fù)雜異型氣膜冷卻孔加工用的“5 + 2”軸激光加工機(jī)床。試驗結(jié)果表明,該機(jī)床技術(shù)指標(biāo)達(dá)到設(shè)計要求,可實現(xiàn)復(fù)雜曲面結(jié)構(gòu)上異型氣膜冷卻孔的低損傷制備,加工指標(biāo)符合要求。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時代,少談點智造,多談點制造
- 現(xiàn)實面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別