


3D 打印鈦合金結構件銑削加工技術
2023-5-23 來源:首都航天機械有限公司 作者:戰祥鑫
摘要 : 針對 3D 打印鈦合金零件表面粗糙度差和銑削加工難度大的問題,對 3D 打印 TA15結構件的銑削加工技術進行了研究,分別從材料性能、加工流程、加工設備、加工刀具、加工路徑規劃、切削參數等方面進行了工藝探索,較好地實現了 3D 打印鈦合金零件的銑削加工,獲得了較好的產品表面質量和較優的切削參數。
關鍵詞 : 3D 打印 ; 鈦合金 ; 銑削加工 ;工藝參數 ; 粗糙度
1.引言
鈦合金具有密度低、比強度高、屈強比高、耐腐蝕及高溫力學性能優異等特點,在航空、航天、船舶、汽車等行業的應用越來越多,在關鍵零部件中的材料占比也越來越高。但由于鈦合金材料本身的性能特點,采用 “鍛造、鑄造 + 機械加工” 等傳統技術制造復雜鈦合金結構件時,存在制造工藝復雜、加工工序多、生產周期長、材料去除率高和制造成本高等缺點,制約了鈦合金結構件在先進工業及國防裝備中的應用。3D 打印激光快速成形技術是以合金粉末為原料,通過激光熔化逐層堆積,由零件數模一步完成高性能大型復雜結構件的成型。成型構件形狀復雜,節省材料程度高,傳統鑄造和機械加工方法難以企及。但是,3D 打印激光快速成型技術制造的零件表面質量差,與實際應用要求有一定差距。
針對上述問題,本文基于某 3D 打印激光成型技術生產的 TA15 鈦合金零件毛坯,開展增材制造鈦合金結構件銑削加工技術研究。分別從材料特性、加工刀具、切削參數及加工路徑等方面進行工藝探索,提出 3D 打印鈦合金結構件銑削加工的工藝方案,可為后續 3D 打印鈦合金零件的銑削加工提供一定的指導。
2. 材料加工特性及 3D 打印零件特點
2.1 材料加工特性
TA15 鈦合金具有良好的組織穩定性、韌性、塑性、抗腐蝕性、高比強度等優勢,是綜合性能優良的航天用材料,但同時也給機械加工帶來困難。該材料的機械加工具有以下特點 :
(1) 化學活性高,親和作用大。鈦合金在高溫下與大氣層中的 O、N、H 等發生化學反應而生成 TiO2、TiN、TiH 等硬脆層,切削過程中因塑性變形而產生硬化現象,使刀具極易磨損。而且切屑及被切削表層與刀具材料咬合而產生嚴重的粘刀現象,使刀具產生劇烈的粘結磨損 ;
(2) 刀-屑接觸長度短。鈦合金切屑在空氣中氧和氮的作用下形成硬脆化合物,使切屑成短碎片狀,導致刀-屑接觸長度變短,切削力和切削熱集中在切削刃附近,易造成刀具崩刃現象 ;
(3) 熱傳導率低。鈦合金熱傳導率僅 15.24W/(m·K) ,機加工過程中產生的熱量不易散失,切削過程中切削溫度高,刀具磨損嚴重 ;
(4) 彈性模量低。鈦合金的彈性模量僅為 45鋼的 1/2,在載荷作用下發生變形后產生較大的回彈,與刀具后刀面摩擦嚴重,刀具磨損嚴重。
2.2 激光快速成形結構特點
3D 打印成形過程所用鈦合金粉末見圖 1,其粒徑為 45~96μm。試驗前,鈦合金粉末置于120℃環境下烘干處理 5h,以抑制粉末堵塞激光噴嘴,提高粉末流動性,保證送粉量均勻、穩定,避免對成形質量與精度造成不良影響。最終 3D打印的零件表面見圖 2。打印后的零件表面質量較差,無法滿足使用要求。
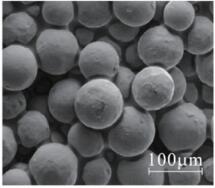
圖 1:TA15 鈦合金粉末形貌

圖 2 :3D 打印 TA15 鈦合金零件表面
3. 加工工藝
3.1 加工方案
TA15 鈦合金在加工過程中會產生因塑性變形導致的殘余應力。針對該問題,采取多次裝夾、逐層加工的方法,將零件加工過程分為粗、半精、精加工,逐步消除材料內應力和機械加工產生的切削殘余應力。根據零件變形情況,工序間按需進行去應力退火處理,以滿足最終的尺寸精度和形位公差要求。
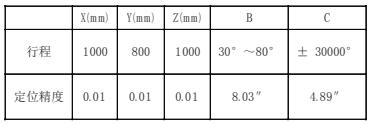
根據零件結構特點及機床性能,采用 DMU數控五軸加工中心,其控制系統為海德漢 530。機床主要參數見表 1。
表 1 數控加工中心主要參數
3.2 加工參數
(1) 刀具選擇
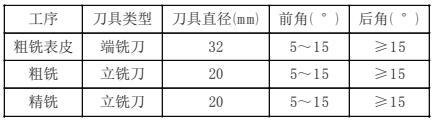
由于鈦合金與空氣中氧和氮的親和性強,并且鈦合金加工過程中的銑削溫度較高,因此鈦合金的切屑迅速地從周圍空氣中吸收這些氣體,生成硬脆層,同時,加工過程中也存在加工硬化現象。此外,3D 打印激光快速成型毛坯表面形成硬而脆的不均勻外皮,在粗加工時極易造成崩刃現象。因此,鈦合金粗加工需選用強度高的刀具材料。同時,由于鈦合金材料對刀具材料的化學親和力強,在切削溫度高和單位面積上切削力大的條件下刀具易產生粘結磨損,因此需選用紅硬性好、強度高、與鈦合金材料親和力差的刀具材料。由于鈦合金的切屑為碎片狀,因此,刀具需具有良好刀刃和較大的容屑槽,以避免因排屑而造成刀具劇烈磨損。綜合考慮以上因素,選用YG 類硬質合金刀具,其參數見表 2。
表 2 加工刀具參數
(2) 切削刀具路徑規劃
根據鈦合金材料彈性模量小和加工易變形的特點,在刀具路徑規劃中需充分考慮切削過程的穩定性,避免切削力突然增大。同時,為保證切出的切屑最薄,應盡量保持刀具在加工過程中為不對稱順銑。具體刀具路徑規劃原則如下 :
①刀具路徑全部采用不對稱順銑 ;
②避免切削圓角處刀具與材料大面積接觸而產生加工振動。加工拐角位置時,增加拐角圓弧過渡,以避免大面積接觸,減小加工振動 ;
③加工深槽和外形時,采用螺旋銑削方式,保證切削過程中的載荷穩定 ;
④面銑削時,采用漸開線式刀具路徑,保證切削過程中的載荷穩定 ;
⑤遵循切出最薄切屑原則,開放區域采用圓弧進刀方式。
(3) 切削參數選擇
根據主運動與進給運動方向的相對關系,銑削分為順銑和逆銑。順銑時切屑由厚到薄,逆銑時切屑由薄到厚 ( 見圖 3) 。銑削鈦合金時,宜采用順銑法,因為刀齒切離時的切屑薄,切屑不易粘結在切削刃上,且產生的應力為壓應力,加工硬化小。逆銑時正好相反,切屑容易粘結,當刀齒再次切入時切屑被碰斷,容易造成刀具材料出現剝落崩刃現象。
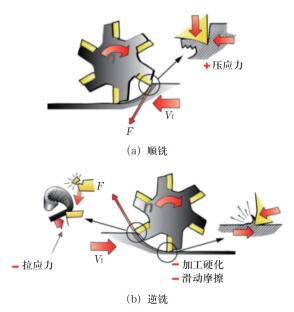
圖 3 銑削方向
切削鈦合金時,切削溫度高、刀具耐用度低,而切削用量中切削速度對切削溫度的影響最大,因此應盡量使切削速度產生的切削溫度接近最優范圍。硬質合金刀具的最優切削溫度約為 650℃~750℃。切削鈦合金時一般采用較低的切削速度、較大的切削深度和進給量。
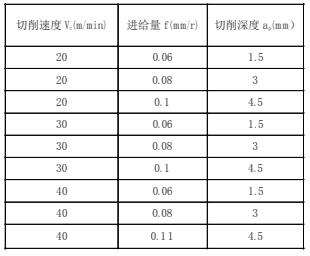
鈦合金在切削過程中有加工硬化現象,如果切削深度太小,刀尖會在硬化層中切削,加重刀具磨損,因此采用大切深低轉速的加工方式。一般要求切削深度不小于 1mm,線速度在 20~40m/min 之 間。精銑切削試驗參數見表 3。
表 3 精銑切削試驗參數
3.3 銑削試驗
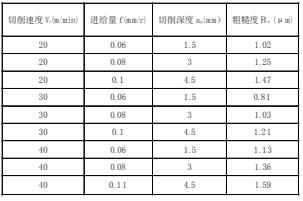
根據上述工藝方案,對該 3D 打印零件進行銑削試驗。加工后的尺寸滿足圖紙要求。不同切削參數下所得表面粗糙度結果見表 4。由表可知,其中當切削速度為 30m/min、進給量為 0.06mm/r、切削深度為 1.5mm 時,銑削表面質量最好。
表 4 銑削試驗結果
4. 結語
以某 3D 打印激光成形鈦合金結構件為研究對象,對加工設備、加工刀具、加工路徑規劃、切削參數等進行工藝探索,找出合適的加工方案,通過分析確定合理的加工刀具和切削工藝參數。由銑削試驗結果可知,當切削速度為 30m/min、進給量為 0.06mm/r,切削深度為 1.5mm時,3D 打印鈦合金結構件的銑削效果最好。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

