


【摘要】數控銑削加工是機械加工中的重要環節,而大尺寸型腔是數控銑削加工的重要內容。常用的編程方法有行切法、環切法、以及二者的綜合利用。但是,行切法在編程中由于需要求解的點坐標比較多,程序冗雜,不但編程效率極低,而且出現問題不易檢查。筆者巧妙利用子程序和等差數列等編程理念,探索出一種快速編程的方法。
【關鍵詞】數控銑削、大尺寸型腔、行切法、子程序、等差數列
【正文】
行切法切削平穩,加工效率高,常用在銑削大尺寸型腔的粗加工特別是模具的開槽加工。在行切法加工中,走刀路線為多個Z字型的組合,而每一個Z字型的走刀軌跡又是重復的,所以可以利用子程序編程原理,把重復的走刀軌跡編成一個子程序,然后通過多次調用子程序的方法來實現。這種編程方法可以簡化程序,縮短編程周期,而且能使程序簡單明了,方便程序檢查。但是,子程序調用次數的確定是行切法編程的一個難題。本文從子程序和等差數列的角度,利用歸納法,總結了一種快速求解調用次數的方法。
1.子程序及其調用格式(以FANUC-0i系統為例)
1.1子程序
編制數控程序時,為了簡化程序的編制,當一個工件上有相同的加工內容或者加工軌跡時,可以把相同的內容和軌跡編制成一個小程序,這個小程序就稱為子程序。然后通過子程序調用的方法進行編程。其中,調用子程序的程序叫做主程序。子程序的編號與一般程序基本相同,只是程序結束字為M99表示子程序結束。
1.2子程序調用格式
子程序調用格式M98 P×××× ××××;
式中:
P―表示子程序調用情況。P后共有8位數字,前四位為調用次數,省略時為調用一次;后四位為所調用的子程序號。
2.等差數列的概念
在一組數列中,如果一個數列從第二項起,每一項與它的前一項的差等于同一個常數,這個數列就叫做等差數列,這個常數叫做等差數列的公差。
3.行切法數控銑削大尺寸型腔的快速編程方法
3.1零件的工藝分析及加工路線的確定
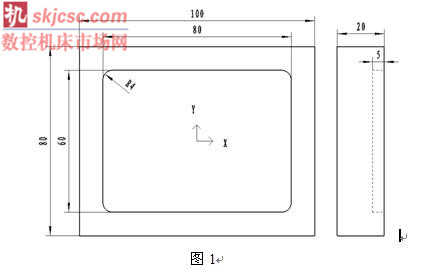
圖1是一個簡單的型腔零件,型腔尺寸比較大,去除的材料比較多。可以采用行切法進行粗加工。由于有R4的拐角圓弧限制,所以,刀具的直徑最大選擇為Φ8mm的立銑刀。粗加工完成后,然后用同一把刀利用環切法進行精加工。
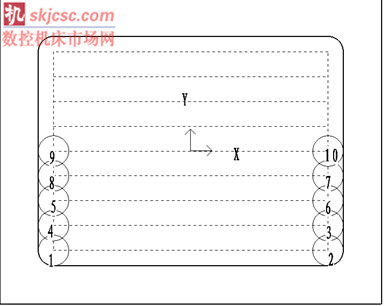
粗加工的路線見圖2,加工軌跡為1→2→3→4→5→6→7→8→9→10……。由于在加工軌跡上有重復動作,所以,我們將2→3→4→5→6這四個動作編成子程序。
3.2調用次數推導計算
設調用次數為n,每刀的切削厚度(即為2→3的距離)為t,刀具的直徑為d。在加工過程中,X方向往復加工,只有Y方向有側移,所以,只計算Y方向槽寬的變化即可,設某時刻Y方向的槽寬為D。另外,1→2銑削完之后的D=d=8mm。
則:調用第一次銑削后Y方向槽寬D=d+2t
調用第二次銑削后Y方向槽寬D=d+2t+2t=d+4t
調用第三次銑削后Y方向槽寬D=d+2t+2t+2t=d+6t
…………
利用數學歸納法,調用n次后,Y方向的槽寬D=d+2nt。該表達式為首項為d,公差為2t的等差數列。由于最終D=60mm,則:
D=d+2nt=8+2nt=60
該式化簡為:nt=26
由于調用次數n為整數,而t﹤d,所以取n=4,t=6.5(刀具有1.5mm的重疊)。
3.3程序的編制
主程序:
O0001 ;主程序名
N10 G90 G92 X0 Y0 Z50 ;建立工件坐標系
N20 M03 S1500 ;主軸正轉,轉速為1500r/min
N30 G00 X-36 Y-26 Z2 ;快速的定刀到1點的正上方
N40 G01 Z-5 F100 ;采用直線插補的方式垂直下刀(預先打工藝孔)
N50 X36 ;加工第一刀
N60 M98P40002 ;調用子程序O0002,調用次數為4次
N70 G90 G01 X-36 F80;采用絕對方式進行精加工到點(-36,,26),進給速度為80mm/min
N80 Y-26 ; 精加工到點(-36, -26),
N90 X36 ; 精加工到點(36, -26)
N100 Y26 ; 精加工到點(36, 26)
N110 G00 X0 Y0 Z50 ;快速返回起刀點
N120 M05 ;主軸停轉
N130 M30 ;程序結束
子程序:
O0002 ;子程序名
N10 G91 G01 Y6.5 F100 ;采用增量的方式往Y方向側移6.5mm
N20 X-72 ;用增量的方式直線插補,增量坐標為-72
N30 Y6.5 X72 ; 用增量的方式直線插補,增量坐標為72
N40 M99 ;子程序結束
4.結語
該行切法關鍵點的求解方法是基于子程序調用和等差數列的計算思路,利用歸納法,找出等差數列的數學表達式,根據調用次數必須為整數和切削寬度小于刀具直徑的特殊要求,最終確定出子程序的調用次數。計算簡單,方便快捷,能夠較好的解決目前行切法子程序調用次數難求的問題。(文:山東冶金技師學院 )
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

