


摘要: 在鋼結(jié)構(gòu)制造生產(chǎn)這一塊, 柱子的制作安裝最為重要, 可以說影響到整個(gè)鋼架的安裝質(zhì)量, 因其為主要承力結(jié)構(gòu), 所以柱子的安裝必須滿足嚴(yán)格的精度要求, 因此柱子的端面加工有嚴(yán)格的工藝要求, 不能保證兩柱端頭75%面積的貼緊就沒有達(dá)到安裝精度要求, 這就要定期對銑床進(jìn)行校正以滿足工藝端面加工要求。
關(guān)鍵詞:端、銑、柱、 劃線、校正
1、刀盤的校正
1.1 框架水平儀的使用
1.1.1 工作原理當(dāng)水平發(fā)生傾斜時(shí), 水準(zhǔn)泡的氣泡就向水平儀升高的一端移動(dòng)。
由于水準(zhǔn)泡的內(nèi)壁曲率半徑不同, 因此產(chǎn)生了不同的分度值。
1.1.2 儀器用途水平儀主要用于檢驗(yàn)各種機(jī)床及其它類型設(shè)備導(dǎo)軌的直線度、平面度和設(shè)備安裝的水平性、垂直性。
1.1.3 儀器規(guī)格框式水平儀規(guī)格:100、150、200、250、300mm 分度值:0.02--0.10mm/m
1.1.4 儀器結(jié)構(gòu)水平儀主要由主體
水準(zhǔn)泡系統(tǒng)及調(diào)整機(jī)構(gòu)等部分組成。主體用作測量基面, 水準(zhǔn)泡系統(tǒng)用作讀數(shù), 調(diào)整機(jī)構(gòu)用作調(diào)整水平儀零位。
1.1.5使用方法測量時(shí)使水平儀工作面緊貼在被測表面, 待氣泡完全靜止后方可進(jìn)行讀數(shù)。水平儀的分度值是以一米為基長的傾斜值,為避免由于水平儀零位不準(zhǔn)引起的測量誤差, 因此在使用前必須對水平儀的零位進(jìn)行校對或調(diào)整。水平儀零位校對, 調(diào)整方法將水平儀放在基礎(chǔ)穩(wěn)固, 大致水平的平板或機(jī)床導(dǎo)軌上, 待氣泡穩(wěn)定后, 在一端如左端讀數(shù), 且定為零。再將水平儀調(diào)轉(zhuǎn)度180度,仍放在平板原來的位置上, 待氣泡穩(wěn)定后, 仍在原來一端左端讀數(shù)A格則水平儀零位誤差為二分之A格。如果零位誤差超過許可范圍, 則需調(diào)整水平儀零位調(diào)整機(jī)構(gòu)調(diào)整螺釘或螺母, 使零位誤差減小至許可值以內(nèi)。對于非規(guī)定調(diào)整的螺釘, 螺母不得隨意擰動(dòng)。調(diào)整前水平儀工作面與平板必須擦試干凈, 調(diào)整后螺釘或螺母等零件必須固緊。
1.2 用框架水平儀對刀盤進(jìn)行測量
1.2.1 關(guān)系換算
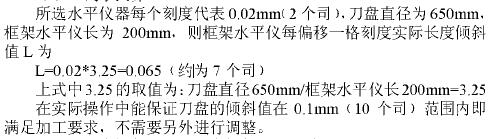
水平儀的工作原理水平儀的水準(zhǔn)管是由玻璃制成, 水準(zhǔn)管內(nèi)壁是一個(gè)具有一定曲率半徑的曲面, 管內(nèi)裝有液體, 當(dāng)水平儀發(fā)生傾斜時(shí),水準(zhǔn)管中氣泡就向水平儀升高的一端移動(dòng), 從而確定水平面的位置。當(dāng)水平儀和刀盤貼近時(shí), 水平儀的水泡方向和刀盤傾斜的方向是相反的。
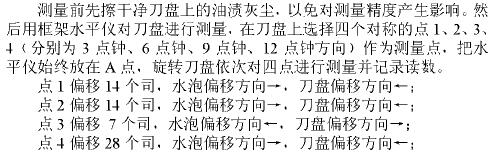
1.2.3 對刀盤的傾斜值進(jìn)行測量
如上所示數(shù)值和偏移方向可知刀盤在上述四個(gè)方向上都有變形但總體變形不大, 只選擇最大偏移值進(jìn)行調(diào)校即可。如果刀盤幾個(gè)方向偏移值過大且方向不一, 則在實(shí)際調(diào)校很難進(jìn)行, 因?yàn)榈侗P已經(jīng)嚴(yán)重變形,需考慮更換刀盤, 并在今后操作銑床時(shí)要注意進(jìn)刀量和轉(zhuǎn)速。
1.2.4 依據(jù)刀盤傾斜量和傾斜方向?qū)Φ蹲M(jìn)行校正通過上面記錄的最大數(shù)值28司分析, 可知刀盤已經(jīng)發(fā)生傾斜同時(shí)也可判斷出刀盤的傾斜方向, 因此需要對刀盤進(jìn)行調(diào)整以消除最大傾斜值。方法是擰松刀體齒輪箱部分的螺栓, 在其傾斜的反方向下部塞進(jìn)銅質(zhì)調(diào)整墊片, 墊片的厚度為最大數(shù)值的一半。即28/2=14司。塞進(jìn)墊片后擰緊螺栓再重新按照上述方法用水平儀進(jìn)行測量調(diào)整直到滿足所選四個(gè)方向偏移量保證在10個(gè)司內(nèi)即可。此時(shí)端銑床刀座部分調(diào)整完畢.
2 、銑床架子的校正
2.1 銑床架子橫梁水平方向的校正
校正方法是用水準(zhǔn)儀對靠近架子橫梁兩端位置標(biāo)尺進(jìn)行讀數(shù), 標(biāo)尺采用同一數(shù)值, 記錄好各橫梁兩端上下偏移量, 然后對橫梁進(jìn)行填補(bǔ)調(diào)整以保證橫梁在水平方向滿足要求。
2.2工件貼緊架子側(cè)面的調(diào)整
按工藝要求在銑加工過程中必須檢查翼板上中心線垂直線與已加工端面距離, 已加工面兩端與上述翼板中心線的垂直線距離相等, 誤差不大于0.5mm, 如出現(xiàn)誤差過大, 必須隨時(shí)進(jìn)行調(diào)整。
上面已經(jīng)對刀體進(jìn)行校正過, 且銑床是固定在地面上的, 也就是說其行走軌跡是固定的,如果出現(xiàn)誤差過大, 需要調(diào)整的就是承載工件架子的調(diào)整。測量其誤差的方法如下:
1、從柱子兩端腹板引中心線上來, 彈出翼板中心線。
2、分別在距離兩側(cè)端面大致-100--500mm 處畫其中心線的垂線。
3、測量其對角線的長度, 如果偏差在1mm內(nèi)則滿足實(shí)際要求, 如大于1mm則重新找垂線。
4、將劃線針固定在刀盤上, 開動(dòng)銑床使劃線針沿著柱子一側(cè)已劃好垂線劃過, 然后比較其與先前垂線的重合情況。如果小于0.5mm則滿足要求, 如果大于0.5mm 要調(diào)整。
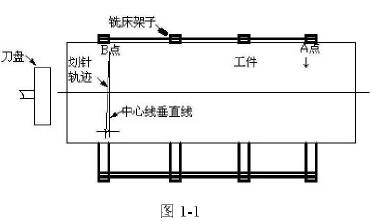
5、如圖1-1所示工件是靠在銑床架子的端面一側(cè), 在實(shí)際中依據(jù)兩點(diǎn)成一線的原理, 柱子主要是靠在架子的、AB兩點(diǎn)。由于銑床是固定在地面上的其行走軌跡是固定的, 這就需要對架子端面進(jìn)行調(diào)整。由圖1-1可以看出要想使中心線垂直線與劃針軌跡重合就應(yīng)該將A點(diǎn)沿圖示方向進(jìn)行調(diào)整, 而架子也是固定好的, 就要對A點(diǎn)處架子與工件的接觸面焊接鐵板進(jìn)行調(diào)整。再重新走刀直到完全重合為止。
上述方法依次對刀體和端銑支架的調(diào)整進(jìn)行介紹。通過對刀體的調(diào)整, 保證了端銑加工后柱子腹板方向端面與水平面的垂直性通過對端銑支架側(cè)端面的調(diào)整是為了保證端銑加工后柱子翼板方向端面與水平面的垂直性而通過對端銑支架在同一標(biāo)高下橫梁水平方向的調(diào)整是為了確保加工工件在水平面上, 從而保證端銑加工柱子腹板方向端面與水
平面的垂直性因此通過對上述幾個(gè)方面的調(diào)整后, 端銑床就可以保證加工后的柱子在現(xiàn)場安裝達(dá)到75%以上的端面貼合率, 能夠滿足安裝質(zhì)量要求。
在車間實(shí)際生產(chǎn)中, 一般要求每半個(gè)月就要進(jìn)行一次校正, 這也是車間質(zhì)量控制的一個(gè)環(huán)節(jié), 只有保證機(jī)加工工具的精密性才能保證產(chǎn)品的合格率。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別