
1前言
隨著國內(nèi)外汽車產(chǎn)品市場競爭的日益白熱化,汽車主機(jī)廠對模具產(chǎn)品質(zhì)量、模具制造成本及模具制造周期都提出了更高的需求。而目前在汽車沖壓模具制造過程中都普遍存在著模具鑄件的鑄造水平低、數(shù)控加工自動化程度低、模具鉗工手工研修量大、模具調(diào)試占用壓床周期長、模具整體制造精度低、沖壓產(chǎn)品零件合格率低和對手工調(diào)整經(jīng)驗(yàn)結(jié)果缺乏積累分析環(huán)節(jié)等難點(diǎn)問題。
這些問題的普遍存在造成國內(nèi)汽車模具企業(yè)的整體制造水平與日本豐田、德國大眾等國際一流模具制造企業(yè)仍有相當(dāng)大的差距。針對以上重點(diǎn)問題,通過快速的大量數(shù)據(jù)采集分析手段,對汽車沖壓模具的整個(gè)生產(chǎn)制造過程進(jìn)行數(shù)據(jù)化質(zhì)量分析控制,從而有針對性地進(jìn)行模具各階段過程產(chǎn)品的整改與修正,并形成具有汽車沖壓模具制造特點(diǎn)的質(zhì)量管理控制體系及模具調(diào)整經(jīng)驗(yàn)積累機(jī)制,從而具備模具設(shè)計(jì)、制造、調(diào)試、數(shù)據(jù)分析并優(yōu)化設(shè)計(jì)的閉環(huán)控制能力。
2數(shù)據(jù)采集技術(shù)
2.1泡沫實(shí)型的點(diǎn)數(shù)據(jù)采集及分析
以往泡沫實(shí)型的加工余量檢測主要是使用三坐標(biāo)劃線機(jī),編程人員事先以數(shù)據(jù)表的形式提供加工型面的理論數(shù)值,檢測人員對泡沫實(shí)型的對應(yīng)位置進(jìn)行檢測。該檢測方式只能對照數(shù)據(jù)表去判定余量的大小,無法從泡沫實(shí)型整體出發(fā)做全面的加工余量分析;受設(shè)備檢測范圍的限制,對大型工件的檢測不方便,檢測后的結(jié)果無法存檔。如果鑄件毛坯加工型面變形、余量不均、無加工余量或加工余量不足等質(zhì)量問題出現(xiàn)時(shí),很難判斷是由于泡沫實(shí)型的缺陷還是鑄造過程存在問題造成的。
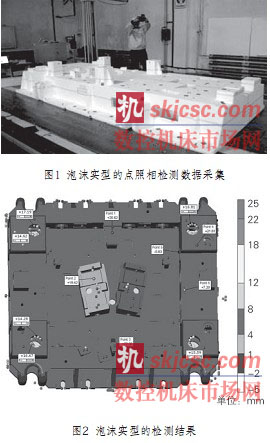
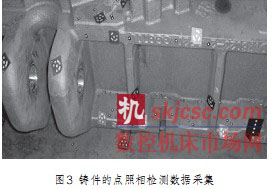
通過擴(kuò)展照相測量系統(tǒng)的應(yīng)用范圍,應(yīng)用單反數(shù)碼相機(jī)快速采集模具鑄件泡沫實(shí)型的離散點(diǎn)3D坐標(biāo),如圖1。將照相采集數(shù)據(jù)與理論實(shí)體數(shù)模進(jìn)行比較分析,計(jì)算得到泡沫實(shí)型的加工余量分布狀態(tài)。該檢測方式能夠?qū)⒂嗔拷Y(jié)果進(jìn)行數(shù)據(jù)化分層,將余量偏差結(jié)果用不同顏色區(qū)分。圖2為檢測結(jié)果數(shù)據(jù)分析偏差云圖,可以直觀地檢查、判定工件余量分布是否合理。
點(diǎn)照相檢測方式與三坐標(biāo)劃線機(jī)檢測方式相比有如下優(yōu)點(diǎn):a.省去了由編程人員提供檢測數(shù)據(jù)點(diǎn)出圖的環(huán)節(jié);b.避免了檢測的人為失誤;c.可以綜合評定鑄件的整體余量分布狀況,如出現(xiàn)檢測余量不均可以通過平移坐標(biāo)系的方式進(jìn)行調(diào)整,這樣減少了手工修改的時(shí)間;d.檢測結(jié)果可以保留為三維數(shù)據(jù),便于日后查驗(yàn);e.可以一次檢測多個(gè)工件,檢測效率提高30%以上;f.點(diǎn)照相檢測所得數(shù)據(jù)與鑄造后的鑄造毛坯檢測數(shù)據(jù)進(jìn)行對比分析,可以優(yōu)化加工余量及鑄造縮比的設(shè)置參數(shù)。該項(xiàng)目的實(shí)施優(yōu)化了泡沫實(shí)型的制作工藝,實(shí)現(xiàn)了實(shí)型制作、實(shí)型檢測、鑄件檢測,鑄件加工基準(zhǔn)的統(tǒng)一。
2.2鑄件毛坯的點(diǎn)數(shù)據(jù)采集及分析
以往鑄件加工前通常采用對刀程序在機(jī)床上進(jìn)行試切的方法,無對刀基準(zhǔn)及表面余量檢測環(huán)節(jié),結(jié)果是占用數(shù)控設(shè)備準(zhǔn)備時(shí)間過長,機(jī)床有效利用率低,并且安全性差,加工時(shí)可能會發(fā)生撞刀事故,導(dǎo)致刀具損壞、工件報(bào)廢、加工設(shè)備精度下降等現(xiàn)象,因此一直沒能實(shí)現(xiàn)無人化的程序自動加工。
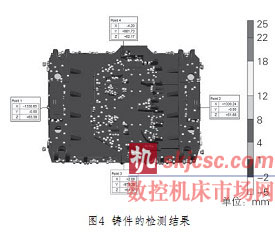
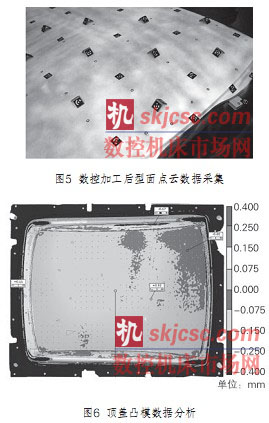
點(diǎn)照相測量技術(shù)能夠?qū)㈣T件所有的加工型面以離散3D點(diǎn)的形式全部采集出來,如圖3。其比較原則為:先以導(dǎo)向部分余量均勻?yàn)橹鳎倏雌渌Y(jié)構(gòu)面的余量,確定坐標(biāo)系的平移量;當(dāng)鑄件的變形量較大時(shí),則要通過均分導(dǎo)板余量的方法,建立坐標(biāo)系。圖4為鑄件的檢測結(jié)果數(shù)據(jù),從檢測結(jié)果發(fā)現(xiàn)部分精加工面沒有加工余量,分析原因是由于鑄件變形所致。處理方法為一側(cè)連接板面拉直,以另一側(cè)連接板的加工余量取中,再偏移坐標(biāo)系,使所有加工面余量較均勻后,用兩側(cè)相對余量較均勻的面作為建系標(biāo)準(zhǔn)。
點(diǎn)照相技術(shù)在鑄件檢測上的應(yīng)用具有以下優(yōu)點(diǎn):
a.離散3D點(diǎn)偏差量能夠反映出鑄件的余量狀態(tài),取消了數(shù)控機(jī)床試刀的過程,解決了鑄件毛坯在上數(shù)控機(jī)床前對其加工余量的比較分析,避免了由于工件干涉面、鑄造形成凸臺等問題導(dǎo)致撞刀事故的發(fā)生。
b.通過對數(shù)據(jù)點(diǎn)的坐標(biāo)平移,在滿足數(shù)控加工最小余量的同時(shí)使型面余量更均勻,使數(shù)控編程人員合理地編制出數(shù)控加工程序,實(shí)現(xiàn)二維結(jié)構(gòu)面無人化程序自動加工,提高了數(shù)控機(jī)床有效的操作時(shí)間,降低了成本的消耗。
c.通過大量的鑄件毛坯數(shù)據(jù)采集和整理,在保證鑄件余量穩(wěn)定的情況下,可降低鑄件毛坯的余量值,節(jié)約模具成本。
2.3模具型面的點(diǎn)云數(shù)據(jù)采集及分析
目前汽車覆蓋件沖壓模具的質(zhì)量控制主要依靠大型三坐標(biāo)測量機(jī),通過采集離散點(diǎn)的方式確認(rèn)模具表面與理論數(shù)據(jù)的偏差狀態(tài),所測量數(shù)據(jù)具有較大的片面性。如很難體現(xiàn)數(shù)控加工經(jīng)常出現(xiàn)的斷差問題及凹角加工是否到位等問題。
應(yīng)用光學(xué)掃描設(shè)備進(jìn)行檢測,對數(shù)控加工后的模具型面及功能面進(jìn)行全方位的點(diǎn)云數(shù)據(jù)采集,能夠從整體上對模具的制造精度進(jìn)行分析,如圖5。該技術(shù)利用點(diǎn)云的形式提取模具加工型面的所有數(shù)據(jù),與三維加工數(shù)模對比,提供彩色云圖數(shù)據(jù)解析報(bào)告,圖6為頂蓋凸模數(shù)控加工后與加工數(shù)模對比分析云圖。數(shù)據(jù)結(jié)果能夠直觀地顯示模具的整體偏差趨勢,解決了型面出現(xiàn)斷差檢測難的問題,并為調(diào)試鉗工提供了更為有效的修正依據(jù)。這種檢測對于單品模具的表面質(zhì)量和制造精度有了明顯的提高。
2.4數(shù)據(jù)化虛擬合模技術(shù)
虛擬合模技術(shù)是汽車覆蓋件模具調(diào)試工藝方法和模具檢測技術(shù)的創(chuàng)新。該技術(shù)實(shí)際上是裝配模具在上壓機(jī)之前,通過掃描數(shù)據(jù)在計(jì)算機(jī)中分析模具的綜合加工精度及合模間隙,將模具傳統(tǒng)的單件精度檢測提升為工作狀態(tài)下的組合裝配檢測。其特點(diǎn)是消除了以往利用上壓機(jī)調(diào)試,通過觀察著色來判定模具的合模效果而產(chǎn)生占用壓機(jī)時(shí)間長的弊端。
(1) 模具調(diào)試前的虛擬合模分析
虛擬合模分析是利用白光掃描設(shè)備分別對模具的上下模型面、導(dǎo)向面、平衡塊面進(jìn)行全面的掃描檢測,提取表面數(shù)據(jù),以理論CAD模型為基準(zhǔn)進(jìn)行對齊,考慮料厚補(bǔ)償后,將上、下模具的掃描數(shù)據(jù)按照一定的基準(zhǔn)規(guī)則進(jìn)行虛擬合模,從而得到模具在入調(diào)前的綜合合模間隙分布,如圖7。
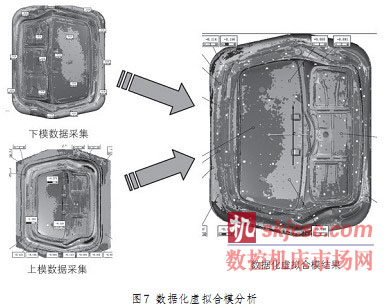
上述數(shù)據(jù)所提供的模具研修方案,將模具以往所存在的凹角加工不到位、模具導(dǎo)向是否匹配、型面加工是否合格等問題通過數(shù)據(jù)體現(xiàn)出來,調(diào)試工人不需要采用模具上壓機(jī)查看制件著色和壓鉛絲等辦法分析模具合模間隙狀況,而通過合模間隙報(bào)告就可以進(jìn)行模具研調(diào),提高壓力機(jī)資源的有效使用率30%以上,降低了調(diào)試工作的難度。
對于對稱零件可先重點(diǎn)調(diào)試單側(cè)零件模具,待該側(cè)模具穩(wěn)定成形后,其手工修磨的結(jié)果可以首先通過虛擬合模技術(shù)進(jìn)行數(shù)據(jù)采集及合模分析,記錄模具的修磨過程,以此為基礎(chǔ)指導(dǎo)另一側(cè)模具的調(diào)試工作。對于手工調(diào)整大的區(qū)域還可直接采用對稱掃描點(diǎn)云數(shù)據(jù)進(jìn)行編程數(shù)控加工。另外,前工序如拉延型面通過手工打磨處理后,后工序的型面也可按照此方案進(jìn)行編程加工,在保證了數(shù)據(jù)基準(zhǔn)的一致性的同時(shí)又大大降低了鉗工的手工研修量,從整體上縮短模具制造周期。
(2)模具調(diào)試合格后的虛擬合模狀態(tài)數(shù)據(jù)積累
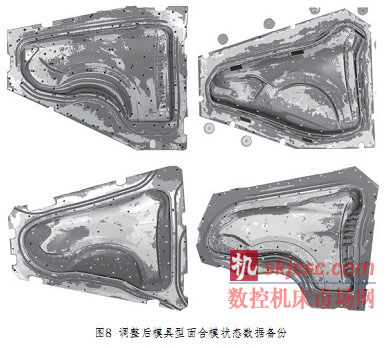
將經(jīng)過調(diào)試鉗工調(diào)整后的同類覆蓋件的經(jīng)驗(yàn)結(jié)果進(jìn)行電子數(shù)據(jù)備份,逐步形成調(diào)整后模具型面經(jīng)驗(yàn)數(shù)據(jù)庫,圖8為部分翼子板類零件模具的合模狀態(tài)數(shù)據(jù)備份。將此經(jīng)驗(yàn)數(shù)據(jù)逐步融入到前期的沖壓工藝造型和加工數(shù)模補(bǔ)充面不等間隙設(shè)計(jì)中,進(jìn)一步提高設(shè)計(jì)數(shù)據(jù)的可靠性,逐步減少鉗工研修工作量。
(3)應(yīng)用虛擬合模技術(shù)進(jìn)行模具修理與復(fù)制
通常情況下,在模具的調(diào)試過程中都要經(jīng)過鉗工的手工打磨,修整后的型面一般都與理論的設(shè)計(jì)數(shù)據(jù)有一定的偏差,對于模具的復(fù)制或修理如果采用原CAD數(shù)據(jù)進(jìn)行加工,調(diào)整工作量比較大,相當(dāng)于重新進(jìn)行一遍模具調(diào)試。通過虛擬合模技術(shù)可以快速分析模具工作表面與理論數(shù)據(jù)的偏差狀態(tài),同時(shí)得到模具工作時(shí)的相對間隙狀態(tài),這對于形成切實(shí)可靠的模具修理或復(fù)制方案尤為重要。
在模具掃描前,首先要對被掃工件表面進(jìn)行光順修補(bǔ)處理,將工件表面的暗坑和破損位置用樹脂進(jìn)行光順處理,修正原模具的明顯缺陷,通過光學(xué)掃描設(shè)備對復(fù)制工件進(jìn)行數(shù)據(jù)采集。數(shù)據(jù)采集后進(jìn)行模具狀態(tài)分析,針對不同的分析狀態(tài)制定不同的工藝路線。對于內(nèi)板零件模具,一般采用點(diǎn)云光順后直接作為加工數(shù)據(jù);對于外板零件模具,采用點(diǎn)云直接加工或通過逆向構(gòu)建加工數(shù)據(jù)的方式。
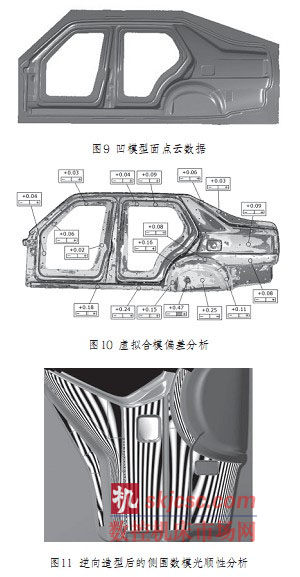
圖9為捷達(dá)側(cè)圍拉延模具復(fù)制前采集的凹模型面點(diǎn)云數(shù)據(jù)。該工件型面雖然經(jīng)過光順處理,但由于型面較大,根據(jù)虛擬合模偏差分析(圖10),在某些部位仍然存在偏差,這需要在逆向再造時(shí)將暗坑等缺陷位置進(jìn)行人為造型修正。經(jīng)光順分析檢查得知,再造的側(cè)圍數(shù)模型面光順性好,完全滿足客戶要求,如圖11。
3結(jié)論
(1)采用點(diǎn)照相技術(shù)檢測泡沫實(shí)型,并從模型的整體結(jié)構(gòu)出發(fā),全面衡量實(shí)型的余量分布狀態(tài),降低泡沫實(shí)型報(bào)廢率90%以上,提高了泡沫實(shí)型的準(zhǔn)確性。
(2)采用點(diǎn)照相技術(shù)檢測鑄件毛坯,能夠及時(shí)發(fā)現(xiàn)鑄件問題,有效地指導(dǎo)數(shù)控編程方式,降低數(shù)控自動加工過程中發(fā)生干涉碰撞、損壞刀具的現(xiàn)象,同時(shí)可以精確確定數(shù)控加工基準(zhǔn),減少占用數(shù)控設(shè)備找正時(shí)間,從而提高數(shù)控加工效率及加工安全性。
(3)采用數(shù)據(jù)化虛擬合模技術(shù)對拉延模具進(jìn)行入調(diào)前的檢測分析,將單件檢測提升到裝配檢測,是模具制造技術(shù)及質(zhì)量監(jiān)控的一次升級,有效地指導(dǎo)了調(diào)試工作。將經(jīng)過調(diào)試鉗工調(diào)整后的覆蓋件按類歸納,形成模具型面調(diào)試經(jīng)驗(yàn)數(shù)據(jù)庫,可總結(jié)調(diào)試經(jīng)驗(yàn)、指導(dǎo)前期沖壓工藝設(shè)計(jì),提高設(shè)計(jì)數(shù)據(jù)的可靠性。
(4)以數(shù)據(jù)化虛擬合模技術(shù)為基礎(chǔ),利用點(diǎn)云數(shù)據(jù)編輯優(yōu)化并直接編程加工的方法,對于模具復(fù)制、修理、對稱制造的周期平均縮短1個(gè)月以上,經(jīng)濟(jì)效益顯著。
(5)在汽車沖壓模具制造生產(chǎn)過程中,全面采用光學(xué)檢測技術(shù)和虛擬合模技術(shù),并形成從沖壓工藝分析、數(shù)控加工、模具調(diào)試、數(shù)據(jù)備份及CAE分析驗(yàn)證的閉環(huán)質(zhì)量控制體系,可逐步縮短與國際一流模具企業(yè)的差距,提升產(chǎn)品競爭力。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








