
0 引言
自20 世紀(jì)40 年代起,國內(nèi)外的學(xué)者就對(duì)內(nèi)冷卻磨削進(jìn)行了大量研究,這些研究主要集中在開槽砂輪切削液內(nèi)冷卻[1-3]、多孔隙燒結(jié)型砂輪切削液內(nèi)冷卻[4-6]、徑向開孔電鍍CBN 砂輪低溫冷氣內(nèi)冷卻[7]、徑向開孔砂輪切削液內(nèi)冷卻[8-9]等幾個(gè)方面。開槽砂輪切削液內(nèi)冷卻和多孔隙燒結(jié)型砂輪切削液內(nèi)冷卻技術(shù)較為成熟,在生產(chǎn)中已經(jīng)有所應(yīng)用[5],但是開槽砂輪的開槽工藝復(fù)雜,成本高,同時(shí)在冷卻過程中出現(xiàn)冷卻盲區(qū),也無法實(shí)現(xiàn)連續(xù)冷卻。因此,開槽砂輪內(nèi)冷卻在生產(chǎn)中應(yīng)用很少。目前徑向開孔電鍍CBN 砂輪低溫冷氣內(nèi)冷卻和徑向開孔砂輪切削液內(nèi)冷卻技術(shù)尚處于實(shí)驗(yàn)室研究階段,存在的主要問題是用低溫冷氣冷卻有很好的冷卻效果,但低溫冷氣的抽取、壓縮和密封等裝置要求嚴(yán)格,使配置成本很高。因此,磨削液的冷卻方式在目前還是最主要的,是冷氣無法取代的。徑向開孔砂輪由于與試件接觸角度較大,因此與試件的碰撞會(huì)產(chǎn)生較大的振動(dòng),并且會(huì)導(dǎo)致磨損加快,使加工質(zhì)量不穩(wěn)定,砂輪壽命縮短; 開孔砂輪制造困難,難于批量化生產(chǎn),同時(shí)需要專用設(shè)備,因此成本較高。雖然內(nèi)冷卻磨削存在許多問題,但是內(nèi)冷卻磨削仍被大多數(shù)學(xué)者認(rèn)為是降低磨削區(qū)溫度,避免磨削燒傷的最有效的冷卻方法,對(duì)內(nèi)冷卻磨削技術(shù)的研究具有重要的理論和現(xiàn)實(shí)意義。
1 內(nèi)冷卻平面磨削實(shí)驗(yàn)系統(tǒng)
本文主要從兩個(gè)方面研究開孔砂輪切削液內(nèi)冷卻磨削,一是降低磨削溫度,避免磨削燒傷的效果; 二是影響內(nèi)冷卻磨削加工質(zhì)量的因素。為了達(dá)到以上研究的目的,筆者在對(duì)內(nèi)冷卻磨削技術(shù)研究的基礎(chǔ)上,研制了用于M7130 平面磨床的內(nèi)冷卻平面磨削驗(yàn)系統(tǒng)[11],如圖1 所示,該系統(tǒng)在進(jìn)行磨削加工時(shí),切削液從開孔砂輪內(nèi)部孔道直接噴射到磨削區(qū),破壞磨削區(qū)的封閉性,提高冷卻效果,降低磨削區(qū)溫度,避免磨削燒傷、裂紋,提高磨削加工質(zhì)量。
如圖1a 所示,內(nèi)冷卻平面磨削實(shí)驗(yàn)系統(tǒng)主要由供液系統(tǒng)( 供液系統(tǒng)由液箱1、過濾器2、齒輪泵3、溢流閥4 和節(jié)流閥5 構(gòu)成) 、砂輪架9、內(nèi)冷卻砂輪( 開孔砂輪) 10 等部分構(gòu)成。內(nèi)冷卻砂輪( 開孔砂輪) 10 通過砂輪架9 安裝在磨床主軸11 上,試件13 通過電磁吸盤或者夾具( 圖1 中未表示出來) 安裝在工作臺(tái)14上。由液箱1、過濾器2、齒輪泵3、溢流閥4、節(jié)流閥5構(gòu)成的供液系統(tǒng)提供的切削液通過旋轉(zhuǎn)接頭8,再經(jīng)砂輪架9 內(nèi)部孔道進(jìn)入開孔砂輪10 的中心區(qū),在液壓力及離心力作用下沿徑向孔往外噴射,一部分切削液直接作用在磨削區(qū),進(jìn)行內(nèi)冷卻; 一部分切削液被砂輪護(hù)罩12 遮擋、收集,從外部澆注到磨削加工部位,形成外冷卻。砂輪內(nèi)部噴射出的切削液最終由積液盤15 收集,并流回液箱1 進(jìn)行循環(huán)利用。
2 實(shí)驗(yàn)過程及實(shí)驗(yàn)數(shù)據(jù)
磨削實(shí)驗(yàn)用的試件有4 塊,尺寸為60mm ×60mm ×20mm,材料為45 鋼鋼塊。普通砂輪和內(nèi)冷卻砂輪各一片,砂輪參數(shù)如表1 所示。切削液采用5% 水基磨削乳化液,最大流量為125mL /s。


實(shí)驗(yàn)1: 無切削液空轉(zhuǎn)實(shí)驗(yàn)。其目的是在不通切削液的情況下進(jìn)行砂輪回轉(zhuǎn)強(qiáng)度試驗(yàn),并觀察系統(tǒng)的干涉和砂輪振動(dòng)情況。實(shí)驗(yàn)時(shí),將內(nèi)冷卻平面磨削系統(tǒng)安裝在M7130C 平面磨床上,在不通切削液的情況下,進(jìn)行砂輪空轉(zhuǎn)實(shí)驗(yàn)。第一次實(shí)驗(yàn)發(fā)現(xiàn)系統(tǒng)振動(dòng)較大,且伴隨有劇烈的噪聲。經(jīng)過分析發(fā)現(xiàn)問題在于旋轉(zhuǎn)接頭的密封面處潤滑不夠充分,因此進(jìn)行第二次實(shí)驗(yàn)時(shí),在起動(dòng)電動(dòng)機(jī)之前,先通切削液對(duì)旋轉(zhuǎn)接頭密封面進(jìn)行潤滑,然后再關(guān)閉切削液,使系統(tǒng)在無切削液的狀態(tài)下空轉(zhuǎn)運(yùn)行,砂輪連續(xù)空轉(zhuǎn)時(shí)間大約5min,運(yùn)行過程砂輪振動(dòng)小,系統(tǒng)產(chǎn)生的噪聲也很小。實(shí)驗(yàn)表明: 砂輪回轉(zhuǎn)強(qiáng)度試驗(yàn)合格; 內(nèi)冷卻平面磨削系統(tǒng)不存在干涉; 在旋轉(zhuǎn)接頭潤滑充分的情況下,系統(tǒng)運(yùn)行平穩(wěn)。實(shí)驗(yàn)2: 通切削液空轉(zhuǎn)實(shí)驗(yàn)。其目的是在通切削液的情況下進(jìn)行砂輪回轉(zhuǎn)強(qiáng)度試驗(yàn),并觀察切削液流量對(duì)砂輪振動(dòng)的影響,以及霧化與切削液流量之間的關(guān)系。實(shí)驗(yàn)時(shí)在無切削液的情況下,起動(dòng)電動(dòng)機(jī),待砂輪運(yùn)轉(zhuǎn)平衡后,打開切削液開關(guān),調(diào)節(jié)節(jié)流閥,使切削液的流量逐漸增大,當(dāng)流量很小時(shí),霧化理象明顯,隨切削液流量的增大,霧化明顯減弱。當(dāng)切削液流量增加到最大后,保持流量讓砂輪空轉(zhuǎn)5min 左右。在整個(gè)實(shí)驗(yàn)過程中,砂輪振動(dòng)很小,系統(tǒng)產(chǎn)生的噪聲也很小。實(shí)驗(yàn)表明: 砂輪回轉(zhuǎn)強(qiáng)度試驗(yàn)合格; 切削液的流量變化對(duì)砂輪振動(dòng)影響很小; 霧化與切削液流量負(fù)相關(guān)。
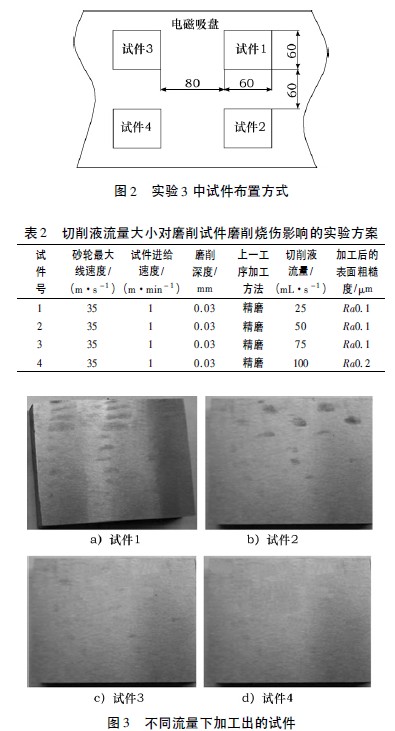
實(shí)驗(yàn)3: 45 鋼材料磨削實(shí)驗(yàn)。實(shí)驗(yàn)?zāi)康氖潜容^切削液流量大小對(duì)磨削試件磨削燒傷程度的影響。實(shí)驗(yàn)過程: 首先將4 塊60mm × 60mm × 20mm 的45 鋼鋼塊按照圖2 所示的布置方式安裝在電磁吸盤上,無切削液啟動(dòng)砂輪,按照表2 所示的方案調(diào)整磨削用量,改變切削液的流量,依次完成試件1 ~ 試件4 的加工。不同流量下加工出的試件如圖3 所示,試件1 ~ 試件4的表面粗糙度分別為Ra0. 1μm、Ra0. 1μm、Ra0. 1μm、Ra0. 2μm。
實(shí)驗(yàn)4: 內(nèi)冷卻磨削與外冷卻磨削對(duì)比實(shí)驗(yàn)。實(shí)驗(yàn)?zāi)康氖球?yàn)證內(nèi)冷卻磨削在降低磨削溫度,避免磨削燒傷,提高磨削質(zhì)量方面的效果。實(shí)驗(yàn)過程: 將4 塊60mm × 60mm × 20mm 的45 鋼鋼塊按照圖2 所示的布置方式安裝在電磁吸盤上,無切削液啟動(dòng)砂輪,按照表3 所示的磨削用量及切削液流量,完成試件1、試件2 的內(nèi)冷卻磨削加工; 由于外冷效果差,如果采用與內(nèi)冷卻相同的切削液流量( 25mL /s) ,工件表面將出現(xiàn)嚴(yán)重的磨削燒傷,因此在實(shí)驗(yàn)時(shí),外冷卻磨削的切削液流量取得較大,取100mL /s。然后卸下內(nèi)冷卻磨削系統(tǒng),安裝普通砂輪,按照表3 調(diào)整磨削用量,完成試件3、試件4 的外冷卻磨削加工。加工出的試件如圖4 所示,試件1 ~ 試件4 的表面粗糙度分別為Ra0. 1μm、Ra0. 2μm、Ra0. 1μm、Ra0. 2μm。

3 實(shí)驗(yàn)數(shù)據(jù)分析及結(jié)論
實(shí)驗(yàn)1、實(shí)驗(yàn)2 表明,由于磨床主軸剛性好,采用內(nèi)冷卻引起的砂輪振動(dòng)小,運(yùn)轉(zhuǎn)平穩(wěn),控制好切削液的流量,可以控制霧化現(xiàn)象。
實(shí)驗(yàn)3 表明,內(nèi)冷卻磨削加工時(shí),隨著切削液流量增大,砂輪振動(dòng)加劇,磨削加工表面粗糙度會(huì)受到影響( 試件1 ~ 試件3 表面粗糙度為Ra0. 1,試件4 為Ra0. 2) 。但是隨著流量的增加,磨削燒傷點(diǎn)逐漸減少,當(dāng)流量增加到某一數(shù)值時(shí),燒傷點(diǎn)消失,如圖3所示。
實(shí)驗(yàn)4 表明,在相同的磨削用量情況下,采用內(nèi)冷卻磨削可以明顯改善工件的磨削燒傷( 對(duì)比圖4a 和圖4c 或?qū)Ρ葓D4 b 和圖4d) ; 在相同磨削用量的情況下,試件加工前的表面粗糙度越低,磨削燒傷點(diǎn)越少 ( 對(duì)比圖4a 和圖4b 或?qū)Ρ葓D4c 和圖4d 可知) 。基于上述分析,針對(duì)內(nèi)冷卻平面磨削可得到以下研究結(jié)論。1) 與傳統(tǒng)外冷卻磨削相比,內(nèi)冷卻磨削引起的振動(dòng)較小,對(duì)于磨削加工的表面粗糙度影響較小,而采用內(nèi)冷卻可以顯著降低磨削區(qū)溫度,避免磨削燒傷,因此,在加工精度要求高、且對(duì)磨削燒傷比較敏感的工件時(shí),內(nèi)冷卻磨削是避免磨削燒傷的一種實(shí)用、有效的加工方法。2) 內(nèi)冷卻磨削的冷卻作用,隨切削液流量的增加而加強(qiáng),但流量增加時(shí),振動(dòng)會(huì)加劇,會(huì)增大被加工表面的表面粗糙度。因此,在采用內(nèi)冷卻磨削時(shí),切削液的流量不能過大,必須保證其引起的振動(dòng)在砂輪主軸剛性允許范圍內(nèi),這樣既能達(dá)到良好的冷卻效果,避免磨削燒傷,又能保證被加工表面粗糙度。3) 在內(nèi)冷卻磨削加工中,切削液的霧化可以通過控制切削液的流量加以控制,在加工過程中對(duì)工人的操作影響不大,只是在機(jī)床設(shè)計(jì)時(shí)需考慮將水霧控制在一定的范圍內(nèi),以利于環(huán)保和工人的健康。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








