
切削力是切削過程中刀具和工件之間相互作用的結果, 切削力直接影響工藝系統的穩定性, 掌握切削力的變化規律對分析和解決生產中實際問題具有重要的指導意義。一般情況下金屬切削加工常采用切削液對切削加工區域進行冷卻降溫, 但切削液會產生環境污染, 因此切削液的使用受到越來越多的限制; 常溫干式切削和低溫冷風降溫切削是一種新興的清潔切削加工方法, 有利于改善切削加工環境, 符合低碳經濟戰略和綠色制造技術基本要求, 切削加工方式的改變, 勢必會引起一系列的變化, 其中切削力的變化是最直接的。過去人們多在切削液冷卻降溫條件下進行切削力試驗研究, 用正交設計切削試驗參數[ 1-2] , 但這種試驗設計方法的試驗次數較多, 試驗周期也較長, 試驗成本較高。在低碳經濟戰略背景下, 減少環境污染, 已成為社會關心的熱點問題, 研究鈦合金清潔切削加工, 即在常溫干式切削[ 3] 和低溫冷風降溫切削[ 3-4 ] 條件下, 用均勻設計方法[ 5] 設計切削試驗參數, 用較少的試驗次數, 研究較寬的切削參數變化范圍內, 切削力與切削參數之間的關系[ 6-8] , 建立切削力多元線性回歸基本模型[ 7-8] , 在多元線性回歸基本模型基礎上建立切削力的指數形式經驗公式[ 2, 9 ] ,研究找出常溫干式切削和低溫冷風降溫切削條件下切削力的變化規律[ 10] , 對鈦合金清潔切削加工參數選用具有重要指導意義。
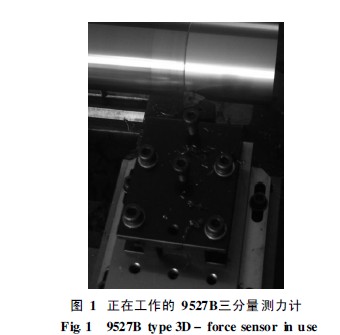
1 試驗條件和方案

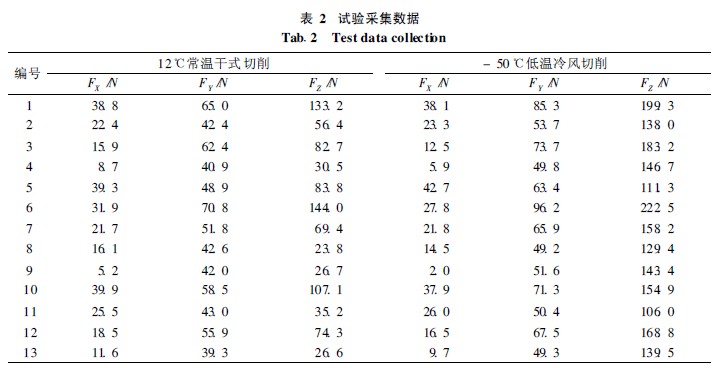
按表1的切削參數, 在- 50 ℃低溫冷風降溫和12℃ 常溫無冷卻液(干式)條件下進行車削試驗, 同樣條件切削試驗3次, 3次試驗采集到的數據算數平均作為試驗結果FX, F Y, FZ, 如表2所示。初步對比分析可以發現, 冷風切削的主切削力FZ 和徑向切削力FY 明顯大于干式切削, 而兩種狀態下軸向切削力FX 沒有明顯變化。
2 建立切削力經驗公式
2.1 切削力多元線性回歸模型
線性回歸分析是根據一個或一組自變量的變動情況預測與其相關關系的某隨機變量的未來值的一種方法, 其數學原理是最小二乘法和數理統計。常需要根據實際測得的多個變量的多組數據, 找出它們之間近似的函數關系, 采用線性回歸分析方法來建立經驗公式。
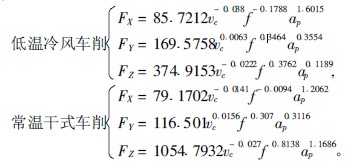
通常情況下人們習慣用指數形式經驗公式[ 9] 來表達切削力:
![]()
但這種指數形式模型是非線性的, 為了便于回歸分析, 應先進行線性化處理。對式( 1)兩邊取自然對數得:

式( 2)為切削力的三元線性回歸基本模型。
2.2試驗數據分析結果
利用表2數據, 和三元線性回歸模型( 2), 通過均勻設計軟件5版運算, 三方向切削力經驗公式如下:
方差分析結果: 低溫冷風車削X 方向切削力回歸模型的F = 62.6334, Y 方向切削力回歸模型的F = 33.5765, Z 方向切削力回歸模型的F = 12.6987; 常溫干式車削X 方向切削力回歸模型的F = 143.1835, Y方向切削力回歸模型的F = 20.0948, Z 方向切削力回歸模型的F = 1024.635。若取顯著水平為σ= 0.05, 查F 分布表有f0.05 ( 3, 9) = 3.863, 可見兩種切削條件下三個方向切削力回歸方程的線性關系都高度顯著。
2.3 切削力對比分析
為了便于比較兩種切削條件下切削力的變化規律, 繪制了絕對量和變化最大的主切削力FZ 的特征圖。
與切削速度vc、進給量f 之間的特征關系, 圖2 a、b分別是常溫干式車削和低溫冷風車削的特征關系, 可以發現主切削力的變化規律基本相同, 切削速度對主切削力影響很小, 進給量對主切削力影響很大, 冷風切削的主切削力比干式切削大。
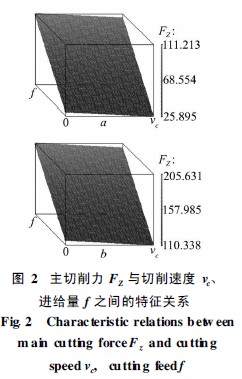
圖3是進給量f= 0.18mm / r的切削條件下, 主切削力FZ 與切削速度vc、背吃刀量ap 之間的特征關系, 圖3 a、b分別是常溫干式車削和低溫冷風車削的特征關系, 可以發現變化趨勢基本相同, 切削速度對主切削力影響很小, 背吃刀量對主切削力影響很大。在試驗參數范圍內, 冷風切削的主切削力比干式切削大,但變化較小, 僅37.478 N; 而干式切削的主切削力雖然較小, 但變化較大, 達114.879 N。這說明低溫冷風切削背吃刀量的變化對主切削力影響比干式切削小, 適宜高速大背吃刀量切削, 低溫冷風切削主切削力變化較小, 有利于工藝系統的穩定, 適宜精密加工。
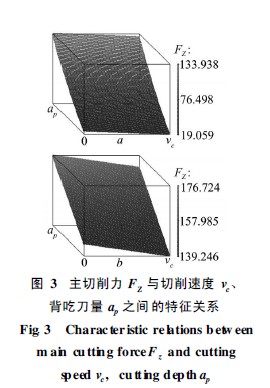
圖4是切削速度vc = 97m /m in的切削條件下, 主切削力FZ 與切削速度vc、背吃刀量ap 之間的特征關系, 圖4 a、b分別是常溫干式車削和低溫冷風車削的特征關系, 同樣可以發現冷風切削的主切削力比干式切削大, 但變化范圍小。在進給量較小時, 冷風切削的主切削力隨背吃刀量增大而減小, 而干式切削的主切削力隨背吃刀量增大而增大。可見冷風切削有利于提高精密加工的切削效率vcfap 和工藝系統穩定性。

在另一研究項目鈦合金車削粗糙度試驗中, 發現低溫冷風車削, 背吃刀量在一定范圍內, 表面粗糙度隨著背吃刀量的增大而減小的規律(Ra = 0.053+ 2.892ap + 52.695f2- 4.726a2p ), 在相同切削效率vcfap 的情況下, 低溫冷風車削能夠獲得更低的表面粗糙度。
3 結 論
① 鈦合金低溫冷風切削相對于干式切削, 主切削力雖然較大, 但變化范圍較小, 有利于提高工藝系統的穩定性, 適宜精密加工。
②鈦合金低溫冷風精密加工, 為了減小主切削力, 獲得理想的精度、表面質量和切削效率, 可選用較高的切削速度, 較大背吃刀量和較小的進給量。從低碳經濟戰略角度出發, 應積極推行低溫冷風切削。
③利用線性回歸分析建立的適用于鈦合金切削力的經驗公式, 經過F 顯著性檢驗后發現建立的經驗公式線性高度顯著。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








