
隨著國防工業的發展, 航空發動機性能不斷提升, 預計在2015 ) 2020 年, 未來航空發動機推重比將會從目前的8~ 10 提高到15~ 20, 在風扇、壓氣機和渦輪上采用整體結構是航空發動機發展的一個趨勢。葉輪是航空發動機壓氣機部件的主要零件之一, 隨著發動機性能的提高和設計手段的改進, 其葉片通常是在氣動及傳熱分析、靜強度分析、振動分析和壽命分析基礎上進行多學科的優化設計出的, 形狀越來越復雜, 多為自由曲面, 因此加工也變得十分困難。航空發動機因用途不同其葉輪直徑范圍變化較大, 從加工角度來分通常把直徑大于500 mm 的葉輪稱為大直徑葉輪。過去我國航空發動機研制主要在中小型發動機上, 如/ 昆侖0、/ 太行0發動機型號, 因此對整體葉輪的加工研究也集中在中小直徑整體葉輪上, 隨著中國大飛機項目的實施, 質量范圍在10 000 ~20 000 kg的大發動機正在研制當中, 因此研究大直徑整體葉輪的加工技術對中國大發動機、大飛機的研制具有重要意義。國內外研究人員在過去20 多年的研究過程中, 在整體葉輪電解加工的陰極設計[ 1-3] 、工藝參數選擇[ 4-5] 、加工編程[ 6] 以及技術手段[ 7-11] 運用等方面積累了一定的經驗。目前, 葉片電解加工方法主要有成形電極加工法、數控展成法, 在展成法中又有單步加工法[ 12] 、陰極擺動法[ 13] 和葉背修正法[ 14] 等工藝方法。本文在過去研究的基礎上提出了一種新的葉片電解加工工藝方法, 即分步數控電解加工法, 論述了其加工工藝、加工軌跡計算以及陰極設計等問題。
1 整體葉輪葉片型面電解加工工藝分析
1.1 加工方案改進
航空發動機整體葉輪由葉片、輪轂組成, 其特點是葉片與輪轂結合在一起, 大直徑整體葉輪外徑大, 通常在500 mm~ 2 500 mm 之間, 如圖1 所示。已經試驗過用葉背修正法加工大直徑整體葉輪, 它首先以葉盆為基準加工出葉間通道, 再精加工葉背。從加工原理上來說, 該加工方案可行, 但從試驗結果來看, 存在的問題主要有: ¹ 葉背精加工中一次走刀加工的余量小, 走刀次數多, 加工效率低; º 以葉盆為基準進行加工仍然會造成葉根過切, 加工精度低。在原先的加工工藝基礎上結合大直徑整體葉輪特點, 提出分步加工整體葉輪葉片的工藝方案。
 分步法葉片數控電解加工方案是把加工分為多道工序, 通過加工仿真等技術手段對每道工序的加工區域進行恰當的劃分, 使前一道工序加工后的形狀滿足下一道電解加工工序的加工要求,從而實現葉片的連續加工。分步法把葉片加工分
分步法葉片數控電解加工方案是把加工分為多道工序, 通過加工仿真等技術手段對每道工序的加工區域進行恰當的劃分, 使前一道工序加工后的形狀滿足下一道電解加工工序的加工要求,從而實現葉片的連續加工。分步法把葉片加工分 為加工葉盆、葉背和葉根3 道工序, 其優點在于:
( 1) 由于葉盆、葉背單獨加工, 就可以通過修正運動軌跡、誤差補償措施提高葉盆、葉背的型面加工精度。
( 2) 能夠在葉盆、葉背加工中對葉根加工余量的分布進行規劃, 使之滿足葉根加工條件, 提高葉根加工精度。
1. 2 葉盆、葉背加工方案
在分步法加工中, 葉盆、葉背和葉根的加工順序關系到該工藝能否順利進行, 因此先要分析每道工序中存在什么樣的加工條件, 以此確定加工順序。在葉盆、葉背加工中可選的加工順序有先葉盆后葉背與先葉背后葉盆兩種, 加工過程如圖2 所示。
方案1: 先加工葉背后加工葉盆, 如圖2( a) 所示。在該方案中, 葉背加工時陰極兩側出口為半敞開狀態, 電解液從陰極底板中部噴出向兩側流出, 由于兩側條件對稱, 因此兩側出口處的壓力基本相等, 加工平面內的電解液供液充分, 加工條件好。加工葉盆時陰極左側為半敞開狀態, 右側為敞開狀態, 兩側出口處條件不同, 導致兩側壓力有所不同。
方案2: 先加工葉盆后加工葉背, 如圖2( b) 所示。該方案中, 葉盆的加工條件與方案1 中的葉背加工條件基本相同。葉背加工時陰極左側為敞開狀態, 右側為半敞開狀態, 由于葉背處的最小傾角約為30b, 它影響了陰極出口處的壓力, 從而影響流速。
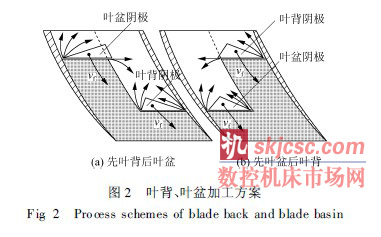
方案1 加工葉背時, 陰極底板兩側的出口壓力基本相等, 加工條件好。加工葉盆時兩側出口壓力雖然有一定的差別, 通過試驗發現只要把底板上的出液口向左側偏移, 減少兩邊的流速差, 也可以加工。方案2 加工葉背時, 陰極底板兩側出口處的壓力相差較大, 無法通過偏移出液口位置調整, 電解液大部分從敞開的一側流走, 在靠近葉背一側容易加工短路。所以優先選用方案1 作為葉盆、葉背的加工方案。
1. 3 葉根加工方案
葉根形狀為圓柱面, 采用分步法加工葉背、葉盆后實際留下的葉根形狀與葉盆、葉背的加工軌跡、陰極形狀有關。根據葉盆、葉背加工后葉根的加工余量分布特點, 葉根加工可選的方案有成形陰極加工與數控展成加工兩種。
方案1: 成形陰極加工, 加工過程如圖3( a) 所示。利用成形陰極加工葉根, 主要考慮的問題有葉背、葉盆加工后的余量分布、成形陰極設計、陰極送給方式。成形陰極加工雖然運動簡單, 但工裝設計較復雜。
方案2: 數控展成加工, 加工過程如圖3( b) 所示。它采用平板陰極沿葉間通道從上到下作展成運動去除葉根余量。在展成加工中, 必須考慮加工余量的分布、陰極的運動軌跡, 實際加工中還需要通過合理的加工區域劃分和葉盆、葉背陰極/ 刀刃0角度修正, 使葉根的加工余量呈倒三角形分布, 中間余量大、兩邊少, 這樣才能使展成加工葉根的工序容易實現。
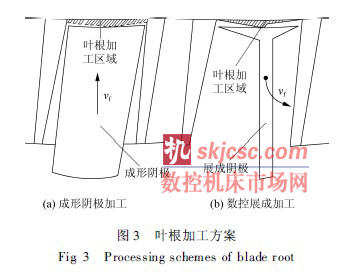
在葉根加工的可選方案中, 成形陰極加工的陰極型面加工困難, 需要一套密封的夾具, 陰極需要旋轉才能進入葉間通道, 而數控展成法陰極簡單, 但運動軌跡計算相對復雜, 綜合考慮以上因素, 優先選用數控展成加工方案, 即方案2。
2 葉背與葉盆加工
2. 1 運動軌跡計算
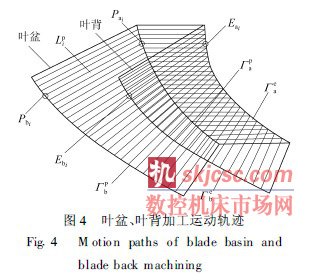
采用分步法加工葉盆與葉背, 其加工的運動軌跡計算分別以葉盆、葉背面為基準。運動軌跡的計算過程為: 首先采用從幾何模型中提取的葉背、葉盆輪廓數據作為計算的基本數據, 對數據點進行擬合, 然后再對曲線進行離散。由于葉盆、葉背的形狀具有相似性, 其加工運動軌跡計算方法相同, 下面以葉盆為例說明運動軌跡的計算過程, 如圖4 所示。

2. 2 陰極設計
陰極設計是電解加工的關鍵。在加工區域劃分中, 已經對葉背、葉盆的形狀進行了初步設計, 但由于葉盆、葉背分開加工, 陰極底面尺寸比葉盆、葉背同時加工的陰極底面大約減小了一半, 因此流場設計比較困難, 需要借助于CAD、電解加工過程模擬、運動仿真和流場模擬軟件完成, 設計的葉盆、葉背加工陰極如圖5 所示。
葉盆、葉背陰極由蓋板、底板構成, 和葉盆、葉背同時加工的陰極相比, 陰極作了如下改進。
( 1) 主刃與底板安裝邊夾角改為90b, 方便于加工對刀、加工誤差的補償; 通過修正前刃與主刃的角度改變了葉根余量分布; 前刃長度、副刃與前刃的夾角根據加工區域劃分大小確定。
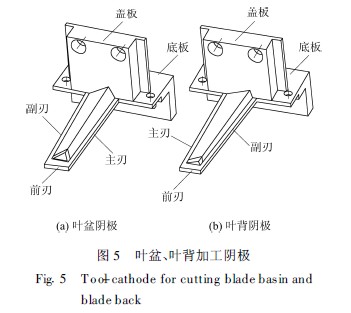
( 2) 陰極底板上的補液口做了向前延伸, 加強了補液; 底面上的出液口采用了非對稱設計, 以滿足葉盆、葉背的壓力條件。
( 3) 葉背加工產生的過切不再通過修正蓋板的傾角改進, 而是通過運動補償方法解決, 為小截面尺寸的葉背加工陰極流場設計創造了條件。
3 葉根加工
3. 1 運動軌跡計算
在葉背、葉盆加工軌跡計算中已經提取了葉

3. 2 陰極設計
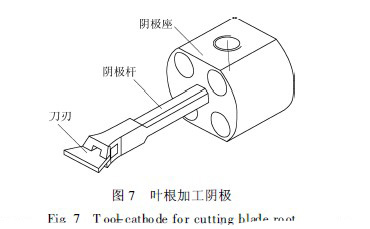
葉根加工通過陰極沿葉根圓掃掠成形, 陰極刀刃從上到下運動過程中始終與葉根圓平行。由于葉片扭曲, 陰極運動空間狹窄, 為了不使陰極桿與葉盆、葉背左右、上下發生干涉, 則陰極桿所允許的截面尺寸較小, 設計中需要通過模擬工具檢驗運動干涉。在加工區域劃分過程中使葉根最大加工余量分布在中部, 并且在葉盆、葉背加工中使葉背、葉盆陰極加工到葉根理論位置, 兩側過渡處不需要另外加工, 這樣陰極可按葉間通道的最小尺寸設計, 加工中主要去除葉根中間余量, 兩側去除余量較少, 使加工滿足要求。設計的葉根加工陰極如圖7 所示。
4 整體葉輪電解加工試驗
4. 1 數控編程計算
本試驗中利用四坐標聯動機床加工葉片, 其加工機床運動配置形式如圖8 所示。

機床運動軸包括X 、Y、Z 和C w 軸。由于機床的工作行程有限, 試驗中采用偏心法裝夾試件[ 15] , 縮短旋轉中心與葉片之間的距離以減少機床坐標軸的位移量, 滿足機床行程要求。
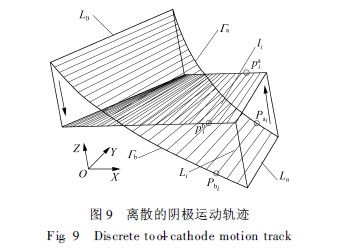
采用展成法加工葉背、葉盆和葉根, 其編程方法基本相同。前面討論了葉盆、葉背、葉根的控制路徑與運動軌跡計算方法, 為了編程, 下一步還需要計算機床各坐標軸的位移量。如圖9 所示, 離散得到的陰極運動軌跡為L 0 , ,, Li , ,, L n。
4. 2 加工試驗
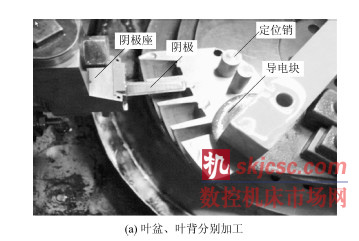
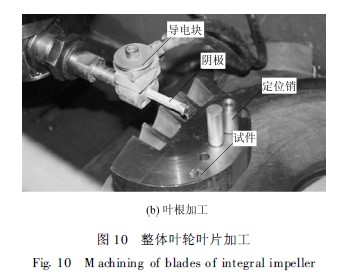
在研究過程中, 以某型航空發動機動力渦輪中的一個大直徑整體葉輪為加工對象進行數控電解加工試驗。該大直徑整體葉輪材料為GH4169, 外圓直徑為Á 600 mm, 葉片的數目為79 個。電解加工的去除速度由實際體積電化學當量GX與電流密度決定, 當采用10% 硝酸鈉電解液時, 試驗測定的GH4169 材料的實際電化學體積當量GX為11 48 mm3 / ( A # min) , 而2Cr13實際體積電化學當量GX 為11 27 mm3 / ( A #min) [ 16] 。通過以往試驗與加工實踐可知, 電解加工GH4169 與2Cr13 兩種材料時材料去除速率有一定差異, 但采用10% 硝酸鈉電解液加工GH4169 材料與采用20% 的硝酸鈉電解液加工2Cr13 材料的過程具有一定的相似性, 故電解加工試驗常采用2Cr13 作為試驗材料來驗證加工工藝方法。本試驗也采用2Cr13 來檢驗分步法加工工藝可行性及加工精度。試驗葉片的電解加工試驗過程如圖10 所示。
加工參數先根據以往經驗進行初選, 再利用加工模擬軟件進行加工模擬, 獲取試驗加工參數。本試驗選用的加工參數為: 電壓為12 V, 電解液為20% NaN O3 , 加工進口壓力為01 7 MPa, 電解液溫度為25 e 。在葉背、葉盆加工過程電流沒有突變, 加工過程穩定。葉根加工過程中電流變化緩慢, 加工也比較穩定, 全部加工過程沒有發生火花短路。
4. 3 試驗結果分析
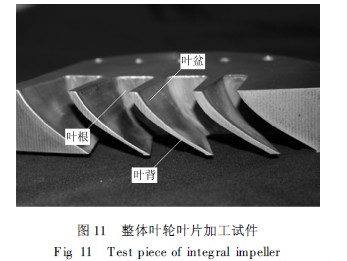
采用分步法數控電解加工的葉片試件如圖11 所示, 加工表面質量好。利用三坐標測量機對加工的整體葉輪試件葉片進行測量, 測量結果表明, 葉盆加工誤差小, 葉背加工誤差略大, 其主要原因是葉盆、葉背和葉根數控電解成形條件不同,它與電場、流場以及運動軌跡等因素有關。
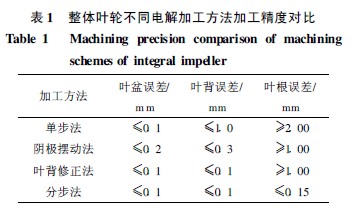
整體葉輪不同電解加工方法加工精度如表1 所示。分步法與單步法等方法比較, 其優勢在于葉片加工精度明顯提高, 加工表面質量好, 留有的葉片手工去除余量小, 最后通過手工去除、拋光等工序可達到01 06~ 01 07 mm 的加工精度要求。
5 結 論
( 1) 分步法采用葉盆、葉背、葉根分開加工的方案, 葉盆、葉背各自按自己的型面計算運動軌跡與加工編程, 提高了葉盆、葉背的加工精度; 對葉根采取了單獨加工, 解決了葉根加工過切或欠切問題, 提高了葉根加工精度。
( 2) 所開發的仿真軟件可以對加工區域進行合理劃分, 為各道工序創造最佳加工條件, 可實現各工序間的協調設計, 通過試驗證明了該工藝方法的可行性。
( 3) 采用分步法數控電解加工大直徑整體葉輪試件, 加工精度有明顯提高, 證明了該方法具有進一步發展和工程應用的前景。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








