
針對曲軸兩大失效模式:軸頸磨損和疲勞斷裂,需要對曲軸表面進行強化處理.經表面強化處理后的曲軸,在硬度,耐磨性及抗疲勞強度等方面有不同程度的提高,從而有效保證曲軸的性能.
曲軸是內燃機中承受沖擊載荷、傳遞動力的關鍵零件,在內燃機五大件中是最難以保證加工質量的零件。由于曲軸工況條件惡劣,因此對曲軸的材質、毛坯加工技術、精度、表面粗糙度、熱處理和表面強化、動平衡等要求都十分嚴格。若其中任何一個環節沒有保證質量,即可嚴重影響曲軸的壽命和整機的可靠性。
曲軸材質目前主要分兩類:一類是鍛鋼,另一類是球墨鑄鐵。采用鑄造方法可獲得較為理想的結構形狀,有利于曲軸的輕量化設計,且加工余量隨鑄造工藝水平的提高而減小。另外,球墨鑄鐵的切削性能良好,并且和鋼質曲軸一樣可以進行各種熱處理和表面強化處理來提高曲軸的抗疲勞強度、硬度和耐磨性,而且球鐵中的內摩擦所耗功比鋼大,減小了工作時的扭轉振動的振幅和應力,應力集中也沒有剛質曲軸敏感,所以球墨鑄鐵曲軸在國內外得到廣泛應用。對于160 kW以上的大功率曲軸,則優先采用鍛鋼曲軸。
無論是鍛鋼曲軸還是球墨鑄鐵曲軸,一般都必須實施表面強化處理工藝,其目的在于針對曲軸的兩大失效模式:軸頸磨損和疲勞斷裂。經表面強化處理后的曲軸,在硬度、耐磨性、抗疲勞強度方面有不同程度的提高。針對不同材質、不同工況條件的曲軸,應采用不同的表面處理技術,才能達到較好的處理效果。
曲軸表面處理方法較多,但歸納起來可以分為以下幾種:
1.氮化處理
曲軸的氮化包括氣體軟氮化、離子氮化和鹽浴氮化等,適合于各類曲軸,其功能主要是提高曲軸軸頸的硬度、耐磨性和耐腐蝕性,對提高曲軸疲勞強度方面貢獻不大,大約30%左右。

氣體軟氮化由分解、吸收和擴散三個基本過程組成。在氣體軟氮化過程中,滲劑不斷分解,產生活性氮原子和活性碳原子,這些活性原子被吸附到曲軸表面并擴散滲入到球墨鑄鐵中。氣體軟氮化的溫度一般為570℃左右。氣體氮化一般不會降低曲軸的表面粗糙度等級,但是由于曲軸出爐冷卻過程中同空氣接觸,從而形成一層很薄的、容易脫落的氧化膜,它將危害軸瓦的正常工作,因此曲軸氮化處理后,重要部位須進行拋光處理。
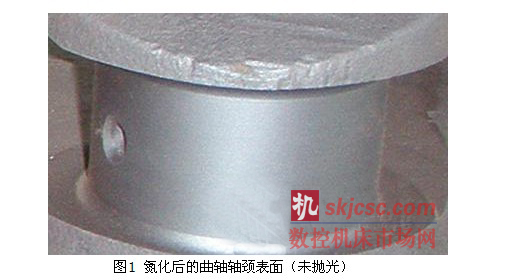
氮化處理后,曲軸的表面形成結構均勻、具有一定韌性且硬度很高的致密化合物層,它對提高曲軸的耐磨性起著主要作用;另外與化合物結合成緊密的、由表及里并具有相當高硬度的擴散層,同樣起著提高耐磨性的作用;同時,氮化層組織本身具有一定潤滑減磨作用,使曲軸的摩擦系數大大降低。氮化后曲軸表面致密化合物層化學性能極為穩定,使其具有良好的耐腐蝕性,這是其他表面處理方式無法達到的。圖1為氮化后的曲軸軸頸表面。
離子氮化和鹽浴氮化等雖然工藝方法與氣體軟氮化不同,但其功效相似,在硬度、耐磨性和耐腐蝕性方面有很大提高。
2.圓角噴丸
由于曲軸在交變應力作用下工作,軸頸圓角處發生應力疲勞和應變疲勞破壞的危險性極大,圓角噴丸技術應需而生,適合于各類曲軸。
曲軸圓角噴丸強化的機理是,用嚴格控制直徑并具有一定強度的丸粒,在高速氣流的作用下,使其形成彈丸流并連續向金屬表面噴射,使金屬表面產生較大的塑性變形,進而形成冷作硬化層。
由于曲軸在加工過程中受到切削力的作用,圓角處應力分布極不均勻,工作中又受到交變應力的作用,因此很容易產生應力腐蝕而使曲軸的疲勞壽命降低。曲軸圓角經噴丸強化后,由于強化層內存在很高的殘余壓應力,使曲軸在工作中抵御了拉應力的擴展,從而彌補了機械加工中曲軸圓角表面應力分布不均勻的缺陷,改善了曲軸圓角表面應力狀態。從組織機構來看,由于受到高速彈丸流的錘擊,圓角表面的金屬晶格發生了強烈的扭曲,產生了強化層。由于強化層具有密度極高的位錯,它對晶格因受拉力的作用而產生沿晶界的滑移有阻止作用;同時,在交變應力或溫度的作用下,位錯逐漸地并形成多邊形結構后,使強化層內形成更加微小的晶粒。這種變化有效抑制了應力腐蝕,延長了疲勞壽命。
曲軸經圓角噴丸處理后能提高疲勞強度的20%~40%,對其他性能無提高功效,又因噴丸時須保護軸頸表面,故采用較少。

3.軸頸淬火(含圓角淬火)
曲軸軸頸淬火是為了增加曲軸軸頸表面的硬度和耐磨性,并提高曲軸的抗疲勞強度。
球墨鑄鐵淬火過程中基體組織的轉變與鋼基體相同。即將鑄件加熱到Ac以上溫度,保溫一定時間,使基體組織轉變為均勻的奧氏體,然后在淬火液中快速冷卻,得到馬氏體組織。
(1)淬火溫度 根據球鐵的化學成分和原始組織來選擇。如含硅量在2%~3%時,淬火溫度取850~900℃為宜。含硅量高,取上限,反之取下限。過高的淬火溫度,將使馬氏體針變粗并增加殘余奧氏體量,使機械性能變壞,尤其韌性顯著下降。因此,在保證奧氏體化的前提下,應盡量采用較低的淬火溫度。
(2)保溫時間 為了使一部分石墨碳在淬火加熱時融入奧氏體,必須有一定的保溫時間,但保溫時間太長會導致奧氏體晶粒粗化。因此,保溫時間在能保證奧氏體為碳所飽和的原則下,愈短愈好。此外,原始組織對保溫時間有較大影響。原始組織為鐵素體基體者,保溫時間應適當延長。
(3)回火 球鐵淬火后的基體組織為馬氏體+少量殘余奧氏體,硬度可達58~60 HRC。淬火組織不穩定,內應力很大,強度低,脆性,因此必須在4 h內立即回火。
軸頸淬火(含)在鍛鋼曲軸中應用比較普遍,它是提高鋼曲軸硬度、耐磨性和疲勞強度的最有效手段之一,目前已實現了自動化加工。該強化方式應用于球鐵曲軸時,能提高疲勞強度的20%,而應用于鋼軸時,則能提高100%以上,故在鋼軸中應用比較普遍。圖2為鍛鋼曲軸軸頸與圓角淬火截面圖。
4.滾磨光整
滾磨光整是指零件在獲得規定的尺寸精度、幾何精度之后,那些旨在提高零件表面質量為目的的多種加工方法、技術被稱為表面光整加工技術,簡稱光整技術。根據顆粒狀磨料的大小,可分為毛坯表面光整加工技術和精密表面光整加工技術。
該技術可簡要概括為:由顆粒狀磨料和多功能磨液以及水組成磨具,磨具在料箱中做復雜的自由運動,將工件沉沒于磨具之中并強制其運動,工件和磨具之間以一定的相對速度和作用力發生摩擦、擠壓、刻劃和微量切削,以達到零件表面質量的提高,具體效果和特點包括:
(1)能較全面徹底地去除毛刺、鈍化尖角銳邊,對于復雜形狀及大批量生產的零件效果尤佳。
(2)粗糙度的數值可在原來的基礎上通過光整加工提高1個等級。
(3)可大幅度提高表面輪廓支承長度率Tp值,提高表面耐磨性。
(4)光整加工表面的紋理呈現非連續無方向麻點細粒狀P形紋理,更利于儲油提高抗磨性。
(5)能去除手工無法去除的銹蝕、氧化層和改善缺陷,使表面光亮奪目手感光滑柔和。
(6)光整加工對尺寸只有微米級的影響(約減少1~3 mm),不改變前面工序的尺寸和形位精度。
(7)提高零件的清潔度,降低數值。
(8)光整加工具有零件整體性加工的特點,即將零件沉沒于磨具之中,對各表面不分工序,同時加工。
綜合上述特點,光整加工可改善零件的裝配性,提高耐腐蝕性、抗磨性和疲勞強度,從而提高了曲軸的可靠性和使用壽命。圖3為滾磨光整后的曲軸表面。

5.圓角滾壓
曲軸的圓角滾壓是利用滾輪的壓力作用,在曲軸的主軸頸和連桿頸過渡圓角處形成一條滾壓塑性變形帶,這條塑性變形帶具有以下特點:
(1)產生殘余壓應力,可與曲軸在工作時的拉應力抵消或部分抵消,從而提高曲軸的疲勞強度。
(2)硬度提高。滾壓使圓角處形成高硬度的致密層,使曲軸的機械強度和疲勞強度得到提高。
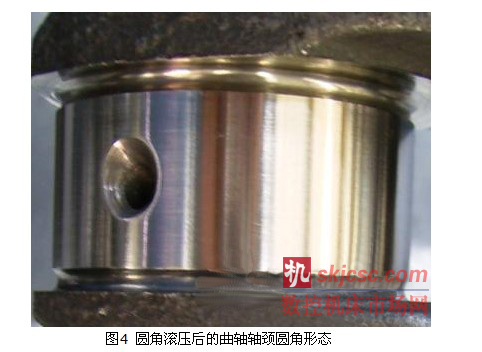
(3)改善表面粗糙度。圓角滾壓可使曲軸圓角表面粗糙度達到Ra0.2以下,從而大大減小了圓角處的應力集中,提高了疲勞強度。
根據統計資料:球鐵曲軸經圓角滾壓后壽命可提高70%~150%,國外的數據顯示可達到200%以上。由此可見,采用圓角滾壓強化工藝,可使大功率發動機曲軸采用球鐵制造,從而代替鍛鋼曲軸,節約加工成本和材料成本。圖4為圓角滾壓后的曲軸軸頸圓角形態。
結語
曲軸表面強化處理方式較多,一般有氮化處理、圓角噴丸、淬火處理、滾磨光整和圓角滾壓等5種處理方式。目前,應用較多的是復合強化工藝,一般有兩種:氮化加圓角滾壓工藝和淬火加圓角滾壓工藝。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








