
在航空航天、汽車、電子電器等工業領域,要求提高零部件的強度與剛度、韌性、抗腐蝕抗斷裂能力,同時降低它們的重量。為此,廣泛使用輕合金材料制成的薄壁整體結構件.它們還可以減少零件總數和裝配工作量。但是,薄壁整體結構件材料切除率高達90%以上,需要努力控制加工變形和提高效率,對機械加工提出了高新技術要求。
高速切削是當今世界先進制造技術之一。它加工效率高,切削力小,試件表面溫度低,能夠提高加工精度,特別適合加工薄壁整體結構件,國外一個典型的應用實例,就是通過高速銑削波音和空中客車飛機機身整體結構件,使肋片厚度明顯減薄,高度增大,有效減輕了飛機的自重而降低耗油量,最終實現了遠東至西歐中間不著陸的洲際直飛。國內高速切削的應用開發尚處于起步階段。本文針對鋁合金三連波導試件,探討薄壁整體結構件的高速銑削工藝優化問題。
1 試驗任務、條件與工藝方法
1.1試驗任務
圖1顯示三連波導成品,其最小壁厚2mm,質量2.35kg,屬于典型的多筋薄壁整體結構件,毛坯材料為防銹鋁LF21(GB1173-86)長方體板材,屬于一種塑性鋁合金,質量約12.25kg,通過銑削加工被“掏空”,材料切除率為80.8%,其材料硬度為45HB,抗拉強度180MPa,伸長率12%。
金屬切除量大,成品壁薄,剛度低,加工中需要解決的首要問題是控制和減小變形。采用普通速度數控銑削工藝方法,加工時間長達50h ,需要中間熱處理以消除加工應力、控制變形,因此,加工中還需要努力提高加工效率、縮短時間和降低成本。
根據國外資料報道,對于抗拉強度顯著低于鋼鐵材料的鋁合金,可以采用高速切削來完成全部粗、精加工任務;從工序集中原則出發,就是僅僅使用一臺高速切削加工中心。
1.2試驗條件
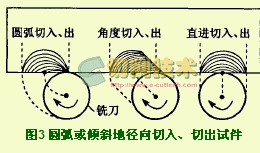
試驗采用德國Hermle C1200U型五軸聯動高速銑削加工中心,如圖2所示。它的主要工作參數是:主軸轉速n=20~24,000r/min,最大輸出功率為23kW,扭矩為79Nm;沿x,y,z軸的行程分別為1,200,800,500mm,最大直線進給速度30m/min,最大加速度4m/ s-2,定位精度0.01mm; A軸擺動范圍-97°~15°, C 軸為工作臺,360°轉動;工作臺面直徑800mm,承載能力1t。CNC(計算機數控)系統為德國Heidenhain iTNC 530,計算處理一條數控指令的速度,從上一代系統的4ms降低到0.5 ms,機床備有30個刀位的刀庫,以及激光式刀具在線檢測系統,和接觸式工件在線檢測、數據紅外無線傳輸的裝置。
試驗加工前,首先采用安裝在高性能微機工作站上的UG NX版CAD/CAM軟件系統完成試件三維造型,然后如下文介紹擬訂高速銑削加工工藝,再使用UG NX生成刀軌文件、數控編程和后置處理.所得到的數控加工程序通過網絡傳送到機床CNC數控系統后,經過試運行和必要的修改補充,才用于試驗加工。
1.3高速銑削工藝
a控制加工變形
影響加工變形的因素很多,包括毛坯的組織結構、纖維走向和內應力分布,加工中的各種作用力、熱以及所引起的試件物理與化學變化等。要控制和減小加工變形,需要合理制備或選擇毛坯,合理選擇裝夾方式,對毛坯或半成品熱處理,并通過合理安排工序和走刀路線、合理選用刀具與切削用量參數、合理冷卻潤滑,來降低切削力和切削溫度。本文試驗研究不涉及毛坯的制備或選擇,并且以省略中間熱處理工序為目標之一以下著重討論其他工藝優化措施。
(1)裝夾方式
三連波導外形尺寸為791mm×156.8mm×32mm,長寬面積與厚度尺寸之比不算特別大。經過分析比較和實驗,用壓板從毛坯兩側工藝通槽的4個作用點把它壓緊在機床工作臺上(如圖2所示),可以有效防止試件變形,而且方便省時,不需要制造專用夾具。高速銑削鋁合金材料切削力小,適當減小夾緊力有利于防止裝夾變形。如果試件長寬面積與厚度尺寸之比很大、剛度很低,可能需要增設大量夾緊點和制造專用夾具.試件的裝夾辦法往往會成為工藝關鍵之一。
(2)工序安排和走刀路線
三連波導正反兩面都有型腔和長槽,中部還出現兩組工字形通槽,如圖2所示。所以,安排工序時,需要遵守分面加工和粗精加工分開的原則。其中,又以分面加工優先,即加工完反面再加工正面,僅僅重復裝夾一次;在一次裝夾中完成試件一面的全部粗精加工工序。其目的在于減少重復裝夾即找正試件次數,提高精度和效率。
為避免在薄壁試件一個局部連續深入一下子切除大量材料,而造成應力分布急劇變化乃至加工變形,粗精加工都遵循分層切削的原則;銑刀切人試件達到某一深度后,在屬于同一類型而分隔的各型腔或長槽內依次走刀一遍.其中,安排走刀路線盡可能兼顧到保持總體幾何對稱和薄壁兩側對稱。在刀具的切入方式及走刀路線、切削用量參數方面,粗精加工有不少變化.高速切削相對運動速度高,讓銑刀圓弧或傾斜地徑向切入試件(如圖3所示),或者軸向螺旋地進刀(如圖4所示),有利于保持切削過程平穩,提高加工精度和表面質量,延長刀具壽命.本次試驗粗加工型腔、首刀軸向切進毛坯實體時,采用了與上平面夾角小于5°的傾斜進刀方式.精加工切深小,螺旋或傾斜進刀而不過切比較困難,所以讓銑刀直接沿軸向下降。精加工的刀位軌跡形成最終輪廓表面,要避免緊貼在外形輪廓上進退刀。此外,精加工需要切除粗加工殘留的區域(亦稱為剩余材料銑切),刀具的直徑D比較小。
(3)刀具
試驗加工主要采用國際著名刀具廠家適于切削鋼、鑄鐵、塑性鋁合金等多種工件材料的整體硬質合金刀具,外有TiCN涂層。它們精度高,動平衡好,壽命長,對控制變形、提高加工精度和表面質量產生了良好效果,由于試件的底和壁都薄,加工中使用平底立銑刀,以避免帶圓角立銑刀切削時產生向下的作用力,造成試件底部翹曲變形。
(4)切削用量
與普通速度銑削加工相同,高速銑削粗加工仍以提高材料切除率為主,一般其軸向切深ap、徑向切深ae和每齒進給量fz比較大;而精加工以達到加工精度和表面質量為主,切削速度vc更高。
通過調研和切削力、切削溫度試驗測試,確認高速銑削塑性鋁合金材料時,應當選取銑削線速度vc>1,583m/min,或者至少選取vc>804m/min,以便使切削力和切削溫度隨著vc提高顯著下降,同時減小加工變形、提高加工質量和效率。限于銑刀直徑、刀具懸伸和環境溫度等制約條件,試驗中主軸轉速未達到最高值,實際vc max≈1,13lm/min。
試驗測試進一步表明,減小軸向切深、適當增大徑向切深尤其是進給量,有利于降低切削力和切削溫度以及控制加工變形。因此,試驗加工中各道工序的ap≤1mm,并且由粗加工至精加工依次遞減.原則上,ae=0.75D,銑型腔和槽首刀切入實體時,ae=D,而受槽寬限制,第二次走刀通常ae<0.75D。
銑型腔時,D較大強度較高,fz=0.107~0.200mm,成形銑腔體斜面的fz=0.094mm,而銑槽時,D小強度低.經過試驗,選取fz=0.048~0.072mm.其中,當D=3mm時,fz=0.048~0.056mm,可以避免銑刀折斷。
以上每齒進給量與普通速度銑削工況下相當。但本次試驗主軸轉速n高達15,600r/min。根據進給速度計算式vf=fzZn/1,000=fzZvc/pD(Z是銑刀齒數),可以算得vf=3~6m/min,大大高于普通速度銑削。小軸向切深,大進給速度,是高速切削加工的另一個基本特征,也是同時實現減小加工變形、提高加工質量和效率的一個基本前提。
(5)銑削方式與冷卻潤滑
毛坯沒有粗糙堅硬的外皮。試驗測試表明,順銑方式切削力明顯降低,并且理論分析和文獻指出,它有利于形成切屑、保持切削過程平穩以及提高加工表面質量。
加工塑性鋁合金采用高效乳化切削液冷卻潤滑,有利于降低切削力和切削溫度,并可防止切屑粘結在整體硬質合金銑刀上不能分離而使刀具報廢。
b提高加工效率
如上所述,許多控制加工變形的工藝措施,包括優先考慮分面加工,粗精加工分開,大進給速度等,能夠同時提高效率,縮短加工時間。
除此之外,安排工序要注意盡可能減少換刀次數。本次試驗把清角合并為一道工序,放到每一面加工的最后,節省時間而不影響加工質量。
確定高速銑削加工走刀路線,首先需要注意避免突然改變走刀方向和進給速度;采用圖4所示的分層環繞走刀,可以避免傳統往復式走刀換向時的急停急動造成沖擊,也沒有閉環走刀后每次需要橫向移動一小段距離產生的接刀痕跡,因此,加工效率和質量高,刀具壽命長。
2 試驗結果
通過采取以上工藝優化措施,試驗加工三連波導省略了中間熱處理工序,粗精加工總共耗時14.13h ,低于預定的優化目標時間16h。
用三坐標測量儀和表面粗糙度儀檢測,成品型腔主要形狀和位置尺寸精度合格。以正面作基準,測量到的反面不平面度為0.16mm,表面粗糙度Ra≤1.6μm,都達到了圖紙要求。
本試驗研究表明,應用高速銑削技術加工薄壁整體結構件,可以有效地控制和減小加工變形,并且大幅度提高效率,縮短時間。關鍵的工藝環節,在于毛坯,工件裝夾,工序安排,走刀路線,刀具與切削用量參數,銑削方式與冷卻潤滑.其中所謂高速,首先當然是機床高的切削速度與主軸轉速,但它還需要具備高的軸向進給運動速度和加速度,以及CNC數控系統高的計算處理速度,CAD/CAM軟硬件系統高的計算機輔助造型和編程速度。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








