
1 引言
加工中心是指備有刀庫,具有自動換刀功能,對工件一次裝夾后可以進行多道工序加工的數控機床。數控銑床通過改造加上自動換刀系統就可以得到一臺全功能的加工中心。加工中心能大大減少了工件裝夾時間、測量和機床調整等輔助工序時間,同時減少了多次安裝造成的定位誤差,提高加工精度,能實現高精高效的加工[1]。
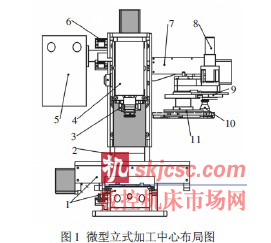
1.X-Y 精密數控工作臺2.立柱3.拉刀裝置4.電主軸5.控制箱6.限位傳感器7.橫梁8.直流電機9.刀庫旋轉裝置10.刀柄11.盤式刀庫隨著我國工業的不斷發展,模具制造業、機械加工業得到了大力發展,加工中心以其高自動化程度得到廣泛應用。然而,目前市場上生產和銷售的都是以大、中型的加工中心為主,小型加工中心幾乎是空白,而機械加工業、小型模具的制造、工科院校、技工學校等對小型加工中心存在著大量的需求[2]。為了填補市場的空白,本臺自主研發制作的微型立式加工中心應運而生。加工中心工作臺采用X-Y 雙向精密數控工作臺;可以進行X、Y、Z 三個方向的進給;配裝自動換刀系統,可以完成銑、鉆、擴、鉸、锪、攻絲等多種加工工序,體積小、結構緊湊,不但可滿足本科實驗教學的需要,還能進行小型板類、盤類、叉架類和箱體類等復雜零件的多品種中小批量加工。整體結構,如圖1 所示。加工中心的關鍵技術在于自動換刀系統裝置。針對自主研發制作的微型立式加工中心進行闡述自動換刀控制系統的設計。
2 自動換刀裝置結構原理
加工中心自動換刀裝置有兩種形式:有機械手換刀和無機械手換刀。有機械手換刀方式是當主軸位于換刀點位置時首先利用機械手把主軸上的舊刀取下來再把刀庫上的刀具送到主軸上,最后把已用過的刀具返送到刀庫上。換刀時間短,但其機械結構比較復雜。而無機械手換刀是直接在刀庫與主軸(或刀架)之間的相對運動來實現換刀的自動換刀方式,結構簡單。由于小型加工中心體積小,相對于有機械手換刀方式來說,無機械手換刀方式更適合于小型加工中心[3]。
加工中心自動換刀系統采用無機械手固定換刀方式,即每次換刀的過程,刀套號與刀具號始終一一對應,如N號刀套中始終是N號刀。利用刀庫和主軸的相對運動實現刀具的更換。其中刀盤的旋轉是由直流電機驅動馬氏機構帶動刀盤轉動,這種結構能準確控制轉角、工作可靠、機械效率高;以用光電開關來實現刀盤轉動的圈數計數;刀庫的進退由步進電機帶動絲杠驅動,為了工作可靠,采用機械開關作為前后極限的限位開關。主軸的拉刀裝置采用電磁鐵作為力源,通過杠桿的擴力實現主軸抓刀和松刀。
3 自動換刀過程介紹
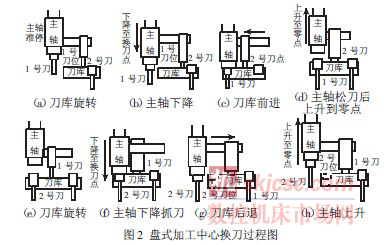
下面以主軸上的1 號刀而需換成2 號刀為例來闡述自動換刀系統的工作過程。該換刀過程在G 代碼中可通過M 指令實現,具體指令序列為M06T02。如圖2 所示,為本換刀裝置的換刀過程圖。換刀過程經過了如下8 個步驟:(1)系統接到換刀指令時,主軸準停,將刀盤旋轉至1 號刀所在的位置。運動過程示意圖,如圖2(a)所示。(2)Z 軸運行至換刀點位置,由光電開關來實現準停,如圖2(b)所示。(3)刀盤慢速前進至換刀位置,使在主軸上的1 號刀進入刀庫的1 號刀座,如圖2(c)所示。(4)主軸上用于抓刀的電磁鐵得電,主軸松刀。主軸上升至零點位置,如圖2(d)所示。(5)刀盤旋轉,將2 號刀旋轉至刀庫的當前位置,如圖2(e)所示。(6)主軸下降至換刀點位置,將2 號刀裝入主軸,電磁鐵失電,主軸抓刀。如圖2(f)所示。(7)刀庫后退至初始位置。如圖2(g)所示。(8)主軸上升至原點位置,完成整個換刀過程。如圖2(h)所示。
4 自動換刀控制系統設計
4.1 總體設計
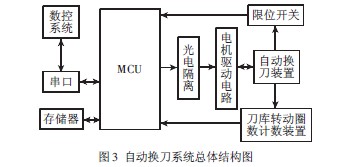
微型加工中心采用了獨立的自動換刀控制器來單獨完成換刀功能,它是一個與數控系統相對獨立的子功能模塊。在這里,我們采用了51 單片機作為換刀子系統的主控器。數控系統在進行G 代碼解釋時遇到換刀指令時,通過串口向自動換刀子系統發送換刀命令并處于等待狀態。自動換刀控制器根據接收到的命令參數執行換刀任務。由于Z 軸為數控系統和換刀子系統所共用,需要根據所處狀態來決定Z 軸電機驅動器的控制權,為此設置了信號超越電路,在換刀狀態時,由自動換刀系統控制Z 軸電機。而當換刀任務執行完時,將Z 軸控制權返回數控系統同時通過串口向數控系統發送換刀完成信號并等待下次換刀命令的到來;數控系統收到換刀完成信號后繼續執行后面的數控加工代碼進行加工。自動換刀系統總體結構圖,如圖3 所示。
4.2 硬件設計
4.2.1 信號接收電路設計
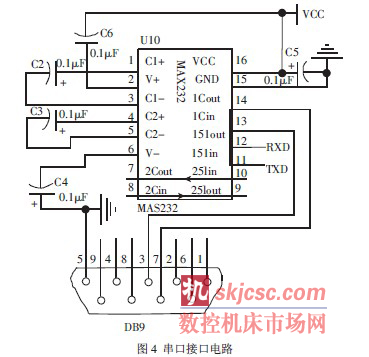
自動換刀系統和數控系統之間是通過串口傳送和接收控制命令的,因此串口通訊的設置十分重要。系統中采用MAX232 作為RS232 電平和TTL 電平的轉換,電路原理圖,如圖4 所示。
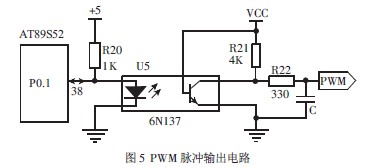
4.2.2 PWM 脈沖輸出電路設計
電路原理圖,如圖5 所示。為了對輸出的脈沖信號加以整頓,在此并聯一個電容C。
4.2.3 刀盤旋轉直流電機驅動電路
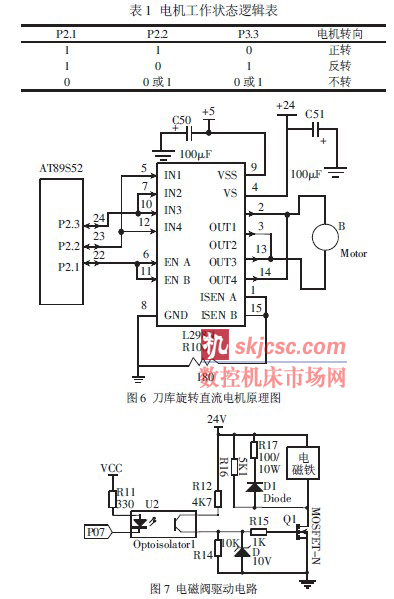
刀盤的旋轉是由直流電機驅動馬氏結構來實現的。刀盤上依次按順序標出(1~5)號刀的刀號,假如在換刀過程中,需要由1 號刀換為2 號刀,或者由1 號刀換為5 號刀,為了使刀盤依最短的時間旋轉到目標刀位置,需要根據目標刀號與當前刀號之間的最短路徑來決定直流電機的正反轉。電機的驅動芯片采用ST 公司的雙極型H 橋驅動芯片L298N,L298N 內部包含兩個H 橋的高電壓大電流橋式驅動器,接收標準TTL 邏輯電平信號,可以驅動46V、2A 以下的電機。電路圖,如圖6 所示。電機工作的邏輯表,如表1 所示。
4.2.4 電磁閥驅動電路設計
自動換刀系統的拉刀裝置是利用電磁鐵的通斷來實現的。電磁閥的工作電壓為24V 且為感性負載,而單片機工作電壓為5V,采用TTL 電平。因此必須通過功率放大才可驅動,同時為了避免電磁鐵開閉對控制電路的信號干擾,在這里采用TLP521 光藕進行隔離,并完成電平轉換。系統中電磁鐵的通斷控制采用N溝道場效應管作為開關元件,因為場效應管有很大的工作電流和導通電阻,這樣便于降低功耗。但由于場效應管柵極的工作電壓較高,為了保證場效應管的可靠導通,需要加入10V 左右的電壓。為此采用了24V 供電并將光隔串聯在柵極的供電回路中,串接了4.7K 的限流電阻,并加入了10V 的穩壓管防止場效應管因柵極電壓過高而損壞。電路圖,如圖7 所示。
4.3 軟件設計
該系統是采用Keil 公司的uVision2 作為開發環境。它集編輯,編譯,仿真于一體,支持C51 及匯編編程。由于C 語言編程具有較好的通用性、可讀性及可移植性,本控制系統采用C 語言作為編程語言。
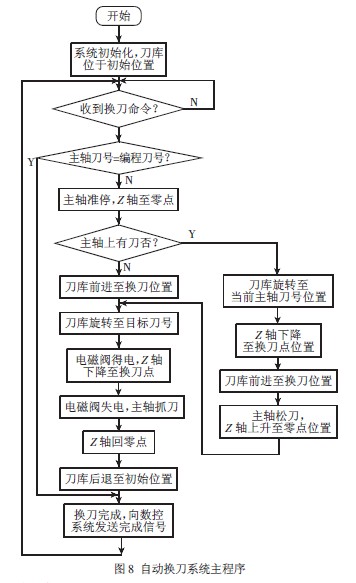
自動換刀系統的主程序,如圖8 所示。上電開始,控制系統初始化,串口初始化,讓刀庫位于初始點,當前刀位位于某一號刀處。然后等待數控系統的換刀命令。當接收到換刀命令時,主軸馬上停止工作,Z 軸上升至原點并在超越電路的控制下換為自動換刀系統來控制,經比較當前刀號和編程刀號,若當前刀號和編程刀號相同,則單片機直接向數控系統發送換刀完成任務;若不相同,則看主軸有沒有刀,假如沒刀,則刀庫不用進行取刀過程,假如主軸有刀,則要先取下舊刀再更換新刀,然后刀庫和Z 軸回到零點,Z 軸的控制權交與數控系統,單片機通過串口向數控系統發送換刀完成信號并繼續等待下次換刀命令的到來,數控系統繼續執行加工任務。其中,可變脈寬PWM 的輸出是利用單片機的定時器T0 控制PWM 的占空比,T1定時器控制脈寬的方式實現的。
5 小結
介紹的一種通過單片機來對微型加工中心盤式刀庫的自動換刀系統的控制方案。主控器采用單片機,結構簡單,成本低廉。在IO 電路中采用光隔,提高了主控器工作的穩定性。換刀系統通過RS232 和數控系統進行通信,降低了對數控系統的依賴性。方案通過重復試驗證明了其穩定可靠性。為小型加工中心的發展和廣泛應用打下了基礎。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








