
利用多軸自動車床加工細長桿類零件的新嘗試
2014-3-13 來源: 作者:沈陽第三機床廠 李英德 石玉良
一、簡介
利用多軸自動車床加工細長桿類零件,可以充分地發(fā)揮多軸自動車床的高效率、省力化、節(jié)省能源等優(yōu)點。在一九八一年六月的上海機電產(chǎn)品訂貨會上, 沈陽第三機床廠接受了南通紡織機械廠的特殊訂貨要求, 研制使用多軸自動車床加工紡織行業(yè)急需的細長桿類零件— 皮輥芯軸的新工藝, 經(jīng)過一年多的努力, 終于于今年七月研制成功, 經(jīng)用戶和有關(guān)方面的鑒定, 達到了設(shè)計制造標準, 試生產(chǎn)加工的零件合格, 用戶比較滿意。
皮輥芯軸是紡織機械上的一個關(guān)鍵件,同時也是一個易損件, 需要量也大。由于其形伏細長、復(fù)雜、精度要求高, 而材料加工性能較差。所以, 多年來一直單機分散加工的老工藝。這樣, 不僅工人勞動強度大, 而巨所需要的操縱機床的人員也多, 同時占地面積也大, 能源消耗大。近年來, 國外少數(shù)工業(yè)較發(fā)達的國家已經(jīng)采用多軸自動車床進行加工。國內(nèi)一些大型紡織機械廠( 如山西經(jīng)緯紡織機械廠等) 曾多次作過使用多軸自動車床進行加工該零件的實驗, 但是, 由于缺少有關(guān)這方面的技術(shù)資料和經(jīng)驗不足, 一直沒有進展。這次沈陽第三機床廠接受了這一研制任務(wù)后深入、細致地研究了皮輥芯軸的特點、工藝要求、現(xiàn)場生產(chǎn)工藝情況以及國外的有關(guān)資料, 和多軸自動車床的工藝范圍、精度等方面的情況。皮輥芯軸的主要特點是細而長( 長細比  ,L 為工件長度、D為工件直徑) 的零件, 所有全部外徑對軸心線的眺動允差為0.1 , 其次是精度要求高, 公差為。.12 mm , 對于多軸自動車床的橫向切削精度要求較高, 對細而長的工件來說, 更突出了矛盾,。另外, 工件材質(zhì)為
,L 為工件長度、D為工件直徑) 的零件, 所有全部外徑對軸心線的眺動允差為0.1 , 其次是精度要求高, 公差為。.12 mm , 對于多軸自動車床的橫向切削精度要求較高, 對細而長的工件來說, 更突出了矛盾,。另外, 工件材質(zhì)為 , 其切削性能較差, 橫向切削光潔度軍
, 其切削性能較差, 橫向切削光潔度軍 很難達到。為了解決這些難題,則必須要在機床, 附具、切削刀具等各方面采取一些必要的措施和手段, 才能解決工件的加工難度, 補充機床性能的不足, 達到預(yù)期的效果。
很難達到。為了解決這些難題,則必須要在機床, 附具、切削刀具等各方面采取一些必要的措施和手段, 才能解決工件的加工難度, 補充機床性能的不足, 達到預(yù)期的效果。
二、基本工藝方案與附具
本機床應(yīng)用了普通車床加工細長桿類零件工藝的優(yōu)點與長處, 采用了跟刀架和后頂尖式結(jié)構(gòu), 支撐并提高了工件的動剛度。對重點要求的工位, 則采取了分別在兩個不同工位上完成兩種粗、精切削加工工藝。另外, 將精切削工序安排在機床切削精度較高的四、五工位上, 這就從工藝上為加工皮輥芯軸創(chuàng)造了有利的條件。
附具是實現(xiàn)工藝方案的手段, 可以通過充分利用主機運動條件, 并采取必要的附加措施, 來達到預(yù)期的加工效果。所以, 在本機床的專用附具設(shè)計時, 我們盡可能地模擬現(xiàn)行單機工序的加工狀態(tài), 設(shè)計出了活動內(nèi)(外) 頂尖和保持裝置( 滾子支架) 等。
實踐證明, 使用活動內(nèi)( 外) 頂尖和工件保持裝置穩(wěn)定可靠, 制造比較簡單, 并保證了皮輥芯軸這種細長桿類零件加工的順利進行。
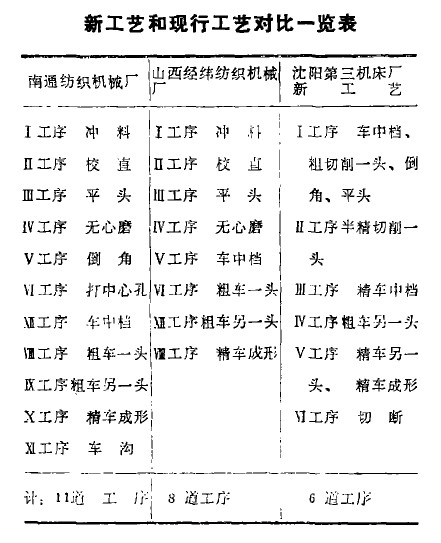
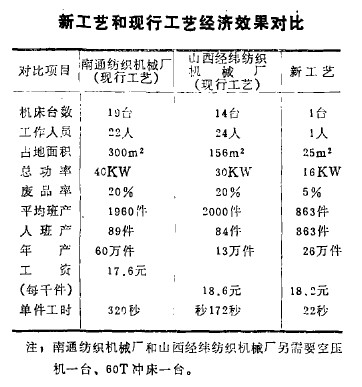
三、新工藝與現(xiàn)行工藝對比我們通過采用多軸自動車床進行加工的新工藝和單機分散加工的現(xiàn)行工藝的經(jīng)濟效果對比分析( 詳見下表) , 就可以十分清楚地看出采用這種新工藝的優(yōu)越性。
四、待須解決的一個問題
使用多軸自動車床加工皮輥芯軸的新工藝, 尚存在一個待須解決的問題, 有在于我們在今后的研制中去解決。試驗中, 機床的橫向切削精度顯得不夠理想, 盡管切削工序后還有磨削工序, 對零件的合格率影響不大。但是, 這是一個必須引起重視的問題。從橫向切削封閉系統(tǒng)圖中可以看出, 影響橫向切削精度的原因有二, 一是機床的主軸和橫刀架, 即主系統(tǒng)。二是刀具、夾刀具、活頂尖、保持裝置等輔助系統(tǒng)。所以, 必須提高主系統(tǒng)和輔助系統(tǒng)的剛性。串案牢串串案容帛案黎容鵝案書。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
名企推薦







專題點擊前十
| 更多

