
0 引言
隨著社會生產(chǎn)和科學(xué)技術(shù)的不斷進(jìn)步,各類工業(yè)新產(chǎn)品層出不窮。機(jī)械制造產(chǎn)業(yè)作為國民工業(yè)的基礎(chǔ),其產(chǎn)品更是日趨精密復(fù)雜,特別是在宇航、航海、軍事等領(lǐng)域所需的機(jī)械零件,精度要求更高和形狀更為復(fù)雜。普通數(shù)控機(jī)床難以勝任,即便是高精度的數(shù)控機(jī)床也得配上相應(yīng)的數(shù)控夾具方能滿足加工要求。本次設(shè)計以FANUC數(shù)控系統(tǒng)對數(shù)控加工中心進(jìn)行夾具設(shè)計及應(yīng)用。
1 零件結(jié)構(gòu)分析
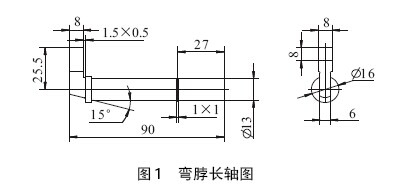
從圖1可知,本零件主要由右端![]() 13 mm的長軸,左端由8 mm×8 mm的方以及一個帶15 °的圓弧面組成,主要加工部位是外圓長軸和另一端帶圓弧斜度與8 mm×8 mm方的一個連體,要求左端上表面與長軸右端面垂直。所有表面粗糙度為R a6.3 um,熱處理到HRC30~35,表面處理H.Y。
13 mm的長軸,左端由8 mm×8 mm的方以及一個帶15 °的圓弧面組成,主要加工部位是外圓長軸和另一端帶圓弧斜度與8 mm×8 mm方的一個連體,要求左端上表面與長軸右端面垂直。所有表面粗糙度為R a6.3 um,熱處理到HRC30~35,表面處理H.Y。
零件材料為鍛件,保證零件有足夠的強(qiáng)度、硬度和風(fēng)度,在外力的作用下,不致于發(fā)生意外事故。綜上所述,此零件在在加工時,先檢查零件是否有折皺、發(fā)紋、裂文、分層等缺陷,然后采用粗、精分開,基準(zhǔn)統(tǒng)一、基準(zhǔn)重合的原則,確保工藝基準(zhǔn)與設(shè)計基準(zhǔn)重合。
2 夾具的工作原理
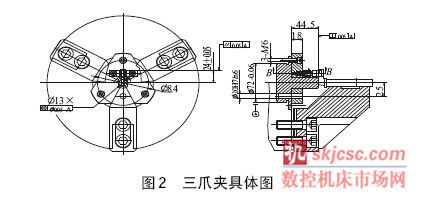
根據(jù)工件的要求,加工25.5 mm的表面要與13 mm的端面垂直,為了達(dá)到此尺寸要求,特設(shè)計此三爪夾具工裝,見圖2。利用此夾具通過花盤安裝在數(shù)控加工中心四軸上,并且與主軸一起旋轉(zhuǎn)運動,進(jìn)行銑平面和端面。
三爪夾具由螺蓋、定位扳、定位塊、定位軸、卡爪,緊固用孔組成夾具體,定位基準(zhǔn)則用工件上的8 mm×8 mm的側(cè)面和13 mm的軸面為定位基準(zhǔn)。三爪夾具是把定位螺蓋和定位板利用三個螺孔和一個10H7/n6的銷孔用三內(nèi)六角螺釘聯(lián)結(jié)在一起,利用定位塊上的2- (50+0.012)mm 孔和2 個精制螺釘裝在定位板上, 8 mm 孔里放一個1×6×19的壓簧,把定位軸與定位塊和定位扳安裝在一起,把圓柱銷裝在定位塊上的小槽中,此安裝后通過壓簧使定位軸起到前后定位滑動作用,最后把卡爪安裝在花盤上[1]。
夾具裝在數(shù)控加工中心四軸上,與四軸一起旋轉(zhuǎn),利用刀具起到切削作用,工件以左端側(cè)面(8mm×8 mm方)靠在定位軸一端60 °V型方向上并與定位螺蓋20端面靠緊,用卡盤扳手緊卡爪把工件另一端13 mm長軸進(jìn)行定心夾緊,這樣工件與主軸同心,且同軸度也好保證,然后用銑刀進(jìn)行上平面和右端面的加工,使它們相互垂直,見[附件]程序清單。
加工完一件零件之后,用卡盤扳手松開卡爪,再裝另一工件,定位軸60 °V型方向利用壓簧通過圓柱銷起到定向作用,這樣才能保證8 mm×8 mm方上表面與13 mm長軸端面垂直。
3 夾緊力計算
零件在切削加工過程中,由于受到切削力的作用,自身垂力有時還有自身垂力的離心力的作用,所以工件在定位后要保持工件在夾具中占有正確位置就要對其進(jìn)行夾緊,有了正確定位就要有正確夾緊才算完成夾緊的任務(wù)。
采用卡爪上13 mm孔對工件進(jìn)行定心夾緊,使在加工過程中保證工件既定位置不變和不發(fā)生擺動,尺寸能得于保證, 13 mm的光孔有效地防止夾傷工件。夾緊方式采用卡盤扳手,當(dāng)用卡盤扳手轉(zhuǎn)動小錐齒輪時,大錐齒輪也隨之轉(zhuǎn)動,在大錐齒輪背面平面螺紋的作用下,使三個爪同時向心移動或退出,以夾緊或松開工件,它的優(yōu)點在于結(jié)構(gòu)簡單、緊湊、制造方便,因此在手動夾緊中廣泛應(yīng)用。
計算夾緊力,查《金屬切削機(jī)床夾具設(shè)計手冊》

4 夾具精度分析
在同夾具裝夾工件進(jìn)行加工時,其工藝系統(tǒng)匯總影響工件加工精度的因素有許多,與夾具有關(guān)的定位誤差對刀誤差,在機(jī)床上的安裝誤差和調(diào)整誤差等。工序要保證左上平面與13 mm軸端面垂直,有了這套夾具,就能保證它們的精度要求。
5 數(shù)控加工程序
O0000
(TOOL - 1 DIA. OFF. - 1 LEN. - 1 DIA. - 12.) 12合金刀
N5T1M6 選刀
N7G0G90G54X-4.Y-12.A0.S2000M3 確定轉(zhuǎn)速及進(jìn)給建立
工件原點
N9G43H1Z50. 刀具長度補償
N11Z29.5 快速到安全平面
N13G1Z25.7F1000. 粗銑上平面
N15Y-4.F200.
N17Y4.
N19Y12.
N21G0Z50.
N23Y-12.
N25Z27.7
N27G1Z25.5F1000. 精銑上平面
N31Y4.
N33Y12.
N35G0Z50.
N37X-96.2Y-14.5
N39Z8.5
N41G1Z-8.F1000.
N43G41D1Y-6.5F200. 粗銑13端面
N45Y6.5
N47G40Y14.5
N49G0Z50.
N51X-96.Y-14.5
N53Z8.5
N55G1Z-8.F1000.
N57G41D1Y-6.5F200 精銑13端面
N59Y6.5
N61G40Y14.5 取消刀具半徑補償
N63G0Z50. 快速退刀
N65M5 主軸停轉(zhuǎn)
N67G91G28Z0. Z 軸回參考點
N69G28X0.Y0.A0. X、Y 軸回參考點
N71M30 程序結(jié)束
6 結(jié)束語
用本三爪夾具工作時,能較容易穩(wěn)定地保證工件的加工精度,工作不需劃線,找正,裝夾方便快捷,減少輔助時間,提高了生產(chǎn)率,在保證精度及生產(chǎn)率的前提下,其結(jié)構(gòu)簡單,容易制造和維修,操作簡單、安全、方便、省力。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








