
航空整體葉輪五軸數(shù)控加工仿真及參數(shù)優(yōu)化研究 (中)
2016-11-21 來源:天津職業(yè)技術(shù)師范大學(xué) 作者:盧輝
第 3 章 葉輪五軸數(shù)控加工后處理
3.1 概述
現(xiàn)在葉輪粗加工大部分是使用球頭銑刀五軸聯(lián)動加工,由于球頭銑刀切削性能差,故葉輪粗加工效率低下[49-51]。本文將使用立銑刀采用定軸加工方式進行葉輪的粗加工。目前針對五軸機床定軸加工的后處理算法是基于刀尖跟隨功能(即始終保持刀尖相對于工件的位置保持不變)的。這種后處理算法簡單不涉及X、Y、Z坐標變換,但后處理得到的NC代碼不能輸出圓弧插補且加工時不能鎖定旋轉(zhuǎn)軸,加工精度及剛性有待提高。為了實現(xiàn)航空整體葉輪的高速高效加工,針對定軸加工葉輪粗加工,將使用UG8.5軟件后處理構(gòu)造器對本文做實驗使用HSC75 linear五軸高速加工中心編寫后處理文件。
3.2 后處理算法
3.2.1 機床結(jié)構(gòu)分析
在實際生產(chǎn)中,五軸數(shù)控加工機床一般指具有3個線性移動軸與兩個旋轉(zhuǎn)軸的機床。五軸聯(lián)動數(shù)控機床有3種基本機構(gòu)類型:刀具擺動與工作臺回轉(zhuǎn)、工作臺雙回轉(zhuǎn)及刀具雙擺動[52]。本文用于葉輪加工的是DMG公司的HSC75 linear五軸高速加工中心,控制系統(tǒng)是海德漢i TNC530,該五軸機床是刀具擺動與工作臺回轉(zhuǎn),其空間運動坐標系如圖3-1所示,C軸是依附在X軸上,工作臺沿X軸作線性移動,工作臺繞Z軸作旋轉(zhuǎn)運動;B軸依附在
Z軸上,Z軸依附在Y軸上,主軸繞著Y軸作旋轉(zhuǎn)運動。該設(shè)備的線性軸加工范圍:X、Y、Z線性軸分別為885 mm、600 mm、600 mm,B軸的回轉(zhuǎn)范圍是–5°~110°,C軸的回轉(zhuǎn)范圍是–360°~360°。
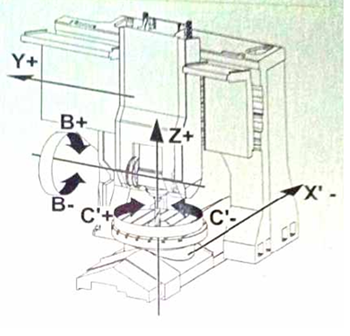
圖3-1 機床空間運動坐標系
3.2.2 齊次坐標變換運算
海德漢i TNC530數(shù)控系統(tǒng)的圓弧指令只能在工件坐標系的主平面(XY、YZ、XZ)或者是平行于主平面的加工平面上使用。海德漢i TNC530系統(tǒng)的傾斜加工面功能可以對工件坐標系圍繞坐標原點進行旋轉(zhuǎn),使得工件坐標的XY平面平行加工平面,這樣就可以在所加工的平面上輸出圓弧指令。由于工件坐標系進行了旋轉(zhuǎn)變換,所以數(shù)控程序的坐標值也需要進行齊次坐標變換。
為了敘述方便,本文將旋轉(zhuǎn)工件坐標系后得到的坐標系稱為特征坐標系。使用UG編制五軸刀具軌跡時,一般只設(shè)定一個工件坐標系,這個坐標系必須與機床的加工坐標一致。為了更好地解釋工件坐標系與特征坐標系的關(guān)系,本文列舉一個簡單的傾斜面加工的例子進行說明,如圖3-2和圖3-3所示。
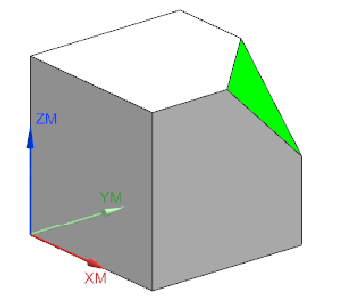
圖 3-2 工件坐標系
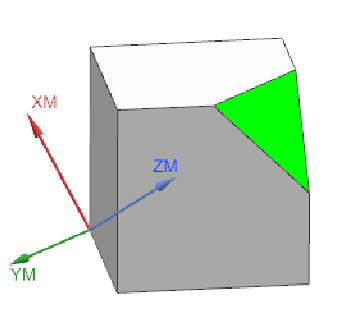
圖 3-3 特征坐標系
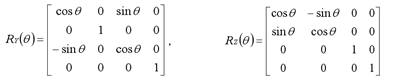
如圖3-2所示,綠色的平面是要加工的傾斜面。UG進行數(shù)控程序編制是在工件坐標系下計算的。而傾斜面加工的刀位文件是特征坐標系的機床運動坐標,需要通過后置處理將工件坐標系下的刀位數(shù)據(jù)轉(zhuǎn)化為特征坐標系下的刀位數(shù)據(jù)。后置處理的關(guān)鍵技術(shù)是將工件坐標系下的刀位數(shù)據(jù)進行齊次坐標變換。 根據(jù)齊次坐標變換可知,已知某個直角坐標系中的一點坐標值,那么該點在另一個直角坐標系中的坐標可通過齊次坐標變換求得[53],對應(yīng)于軸Y、Z作轉(zhuǎn)角為θ的旋轉(zhuǎn)變換,分別可得:
設(shè)u(Ux Uy Uz)為工件坐標系中的刀軸方向矢量,r(Xw Yw Zw)為工件坐標系中的刀位點位置矢量,h(Xs Ys Zs)為特征坐標系的刀位點位置矢量,旋轉(zhuǎn)軸 B、C 初始角度分別為φB和φC。由齊次變換推導(dǎo)出:
將  和
和  代入(1)和(2),可得
代入(1)和(2),可得

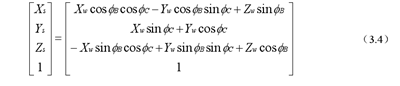
由式(3.3)和(3.4)得特征坐標系的刀位點位置矢量的計算公式:
因為kB=1,-1 所以φB可能有2個解,根據(jù)旋轉(zhuǎn)軸B軸的回轉(zhuǎn)范圍是10°~-110°來選取φB。在確定了φB后,在式(3.3)中,φC滿足cosφC=ux/sinφB和sinφC=uy/sinφB sinφC=uy/sinφB ,所以φB和φC是唯一對應(yīng)的。
3.3 后處理文件編寫
3.3.1 UG后處理構(gòu)造器簡介
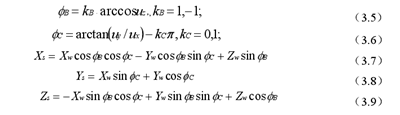
使用UG加工模塊生成的刀軌包含著GOTO點和其他機床控制的指令信息。由于不同機床數(shù)控系統(tǒng)對數(shù)控代碼的要求不一樣,所以UG生成的刀軌源文件不能直接用于機床。因此,刀軌源文件必須經(jīng)過處理轉(zhuǎn)成特定的機床所能接受的數(shù)控代碼,這一過程稱為“后處理”。UG NX8.5提供了一個性能優(yōu)異的后處理工具——NX/Post,利用它可以建立和機床控制系統(tǒng)相關(guān)的事件處理文件和事件定義文件,完成簡單或任意復(fù)雜機床的后處理。利用UG后處理構(gòu)造器建立后處理文件的過程如圖3-4所示。
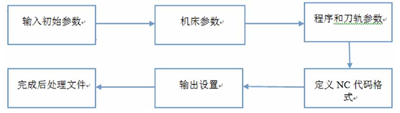
圖3-4 建立后處理文件
3.3.2 后處理文件編寫
啟動Post Builder,在后處理名稱中輸入D750_post,選擇公制的后處理輸出單位、選擇五軸帶轉(zhuǎn)頭和輪盤的機床,選擇Heidenhain控制器,完成初始參數(shù)的輸入如圖3-5所示。

圖3-5 輸入初始參數(shù)
下面將輸入機床參數(shù)。設(shè)置機床X軸行程為885 mm ,Y和Z軸行程設(shè)置為600 mm,將機床主軸矢量設(shè)置為I0、J0、K1,即將Z軸方向設(shè)置為主軸。在UG后處理構(gòu)造器中,第四軸是非依賴軸,第五軸是依賴軸。對于五軸帶一轉(zhuǎn)臺一擺頭機床,擺頭永遠是第四軸,而轉(zhuǎn)臺則是第五軸。所以B軸為機床第四軸,旋轉(zhuǎn)角度為–5°~110°,C軸為機床第五軸,旋轉(zhuǎn)角度為–360°~360°。機床參數(shù)和機床示意圖如3-6所示。
圖3-6 機床參數(shù)和機床示意圖
設(shè)置完機床參數(shù)之后,進行程序和刀軌的設(shè)置,這也是建立后處理文件最重要的步驟。
這個步驟主要完成程序頭定義和程序尾的定義。UG后處理的事件處理文件是用TCL語言進行編寫的,TCL語言定義了每一個事件的處理方式。本文使用TCL語言編寫的定義程序頭的事件處理文件,下面這是程序頭的部分TCL程序。
MOM_output_literal "BEGIN PGM $file_name $mom_user_output_unit"
MOM_output_literal "M129"
MOM_output_literal "M140 MB MAX"
MOM_output_literal "PLANE RESET STAY"
MOM_output_literal "CYCL DEF 19.0 WORKING PLANE"
MOM_output_literal "CYCL DEF 19.1"
MOM_output_literal "CYCL DEF 247 DATUM SETTING~ "
MOM_set_seq_off
MOM_output_literal "Q339=1; DATUM NUMBER"
MOM_set_seq_on
其中,"BEGIN PGM $file_name $mom_user_output_unit"是定義輸出數(shù)控程序的名稱和坐標值的單位;"M129"是取消M128(刀尖跟隨)功能;"PLANE RESET STAY"、"CYCL DEF 19.0 WORKING PLANE"和"CYCL DEF 19.1"是取消傾斜加工面功能;"CYCL DEF 247 DATUM SETTING~ "和"Q339=1; DATUM NUMBER"是啟動預(yù)設(shè)表中1號原點作為加工坐標系的原點;MOM_set_seq_off是關(guān)閉數(shù)控程序的行號;MOM_set_seq_on是開啟數(shù)控程序的行號。
與程序頭定義相比,程序尾定義相對簡單。程序尾主要定義停止主軸轉(zhuǎn)速、關(guān)閉切削液、執(zhí)行各運動軸回零動作等。其部分TCL代碼如下。
MOM_output_literal "M129"
MOM_output_literal "M09"
MOM_output_literal "M5"
MOM_output_literal "L X-450. Y-10. M91"
MOM_output_literal "L B0.0 C0.0"
MOM_output_literal "M30"
MOM_output_literal "END PGM 100 MM "
NC代碼格式定義主要是數(shù)控代碼的定義和輸出坐標值小數(shù)點后幾位數(shù),輸出設(shè)置是定義后處理得到的數(shù)控程序文件的格式。完成以上設(shè)置后,點擊保存文件完成后處理文件的建立。
3.4 驗證后處理文件
為了確保后處理文件正確性,需要進行實驗驗證。首先在UG中建立零件模型,如圖3-7所示。這是一個典型的五軸傾斜面加工零件,側(cè)面的沉頭孔需要五軸機床傾斜主軸頭加工。生成刀位文件的主要操作是設(shè)置加工坐標系、零件毛坯、安全平面等;選擇深度加工輪廓、指定切削區(qū)域、切削參數(shù)等相關(guān)參數(shù)后可生成CLSF格式的刀位文件,部分代碼如圖3-8所示。
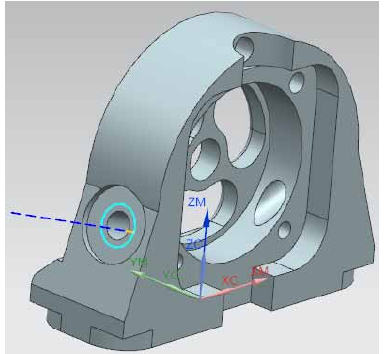
圖3-7 機床參數(shù)和機床示意圖
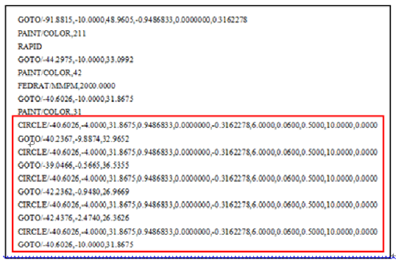
圖3-8 CLSF文件代碼
通過開發(fā)后處理文件將CLSF刀位軌跡轉(zhuǎn)換成NC代碼,得到與CLSF語言源程序相對應(yīng)的海德漢i TNC530數(shù)控加工程序,如圖3-9所示。
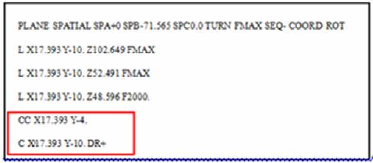
圖3-9 NC文件代碼
將兩程序?qū)Ρ瓤芍瑘D3-8紅框中CLSF刀位軌跡的坐標經(jīng)過后處理轉(zhuǎn)變成圖3-9紅框中的圓弧指令。在實際加工之前,為了防止撞刀事故的發(fā)生,先在VERICUT軟件上進行仿真,如圖3-10所示。從VERICUT的仿真結(jié)果看,并沒有發(fā)現(xiàn)過切的紅色區(qū)域,說明后處理的程序沒有問題。將數(shù)控加工程序傳輸?shù)綑C床進行實際加工,驗證了上述后置處理算法的正確性。
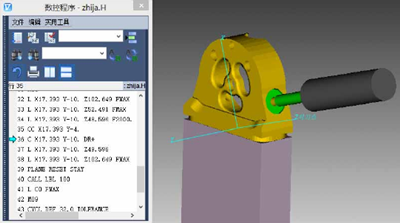
圖3-10 VERICUT仿真結(jié)果
3.5 葉輪加工程序后處理
通過前面驗證本章編寫的后處理文件是可行的,下面使用該后處理文件對航空整體葉輪刀具軌跡進行后處理。如圖3-11所示,是對葉輪粗加工程序進行后處理,并在VERICUT軟件中進行數(shù)控仿真,檢查粗加工程序。由仿真結(jié)果可知,加工程序中輸出圓弧指令能夠減少直線插補誤差,提高加工精度。
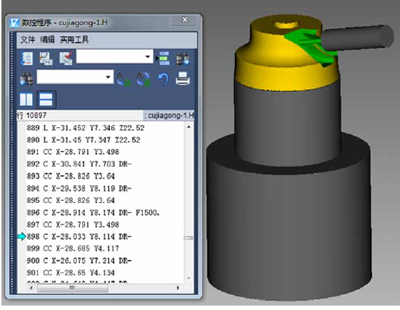
圖3-11 后處理得到葉輪程序
3.6 本章小結(jié)
本節(jié)編寫的后處理文件可以實現(xiàn)五軸定軸加工方法進行葉輪粗加工。首先針對海德漢i TNC530數(shù)控系統(tǒng)的傾斜加工面功能,通過對CLSF刀位軌跡進行齊次變換運算,提出了機床運動坐標的數(shù)控程序后處理算法。使用UG NX8.5/Post Builder編寫后處理文件,通過NC代碼分析、程序仿真及實際加工驗證了后處理方法的正確性,同時對航空整體葉輪加工刀具軌跡進行后處理,能夠提高葉輪的加工精度。該方法可以為五軸機床加工帶傾斜面類零件有指導(dǎo)意義,對提高五軸加工的生產(chǎn)效率有著重要意義。
第 4 章 航空整體葉輪加工的顫振穩(wěn)定域獲取
4.1 概述
高速銑削加工由于其具有較高的材料去除率,可大大縮短切削加工時間,提高加工效率,因此被廣泛應(yīng)用于航空、航天等領(lǐng)域。而在航空整體葉輪加工中,顫振制約高速切削的使用,降低葉輪加工效率。顫振是發(fā)生在切削過程中一種強烈的自激振動,顫振會降低切削效率、降低零件的加工精度、破壞零件的表面粗糙度、損壞刀具甚至機床本身[54]。切削加工中避免出現(xiàn)顫振的有效方法是對機床-刀具系統(tǒng)、機床-工件系統(tǒng)進行顫振穩(wěn)定域的分析。
4.2 航空整體葉輪加工的機床和刀具
航空整體葉輪因其曲面的復(fù)雜性和加工精度高,使其成為典型的難加工零件,因此本文選用的是DMG公司的HSC75 linear五軸高速加工中心,控制系統(tǒng)是海德漢i TNC530。HSC75五軸機床B軸是刀具擺動,C軸是工作臺旋轉(zhuǎn)。
本文中研究的整體葉輪片型面為直紋面,總?cè)~片數(shù)為12個,主葉片與分流葉片各6個,葉輪直徑為125mm,高度為60mm,葉片最厚處為4mm,相鄰主葉片與分流葉片間最小間距為7.3mm,葉根圓角半徑為3mm,如圖4-1所示。
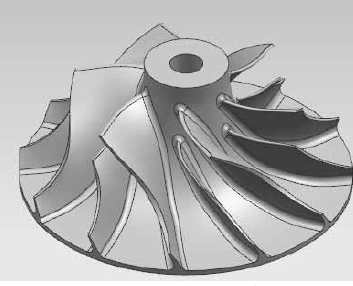
圖 4-1 整體式葉輪
根據(jù)相鄰主葉片與分流葉片間最小間距為7.3mm,本文選取直徑為6mm硬質(zhì)合金立銑刀進行粗加工;根據(jù)葉根圓角半徑的大小,采用R3硬質(zhì)合金球頭銑刀進行葉輪的半精加工和精加工。高速切削的刀具料要求具有高的熱硬性和化學(xué)穩(wěn)定性,如高熔點、高的氧化溫度、好的耐熱性、強的熱沖擊性和高溫強度[22]。不同的刀具材料,適用加工的工件材料不同,針對本文葉輪材料和工藝安排,選用硬質(zhì)合金圓柱立銑刀進行粗加工和球頭銑刀進行精加工。硬質(zhì)合金圓柱立銑刀材質(zhì)為CO10%,WC90%(德國進口原材料),具有極細微粒的碳化鎢母材,硬度高,帶有Ti Al N涂層[55]。硬質(zhì)合金銑刀參數(shù)見表4-1。
表4-1 硬質(zhì)合金銑刀參數(shù)見表

4.3 基于Cutpro9.0的顫振穩(wěn)定域獲取
目前,針對顫振穩(wěn)定域分析應(yīng)用軟件有加拿大UBC大學(xué)MAL實驗室研發(fā)的Cutpro9.0、英國Technicut公司開發(fā)的METALMAX軟件、北航自主開發(fā)的銑削加工動力學(xué)仿真系統(tǒng)Simu Cut和數(shù)控機床動力學(xué)特性參數(shù)測試與分析Dyna Cut系統(tǒng)。使用Cutpro9.0動力學(xué)仿真軟件,能夠仿真切削過程預(yù)測主軸功率、切削力、表面粗糙度等,為優(yōu)化切削參數(shù)提供參考。該系統(tǒng)由享有國際聲譽的制造自動化實驗室(MAL)開發(fā),Cutpro9.0在金屬切削領(lǐng)域為提高生產(chǎn)率提供了很好的解決方案,所以本文采用Cutpro9.0獲取顫振穩(wěn)定域。
Cutpro9.0是一款高級加工軟件,Cutpro9.0軟件包括2.5軸銑削模塊、車削模塊、鏜削模塊、模態(tài)分析模塊、傳函測量軟件MALTF、基于PC的數(shù)據(jù)采集和分析軟件Mal DAQ、主軸設(shè)計與分析系統(tǒng)SPINDLEPRO和虛擬CNC模塊組成。并且此軟件可協(xié)助解決切削加工問題包括:確定無顫振條件下的主軸轉(zhuǎn)速、進給量和切深,在保證良好表面質(zhì)量的前提下提高材料的去除速率;以較高的材料去除速率加工淬硬鋼宇航耐熱合金,確保在加工過程中不發(fā)生顫振和崩刃;確定在給定的加工條件下機床和復(fù)雜刀具能否提供足夠的轉(zhuǎn)矩、功率和剛度進行加工零件;可利用經(jīng)過科學(xué)驗證的軟件在全球重要廠商提高加工生產(chǎn)率;快速確定并調(diào)整弱剛性夾具和加工過程中的安裝問題。
4.3.1 基于Cutpro9.0顫振穩(wěn)定域獲取過程
在進行顫振穩(wěn)定域仿真之前,首先要對機床-刀具系統(tǒng)和機床-工件系統(tǒng)進行動力學(xué)分析,即要獲取加工系統(tǒng)的頻響函數(shù)。一般情況下系統(tǒng)傳遞函數(shù)的獲取方法有兩種途徑:一種是試驗?zāi)B(tài)分析法,對于復(fù)雜系統(tǒng)和幾何結(jié)構(gòu)相對穩(wěn)定的系統(tǒng)采用該方法最為有效;另一種是理論模態(tài)分析法,即采用基于有限元分析的方法[56]。本節(jié)中的被測系統(tǒng)頻響函數(shù)FRF的獲取可以通過Cutpro9.0軟件頻率響應(yīng)函數(shù)(FRF)或傳遞函數(shù)(TF)測量模塊得到。頻率響應(yīng)函數(shù)(FRF)或傳遞函數(shù)(TF)測量模塊都有一個基于脈沖錘測試的TF測量系統(tǒng)。在脈沖模式下的傳輸函數(shù)測量采取的多個樣本取平均,得到一個傳遞函數(shù)的更好表達。機床的振動在加工行業(yè)中起到重要的作用,因為過度的振動會導(dǎo)致工件表面光潔度較差,刀具磨損,并可能損壞主軸系統(tǒng)。首先,一個簡單的結(jié)構(gòu)只有單一自由(單自由度)可以用一個通用公式來建模。
其中m是質(zhì)量,c是阻尼的系數(shù),k是系統(tǒng)的剛度,當阻尼常數(shù)為0時,系統(tǒng)振蕩的固有頻率ωn。當阻尼存在,我們獲得阻尼固有頻率ωd時需要考慮的阻尼比ε。此外,可以發(fā)現(xiàn)諧振角頻率ωr是阻尼固有頻率的最大值。
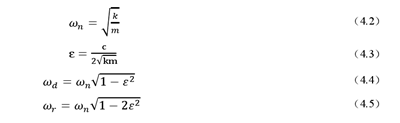
所有的機械系統(tǒng)都會表現(xiàn)出一些阻尼,并且大多數(shù)金屬結(jié)構(gòu)的阻尼比ε<0.05或更小。通常情況下,當系統(tǒng)的阻尼比很小或系統(tǒng)在共振頻率時可以忽略阻尼對系統(tǒng)的影響。通過假設(shè)x(t) = X sin(ωt +f )我們可以得到下面的公式:
所得諧波振動的振幅和相位是

傳遞函數(shù)的實部和虛部如下:

當 r = ω /ωn和Φ(ω) = G(ω ) + j H (ω),通常情況下,Φ(ω)被稱為系統(tǒng)的頻率響應(yīng)函數(shù),是位移的復(fù)振幅與強迫函數(shù)F的大小的比率。另外,Φ(ω)的實部和虛部(s平面)被稱為傳遞函數(shù)(TF)。
Cutpro9.0顫振穩(wěn)定域獲取過程:
1.根據(jù)加工工藝要求,確定加工機床、刀具;
2.通過錘擊實驗獲得加工系統(tǒng)(機床-刀具系統(tǒng)和機床-工件系統(tǒng))的傳遞函數(shù);
3.如果所研究的工件材料已存在于Cutpro9.0軟件中,仿真時可直接使用;否則應(yīng)通過切削力辨識實驗,獲取刀具-材料對切削力系數(shù)。切削力辨識實驗需制作專門的試件并配備測力系統(tǒng)。
4.由加工工藝確定切削寬度;
5.進行顫振穩(wěn)定域仿真,獲取無顫振條件下的主軸轉(zhuǎn)速和軸向切深關(guān)系圖(穩(wěn)定域葉瓣圖);
6.根據(jù)仿真出的顫振穩(wěn)定域圖形及考慮具體加工條件限制確定優(yōu)化的主軸轉(zhuǎn)速和軸向切深。
4.3.2 錘擊試驗
錘擊試驗是單輸入單輸出模態(tài)實驗的主要方法之一[57]。在上個世紀80年就已經(jīng)開始使用錘擊實驗獲取研究對象的動態(tài)特性,由于此方法方便簡單故在機械工程方面應(yīng)用廣泛[58]。錘擊實驗是在刀具與機床組合系統(tǒng)的情況下進行的,使用力錘對測試點進行敲擊,并用加速度傳感器采集刀尖點的振動信號。實驗裝置圖如圖4-2所示。

圖4-2 實驗裝置圖
實驗條件:
1.機床:五軸機床HSC75,其最高主軸轉(zhuǎn)速為18000r/min,最高進給速度為90m/min,機床主軸功率為 35k W 。
2.刀具:硬質(zhì)合金φ6mm立銑刀和R3mm球頭銑刀;
3.工件材料:航空鋁7075。航空鋁7075是拉伸變形鋁合金材料,其組成成分和力學(xué)性能如表4-2和表4-3所示。
表4-2 航空鋁7075組成成分
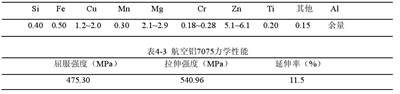
4.實驗測試系統(tǒng):本實驗采用的是Cutpro9.0動力學(xué)分析軟件自身的測試系統(tǒng),組成測試系統(tǒng)的構(gòu)件包括:MSC-1沖擊力錘,相應(yīng)500kg力傳感器;YD67小型加速度計,靈敏度為0.3 ,頻率范圍為1-18,000 Hz;USB接口四通道數(shù)據(jù)采集器AD8304。
錘擊試驗的實驗操作:將I/O盒子通過USB數(shù)據(jù)線與計算機連接,力錘接I/O盒子0通道加速傳感器接1通道、再把加速度傳感器黏結(jié)刀尖處,力錘在另一側(cè)進行敲擊,經(jīng)處理可得到力-位移FRF曲線。下面分別對刀具和工件進行敲擊,如圖4-3所示。

圖4-3 錘擊刀具和工件
一般而言,錘擊受力點位置、力的大小和方向都會影響頻響函數(shù)的獲取,如果敲擊不當則會產(chǎn)生較大的誤差[59]。在脈沖模式下的傳輸函數(shù)測量采取的多個樣本取平均,得到一個傳遞函數(shù)的更好表達。Cutpro9.0軟件MALTF模塊能夠過濾掉不好的敲擊信號,比如敲擊的時候連擊或錘擊力太大。圖4-4、4-5、4-6分別是平底銑刀D6、球頭銑刀R3、工件的力-位移FRF曲線。
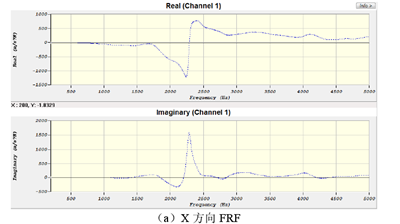
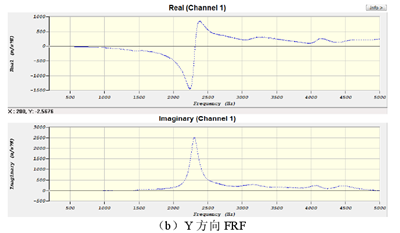
圖 4-4 平底銑刀 D6 的力-位移 FRF 曲線
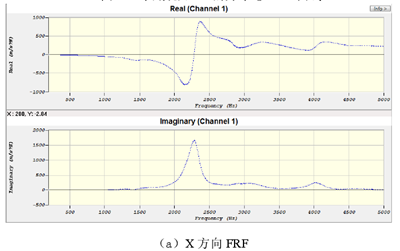
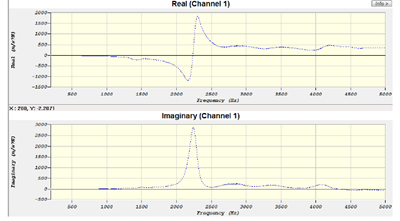
圖 4-5 球頭銑刀 R3 的力-位移 FRF 曲線
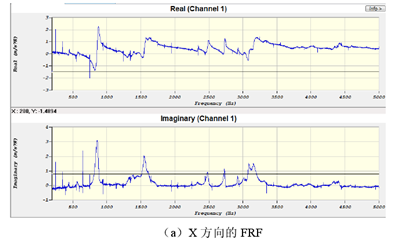
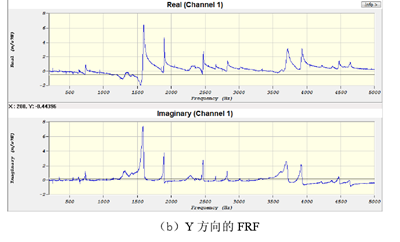
圖 4-6 工件的力-位移 FRF 曲線
4.4 顫振穩(wěn)定域獲取
通過以上錘擊實驗獲得的加工系統(tǒng)的頻響函數(shù),在特定切削深度條件下進行顫振穩(wěn)定域仿真,獲取無顫振條件下的主軸轉(zhuǎn)速和軸向切深關(guān)系圖(穩(wěn)定域葉瓣圖)。在 Cutpro9.0軟件中下,顫振穩(wěn)定域分析是通過使用線性穩(wěn)定性理論來建模。在線性穩(wěn)定性分析時,非線性因素如刀具跳躍切削,再生過程阻尼,非線性切削系數(shù)等被忽略,這使得它能夠非常快地進行仿真。
首先對葉輪加工進行顫振穩(wěn)定域分析。打開 Cutpro9.0 軟件選擇 Analytical Stability lobes 模塊,第一步設(shè)置刀具參數(shù)為四刃圓柱形立銑刀,直徑為 6mm,螺旋升角為 30°,前角和后角為 5°;第二步設(shè)置機床-刀具為動態(tài)振動,選擇由錘擊試驗得到的 X、Y 傳遞函數(shù)文件;第三步設(shè)置工件為剛性,選擇順銑,每齒進給量為 0.1mm/z,徑向切寬為 3mm。點擊運行仿真,可以得到主軸轉(zhuǎn)速與切削深度的顫振穩(wěn)定域圖如圖 4-7 所示。
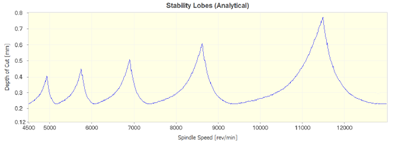
圖 4-7 顫振穩(wěn)定域分析解
4.5 本章小結(jié)
本節(jié)根據(jù)航空整體葉輪的結(jié)構(gòu)特點,選用HSC75五軸機床進行葉輪的加工,選取直徑為6mm硬質(zhì)合金立銑刀進行粗加工,半徑為R3mm硬質(zhì)合金球頭銑刀進行葉輪半精加工和精加工。使用Cutpro9.0軟件進行顫振穩(wěn)定域的分析得到無顫振穩(wěn)定葉瓣圖。Cutpro9.0顫振穩(wěn)定域獲取的一般過程:通過錘擊實驗獲取機床-工件系統(tǒng)和機床-刀具系統(tǒng)的傳遞函數(shù),進行顫振穩(wěn)定域仿真,獲取無顫振條件下的主軸轉(zhuǎn)速和軸向切深關(guān)系圖(穩(wěn)定域葉瓣圖)。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多本專題新聞
名企推薦







專題點擊前十
| 更多

