
加工中心主軸箱體制造工藝可靠性保障方法的研究 (下)
2017-6-30 來源: 吉林大學(xué) 作者: 譚壯
第 5 章加工中心主軸箱體制造過程關(guān)鍵工序質(zhì)量控制點(diǎn)
控制圖分析方法雖然能夠發(fā)現(xiàn)加工中心主軸箱體制造過程存在異常,但不能判別出制造過程的異常波動是由哪一種具體異常原因所造成,因此需要花費(fèi)大量的時(shí)間去尋找具體的異常原因并將其排除,而不能主動預(yù)防或者減少制造過程異常原因的出現(xiàn)。制造過程的異常原因來源于與加工中心主軸箱體制造過程密切相關(guān)的生產(chǎn)環(huán)境、工件材料、生產(chǎn)設(shè)備、生產(chǎn)人員、工藝方法、測量等六個(gè)因素(簡稱 5M1E)。基于上述六個(gè)因素的角度建立加工中心主軸箱體制造過程關(guān)鍵工序質(zhì)量控制點(diǎn),可以防止或者減少制造過程異常因素的出現(xiàn),從而系統(tǒng)性的保障加工中心主軸箱體制造工藝可靠性。 加工中心主軸箱體制造過程關(guān)鍵工序質(zhì)量控制點(diǎn)的內(nèi)容包括提出建點(diǎn)計(jì)劃、編制關(guān)鍵工序質(zhì)量控制點(diǎn)作業(yè)文件、建立關(guān)鍵工序控制點(diǎn)檔案以及管理關(guān)鍵工序質(zhì)量控制點(diǎn)。本章將詳細(xì)闡述上述四部分關(guān)鍵工序質(zhì)量控制點(diǎn)內(nèi)容。 5.1 提出建立關(guān)鍵工序質(zhì)量控制點(diǎn)計(jì)劃
5.1.1 一般關(guān)鍵工序
根據(jù) Pareto 法則可以知道,加工中心主軸箱體制造工藝可靠性是由關(guān)鍵的少數(shù)工序所決定[60]。對這些關(guān)鍵的少數(shù)工序建立質(zhì)量控制點(diǎn)有利于減少工作量提高工作效率,并有效保障加工中心主軸箱體制造工藝可靠性。提出建立關(guān)鍵工序質(zhì)量控制點(diǎn)計(jì)劃的主要內(nèi)容是明確建點(diǎn)工序的名稱、技術(shù)要求、相關(guān)作業(yè)文件及責(zé)任部門。 關(guān)鍵工序指的是對產(chǎn)品質(zhì)量尤其是可靠性起著關(guān)鍵作用的工序[60]。在此定義的基礎(chǔ)上,本文將需要建點(diǎn)的關(guān)鍵工序分為一般關(guān)鍵工序和特殊關(guān)鍵工序兩種。一般關(guān)鍵工序指的是制造工藝可靠性評價(jià)指標(biāo)不符合規(guī)定要求或者具有不符合規(guī)定要求的風(fēng)險(xiǎn)較大的工序,也稱為薄弱工序,如工藝故障風(fēng)險(xiǎn)優(yōu)先數(shù)高的工序、工序能力不足的工序、制造過程存在異常因素較多的工序等。不同的生產(chǎn)企業(yè)有不同的標(biāo)準(zhǔn),因此需要按照生產(chǎn)企業(yè)的具體要求評定出一般關(guān)鍵工序。 本文第三章的制造工藝 FMECA 方法可以確定出加工中心主軸箱體制造過 程中風(fēng)險(xiǎn)優(yōu)先數(shù)較高的工序,第四章的控制圖分析方法可以確定出加工中心主軸 箱體制造過程中波動較大、異常原因較多、工序能力不足的工序,上述兩章內(nèi)容是確定加工中心主軸箱體制造過程一般關(guān)鍵工序的重要方法。
5.1.2 特殊關(guān)鍵工序
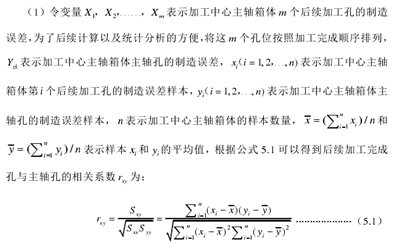
特殊關(guān)鍵工序指的是制造工藝可靠性評價(jià)指標(biāo)符合規(guī)定要求或不符合規(guī)定要求的風(fēng)險(xiǎn)較小,但是對其它工序產(chǎn)生惡劣影響較大的工序。一般關(guān)鍵工序強(qiáng)調(diào)的是工序本身的薄弱,而特殊關(guān)鍵工序則是強(qiáng)調(diào)對其它工序的惡劣影響。 特殊關(guān)鍵工序應(yīng)根據(jù)加工中心主軸箱體制造過程的具體情況進(jìn)行具體分析,其中典型的情況為后續(xù)制造工序?qū)χ耙呀?jīng)完成的制造工序的影響,尤其是加工中心主軸箱體的主軸孔因生產(chǎn)原因優(yōu)先完成加工,后續(xù)孔位的加工必然會影響到主軸孔的制造精度。這種影響可以分為兩種,一種是有利的影響即提高了主軸孔的制造精度,另一種則是不利影響即降低了主軸孔的制造精度,因此為了能夠采取針對性措施降低后續(xù)孔位對主軸孔的不利影響,需要量化分析出后續(xù)孔位對主軸孔的影響程度,對主軸孔制造精度不利影響程度較大的工序即可作為特殊關(guān)鍵工序。Zhuang Tan[84]研究了量化分析數(shù)控機(jī)床主軸箱體后續(xù)孔位對已加工完成主軸孔制造誤差的影響程度,并對其研究方法進(jìn)行了實(shí)例分析,本文以分析加工中心主軸箱體后續(xù)孔位對主軸孔制造誤差的影響程度為例,說明其研究方法的原理,分析過程如下:
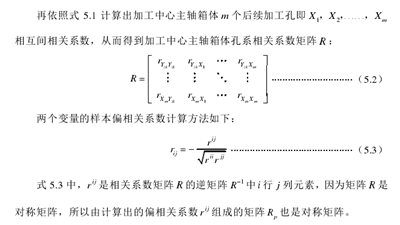

通過以上的計(jì)算步驟不僅可以找出與主軸孔存在偏相關(guān)系數(shù)的后續(xù)加工孔,也可以發(fā)現(xiàn)其它孔之間是否存在顯著的相關(guān)性,并為后續(xù)的制造誤差傳遞關(guān)系量化提供依據(jù)。
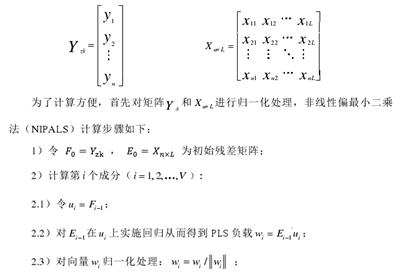
(3) 誤差傳遞量化分析 偏最小二乘法(PLS)是研究兩個(gè)相關(guān)數(shù)據(jù)塊或矩陣的一種方法且能夠在自變量存在相關(guān)關(guān)系且樣本數(shù)量較小的情況下得到準(zhǔn)確的回歸[85-86]。因此為了得到后續(xù)加工孔與主軸孔的量化關(guān)系,本文采用非線性偏最小二乘法(NIPALS)對其進(jìn)行回歸分析。 通過上述相關(guān)性分析找出與主軸孔存在偏相關(guān)關(guān)系的 L 個(gè)后續(xù)加工孔,以這些孔的制造誤差作為自變量? ?1 2 LX ,X ,??,X ,主軸孔的制造誤差作為因變量? ?zkY , n 為樣本數(shù)量,從而可以得到因變量與自變量的樣本矩陣:

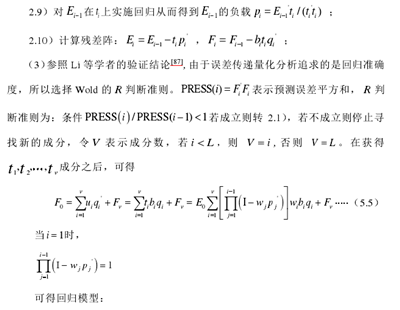

通過式 5.6 建立的誤差傳遞量化關(guān)系數(shù)學(xué)模型,可以發(fā)現(xiàn)變量系數(shù)越大對主軸孔制造誤差影響越大,當(dāng)系數(shù)為正時(shí),提高該孔的制造精度有利于減小主軸孔的制造誤差,系數(shù)為負(fù)時(shí),只能降低該孔制造精度才能減小主軸孔的制造誤差,而孔的精度等級是由設(shè)計(jì)決定的,所以降低制造精度是不現(xiàn)實(shí)的。上述分析結(jié)論是從回歸模型的數(shù)學(xué)關(guān)系中推導(dǎo)出的,實(shí)際上應(yīng)當(dāng)分析出這種回歸模型背后的因素,即后續(xù)孔位加工時(shí)產(chǎn)生的熱量或是切削力等原因造成主軸孔的變化,根據(jù)分析出的原因制定相關(guān)預(yù)防措施可以減少后續(xù)加工孔位對主軸孔制造精度的不利影響。
5.2 編制關(guān)鍵工序質(zhì)量控制點(diǎn)作業(yè)文件
5.2.1 制造過程相關(guān)因素分析
加工中心主軸箱體制造過程涉及到多個(gè)生產(chǎn)因素,如圖 51 所示,這些因素包括生產(chǎn)環(huán)境、工件材料、生產(chǎn)設(shè)備、生產(chǎn)人員、工藝方法、測量,簡稱 5M1E。造成工藝故障發(fā)生的異常因素必定與上述六個(gè)因素相關(guān),因此針對上述六個(gè)因素制定一系列的控制文件將有利于減少異常因素的出現(xiàn)。
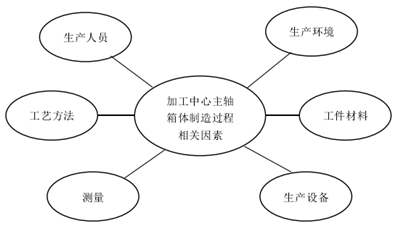
圖 5.1 加工中心主軸箱體制造過程相關(guān)因素
圖 5.1 中各個(gè)因素的具體內(nèi)容如下: 生產(chǎn)環(huán)境: 加工中心主軸箱體生產(chǎn)現(xiàn)場的濕度、溫度、照明、衛(wèi)生清潔等; 工件材料:加工中心主軸箱體的毛坯質(zhì)量、成分、物理化學(xué)性能等; 生產(chǎn)設(shè)備:加工主軸箱體所需要的設(shè)備儀器、工裝夾具等的性能狀況; 生產(chǎn)人員:加工主軸箱體的操作人員技能、積極性、責(zé)任心等; 工藝方法:加工中心主軸箱體的制造工藝流程、生產(chǎn)要求等; 測量:對加工中心主軸箱體工序質(zhì)量進(jìn)行檢測時(shí)所采用的測量儀器、測量方法等。 明確了與加工中心主軸箱體制造過程相關(guān)的六個(gè)因素之后,需要從這六個(gè)因素的角度制定相應(yīng)的控制文件,可以使加工中心主軸箱體制造過程更加規(guī)范,出現(xiàn)問題后也可以迅速查出問題的原因。
5.2.2 關(guān)鍵工序質(zhì)量控制點(diǎn)作業(yè)文件
5.2.2.1基于生產(chǎn)人員的控制點(diǎn)作業(yè)文件
生產(chǎn)人員的操作水平將直接影響到加工中心主軸箱體制造工序的質(zhì)量,具有很強(qiáng)的柔性即波動性較大,并且受招聘條件、培訓(xùn)水平及企業(yè)激勵(lì)政策等條件影響較大,因此企業(yè)有必要針對上述影響條件制定相應(yīng)方案,從而充分調(diào)動操作人員的主觀能動性。 結(jié)合加工中心主軸箱體生產(chǎn)過程實(shí)際情況,只要有利于提高生產(chǎn)人員的操作水平的措施均可以作為針對生產(chǎn)人員的控制點(diǎn)作業(yè)文件。本文提倡使用效率較高,應(yīng)用廣泛的《人員操作規(guī)范要求》,目前許多企業(yè)都有相似標(biāo)題的文件,但是僅局限于一般性的要求如時(shí)間要求、行為要求等。本文提出的《人員操作規(guī)范要求》不僅具備一般性要求,還應(yīng)具備針對一般關(guān)鍵工序所需要的設(shè)備操作要求、針對特殊關(guān)鍵工序所需要的特殊操作要求等。
5.2.2.2基于工藝方法的控制點(diǎn)作業(yè)文件
根據(jù)加工中心主軸箱體設(shè)計(jì)要求,采用合理的工藝方法,制定合理的工藝要求不僅可以提高加工效率,也可以減少工藝故障的發(fā)生提高成品率。目前許多企業(yè)只重視產(chǎn)品設(shè)計(jì)而輕視制造工藝,許多工藝文件陳舊多年不更新,生產(chǎn)線操作人員多憑生產(chǎn)經(jīng)驗(yàn)進(jìn)行生產(chǎn),無法保障制造工序質(zhì)量的穩(wěn)定。因此為了確保關(guān)鍵工序的質(zhì)量穩(wěn)定,有必要完善相關(guān)的工藝文件包括工藝內(nèi)容、裝夾要求、切削要求等。
5.2.2.3基于生產(chǎn)設(shè)備的控制點(diǎn)作業(yè)文件
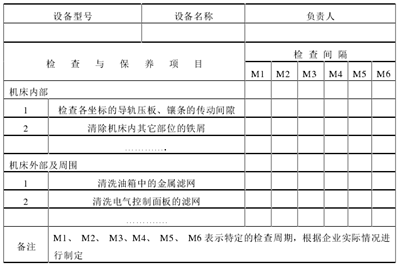
生產(chǎn)設(shè)備是完成加工中心主軸箱體制造工序的關(guān)鍵工具,生產(chǎn)設(shè)備的性能將直接影響到工序的質(zhì)量,也是異常因素發(fā)生較多的區(qū)域。因此有必要針對關(guān)鍵工序制定相應(yīng)的生產(chǎn)設(shè)備控制點(diǎn)作業(yè)文件,常用的有《加工設(shè)備日常點(diǎn)檢卡》如表5.1 所示,可以用來監(jiān)測加工設(shè)備每天的性能狀況;《加工設(shè)備周期檢查卡》如表5.2 所示,可以用來監(jiān)測加工設(shè)備每個(gè)階段的性能狀況;《加工設(shè)備管理與維護(hù)保養(yǎng)要求》可以用來維護(hù)加工設(shè)備的性能,使其滿足生產(chǎn)需要;《工具、工裝管理規(guī)定》可以用來維護(hù)、管理工裝夾具的使用性能,確保其滿足生產(chǎn)要求。
表 5.1 加工設(shè)備日常點(diǎn)檢卡(示例)
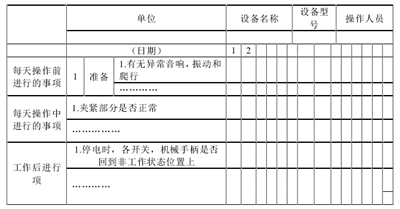
表 5.2 加工設(shè)備周期檢查卡(示例)
5.2.2.4基于工件材料的控制點(diǎn)作業(yè)文件
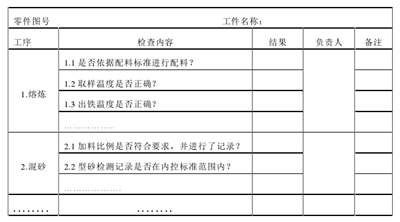
加工中心主軸箱體的毛坯通常是鑄造而成,鑄造水平低容易造成零件存在砂眼、氣孔等問題,因此為了確保毛坯的各項(xiàng)性能符合生產(chǎn)要求,本文提出制定《鑄造工藝可靠性檢查表》,如表 5.3 所示。《鑄造工藝可靠性檢查表》可以針對需要滿足的工藝要求進(jìn)行核對,防止出現(xiàn)疏忽遺漏某項(xiàng)工藝要求的情況。
表 5.3 鑄造工藝可靠性檢查表(示例)
5.2.2.5基于測量的控制點(diǎn)作業(yè)文件
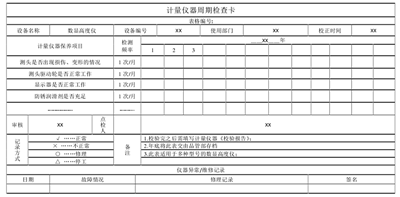
測量方法是否正確、測量器具的準(zhǔn)確性等均會影響到對加工中心主軸箱體制造工序質(zhì)量的判斷,為了避免測量對制造工序質(zhì)量產(chǎn)生不利影響,需要針對測量相關(guān)的因素制定控制文件,目前應(yīng)用較為廣泛的是《計(jì)量儀器周期檢查卡》如表5.4 所示、《計(jì)量器具使用、維護(hù)和保養(yǎng)規(guī)范》。
5.2.2.6基于生產(chǎn)環(huán)境的控制點(diǎn)作業(yè)文件
加工中心主軸箱體生產(chǎn)現(xiàn)場的濕度、溫度、光照強(qiáng)度、衛(wèi)生清潔等對工序質(zhì)量都會產(chǎn)生一定的影響。一般而言,關(guān)鍵工序?qū)ιa(chǎn)環(huán)境的要求都是比較嚴(yán)格的,因此有必要對生產(chǎn)環(huán)境制定相應(yīng)的規(guī)范,目前應(yīng)用較為廣泛的是《生產(chǎn)車間管理規(guī)定》,該規(guī)定能夠針對生產(chǎn)環(huán)境、儀器擺放等作出詳細(xì)要求,從而保障加工中心主軸箱體車間環(huán)境符合生產(chǎn)要求。
表 5.4 計(jì)量儀器周期檢查卡(示例)
5.2.2.7基于多種因素的控制點(diǎn)作業(yè)文件
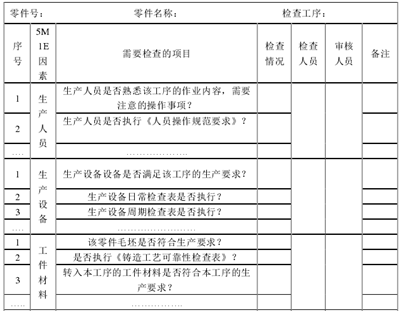
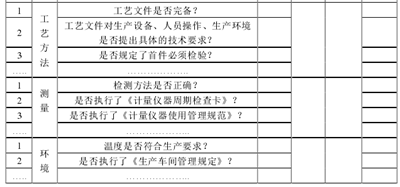
上述關(guān)鍵工序質(zhì)量控制點(diǎn)文件均是針對單一的影響因素,然而從制造工藝的設(shè)計(jì)到執(zhí)行結(jié)束的整個(gè)階段涉及到多個(gè)影響因素,為了能夠防止某個(gè)環(huán)節(jié)出現(xiàn)遺漏或者疏忽,本文提出針對關(guān)鍵工序建立《制造工藝可靠性檢查表》如表 5.5 所示。
表 5.5 制造工藝可靠性檢查表(示例)
需要指出的是,上述控制文件應(yīng)根據(jù)企業(yè)的實(shí)際生產(chǎn)需要進(jìn)行增減或者更改,制定相關(guān)文件時(shí)應(yīng)盡可能使文件內(nèi)容明確。 5.3 建立關(guān)鍵工序質(zhì)量控制點(diǎn)檔案上一節(jié)針對與加工中心主軸箱體制造過程密切相關(guān)的 5M1E 因素建立了相應(yīng)的控制文件,上述文件經(jīng)過批準(zhǔn)后需要建立關(guān)鍵工序質(zhì)量控制點(diǎn)檔案,檔案應(yīng)包括所有關(guān)鍵工序質(zhì)量控制點(diǎn)文件,建立檔案可以便于控制點(diǎn)文件的實(shí)施和檢查控制點(diǎn)文件實(shí)施情況。
5.4 管理關(guān)鍵工序質(zhì)量控制點(diǎn)
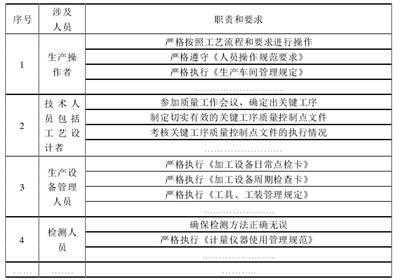
明確加工中心主軸箱體關(guān)鍵工序質(zhì)量控制點(diǎn)所涉及人員(包括生產(chǎn)操作者、技術(shù)人員、生產(chǎn)設(shè)備管理人員、檢測人員等)的職責(zé)和要求如表 5.6 所示,涉及人員應(yīng)嚴(yán)格按照規(guī)定要求履行各自的職責(zé)并有效控制加工中心主軸箱體的制造過程,預(yù)防異常因素的發(fā)生,保障加工中心主軸箱體制造工藝可靠性。
表 5.6 關(guān)鍵工序質(zhì)量控制點(diǎn)涉及人員的職責(zé)要求(示例)
5.5 關(guān)鍵工序質(zhì)量控制點(diǎn)應(yīng)用實(shí)例
在與企業(yè)進(jìn)行項(xiàng)目合作期間,對加工中心主軸箱體制造工序 23 建立了關(guān)鍵工序質(zhì)量控制點(diǎn)并進(jìn)行了實(shí)施,部分實(shí)施文件如圖 5.1、圖 5.2、圖 5.3、圖 5.4、圖 5.5、圖 5.6 所示。其中圖 5.1 為實(shí)施的《機(jī)械加工作業(yè)指導(dǎo)書》,對加工中心主軸箱體的裝夾、檢測內(nèi)容等作出了詳細(xì)的要求;圖 5.2 為實(shí)施的《設(shè)備日常點(diǎn)檢卡》,可將其貼放在加工設(shè)備上或者工作桌上,按要求對各項(xiàng)內(nèi)容進(jìn)行檢查,如果檢查結(jié)果沒有問題在相應(yīng)的表格中打√,如果檢查結(jié)果出現(xiàn)問題在相應(yīng)的表格中打×;圖 5.3 為實(shí)施的《計(jì)量儀器周期檢查卡》,由負(fù)責(zé)計(jì)量器具維護(hù)人員進(jìn)行管理維護(hù),并按規(guī)定頻率對各項(xiàng)內(nèi)容進(jìn)行檢查,校正時(shí)間為執(zhí)行校正的年度,如果檢查結(jié)果沒有問題在相應(yīng)的表格中打√,如果檢查結(jié)果出現(xiàn)問題在相應(yīng)的表格中打×;圖 5.4 為《加工中心主軸箱體制造過程可靠性檢查表》,對制造過程涉及到的 5M1E 因素進(jìn)行核對,防止出現(xiàn)遺漏,如果核對沒有問題在相應(yīng)表格中打√,相關(guān)負(fù)責(zé)人進(jìn)行簽字確認(rèn);圖 5.5 為實(shí)施的《工序質(zhì)量分析單》,對各個(gè)工序質(zhì)量特性包括尺寸精度、粗糙度、形位誤差進(jìn)行評定,并給出整個(gè)工序質(zhì)量的分析結(jié)果;圖 5.6 為實(shí)施的其它文件,并進(jìn)行了存檔。經(jīng)過一段時(shí)間的實(shí)施,關(guān)鍵工序質(zhì)量控制點(diǎn)的控制文件對于預(yù)防異常因素的發(fā)生取得了良好的效果。
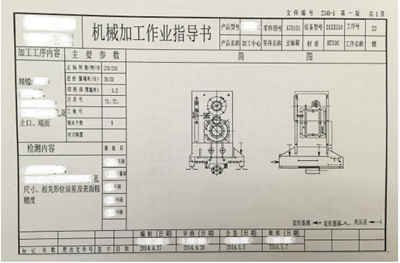
圖 5.1 機(jī)械加工作業(yè)指導(dǎo)書
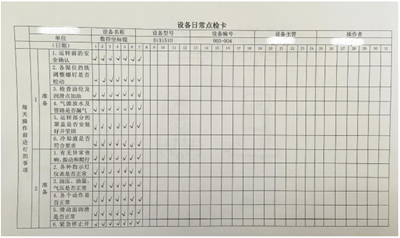
圖 5.2 設(shè)備日常點(diǎn)檢卡
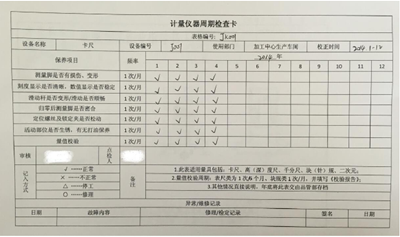
圖 5.3 計(jì)量儀器周期檢查卡

圖 5.4 加工中心零部件制造過程可靠性檢查表
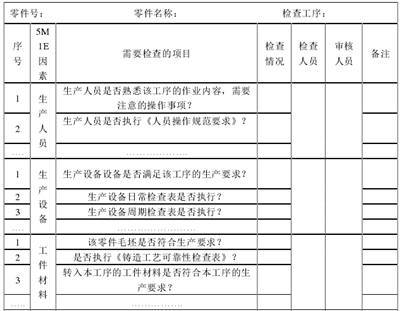
圖 5.5 工序質(zhì)量分析單
圖 5.6 實(shí)施的其它文件
5.6 本章小結(jié)
本章詳細(xì)介紹了加工中心主軸箱體制造過程關(guān)鍵工序質(zhì)量控制點(diǎn)的內(nèi)容,包括提出建立關(guān)鍵工序質(zhì)量控制點(diǎn)計(jì)劃、編制關(guān)鍵工序質(zhì)量控制點(diǎn)作業(yè)文件、建立關(guān)鍵工序控制點(diǎn)檔案以及管理關(guān)鍵工序質(zhì)量控制點(diǎn)。提出了一般關(guān)鍵工序和特殊關(guān)鍵工序的定義,確定關(guān)鍵工序需要采用的方法,分析了與加工中心主軸箱體制造過程密切相關(guān)的 5M1E 因素,并針對各個(gè)因素制定相應(yīng)的控制文件,描述了建
立以及管理關(guān)鍵工序質(zhì)量控制點(diǎn)的方法,最后通過實(shí)例表明關(guān)鍵工序質(zhì)量控制點(diǎn)具有很強(qiáng)的可實(shí)施性,對于預(yù)防異常因素的發(fā)生,保障加工中心主軸箱體制造工藝可靠性具有重要意義。
第 6 章 總結(jié)與展望
6.1 論文總結(jié)
本文以加工中心主軸箱體制造工藝可靠性保障方法為研究對象,在深入的分析總結(jié)了現(xiàn)有相關(guān)研究成果的基礎(chǔ)上,結(jié)合企業(yè)的長期實(shí)踐,從多個(gè)角度并逐層加深的對加工中心主軸箱體制造工藝可靠性保障方法進(jìn)行了探討,本文的研究內(nèi)容總結(jié)如下:
1.分析了加工中心主軸箱體的結(jié)構(gòu)及其在加工中心整機(jī)中的作用,說明了不同型號加工中心主軸箱體在制造工藝上的相似性。從加工中心主軸箱體制造過程符合規(guī)定要求能力的角度,給出了加工中心主軸箱體制造工藝可靠性的定義,同時(shí)提出了用于評價(jià)加工中心主軸箱體制造工藝可靠性的指標(biāo)體系,包括工藝可靠度、工藝故障風(fēng)險(xiǎn)優(yōu)先數(shù)、工藝穩(wěn)定性、平均工藝故障間隔時(shí)間、平均工藝故障修復(fù)時(shí)間、合格工序平均完成時(shí)間、單個(gè)合格工件平均完成時(shí)間,并詳細(xì)描述了各個(gè)評價(jià)指標(biāo)的含義與計(jì)算方法。
2.對加工中心主軸箱體制造過程應(yīng)用工藝 FMECA 分析方法,為了解決數(shù)據(jù)不足的問題,本文將風(fēng)險(xiǎn)優(yōu)先數(shù)定為評判原則,對以故障原因?yàn)閱挝坏墓に嚬收夏J綉?yīng)用梯形模糊數(shù)評判方法,從而得出各工藝故障模式的風(fēng)險(xiǎn)程度排序,再對加工中心主軸箱體整個(gè)工藝系統(tǒng)進(jìn)行綜合評判,確定出系統(tǒng)風(fēng)險(xiǎn)等級,為是否實(shí)施改進(jìn)措施提供依據(jù)。對加工中心主軸箱體應(yīng)用制造工藝 FMECA 方法能夠從發(fā)生工藝故障的角度制定相應(yīng)的改進(jìn)措施,從而直接有效的保障加工中心主軸箱體制造工藝可靠性,并為建立關(guān)鍵工序質(zhì)量控制點(diǎn)確定出薄弱工序。
3.對加工中心主軸箱體制造過程應(yīng)用控制圖分析方法,利用 MATLAB-GUI(圖形用戶界面)編制了加工中心主軸箱體制造過程 x ?s 控制圖分析軟件,該軟件具備數(shù)據(jù)錄入、數(shù)據(jù)計(jì)算處理、繪制控制圖、判斷制造過程是否異常、記錄工藝故障數(shù)據(jù)等功能,通過實(shí)例分析表明所編制軟件能夠準(zhǔn)確快速計(jì)算樣本數(shù)據(jù)、繪制分析用S 圖和 x 圖、判斷出加工中心主軸箱體制造過程是否存在異常,通過對異常因素和異常樣本數(shù)據(jù)的排除可以生成相應(yīng)的控制用控制圖,用于監(jiān)測加工中心主軸箱體制造過程的波動情況。對加工中心主軸箱體制造過程應(yīng)用控制圖分析吉林大學(xué)碩士學(xué)位論文 76 方法,能夠從減少制造過程異常波動、預(yù)防工藝故障發(fā)生的角度保障加工中心主軸箱體制造工藝可靠性,并為建立關(guān)鍵工序質(zhì)量控制點(diǎn)確定出薄弱工序。
4. 對加工中心主軸箱體制造過程薄弱工序或其它特殊關(guān)鍵工序建立關(guān)鍵工序質(zhì)量控制點(diǎn)。提出了加工中心主軸箱體制造過程一般關(guān)鍵工序和特殊關(guān)鍵工序的定義,以及確定關(guān)鍵工序需要采用的方法。說明了加工中心主軸箱體制造過程關(guān)鍵工序質(zhì)量控制點(diǎn)的主要內(nèi)容,包括提出建立關(guān)鍵工序質(zhì)量控制點(diǎn)計(jì)劃、編制
關(guān)鍵工序質(zhì)量控制點(diǎn)作業(yè)文件、建立關(guān)鍵工序控制點(diǎn)檔案以及管理關(guān)鍵工序質(zhì)量控制點(diǎn)。分析了與加工中心主軸箱體制造過程密切相關(guān)的 5M1E 因素,并針對各個(gè)因素制定相應(yīng)的控制文件,描述了建立及管理關(guān)鍵工序質(zhì)量控制點(diǎn)的方法,企業(yè)應(yīng)用實(shí)例表明關(guān)鍵工序質(zhì)量控制點(diǎn)具有很強(qiáng)的可實(shí)施性,能夠有效的從預(yù)防異常因素發(fā)生的角度保障加工中心主軸箱體制造工藝可靠性。
6.2 論文展望
目前國內(nèi)外對數(shù)控機(jī)床零部件制造工藝可靠性保障方法的研究尚處于起步階段,本文所研究的加工中心主軸箱體制造工藝可靠性保障方法雖然取得了一定的成果,但由于時(shí)間和精力有限,因而還有很多方面值得繼續(xù)深入研究。
1.本文雖然提出了可用于定量計(jì)算的加工中心主軸箱體制造工藝可靠性指標(biāo)體系,但是并未對建立加工中心主軸箱體的制造工藝可靠性模型進(jìn)行探討,可靠性模型能夠用于估計(jì)或預(yù)算制造工藝系統(tǒng)的可靠性,因而值得進(jìn)一步研究。
2.本文所探討的控制圖分析方法以及編制的 x ?s 控制圖分析軟件主要是用于判別加工中心主軸箱體制造過程是否存在異常,并不能直接診斷出該異常因素是何種異常、發(fā)生在何處,后續(xù)研究可以將質(zhì)量診斷理論應(yīng)用于加工中心主軸箱體制造過程中,提升排除異常因素效率,保障加工中心主軸箱體制造工藝可靠性。
3.為了能夠進(jìn)一步保障加工中心主軸箱體制造工藝可靠性,可以通過振動傳感器、攝像機(jī)等對機(jī)床、刀具、加工表面情況進(jìn)行實(shí)時(shí)監(jiān)控,并能夠在出現(xiàn)異常情況時(shí)自動報(bào)警。如何能保證監(jiān)控裝置不影響工件的正常加工并自動準(zhǔn)確判別出加工異常是一個(gè)值得深入研究的課題。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多本專題新聞
名企推薦







專題點(diǎn)擊前十
| 更多

