
基于動態(tài)特性分析的機(jī)床主軸裝配故障診斷硏究(下)
2017-7-14 來源:北京交通大學(xué) 作者:李凱旋
6.裝配故障源位置識別的研究
上面章節(jié)通過對VCL850主軸箱區(qū)域的信號檢測與分析,確定主軸箱可能存在動不平衡、角度不對中的裝配故障。但不確定產(chǎn)生故障的具體位置。角度不對中故障為例,在主軸帶輪配合處、電機(jī)帶輪配合處均可能為裝配不當(dāng)?shù)奈恢茫⒉淮_定在什么位置進(jìn)行裝配調(diào)整,如圖6-1所示。這就是本章節(jié)研究的意義所在。
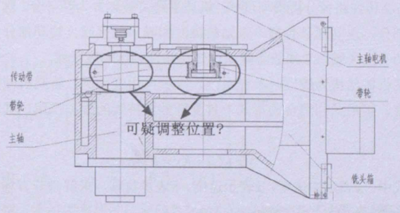
圖6-!主軸箱區(qū)域可調(diào)整的裝配位寬
在工況下,理想狀態(tài)的主軸箱區(qū)域振動信號成分簡單,故障源主要來自電機(jī)和主軸。由于加工制造、裝配等誤差的存在,在工作狀態(tài)下,會衍生出額外的激勵,由第二章可知:動不平衡故障導(dǎo)致離屯、力的出現(xiàn);不對中問題衍生出二倍于轉(zhuǎn)速周期的激振力。裝配故障衍生的額外激勵,作用在相關(guān)位置,表征出成分更加復(fù)雜多變的振動信號,通過巧不同形式振動信號的檢測分析,判定機(jī)械故障。對機(jī)床進(jìn)行故障診斷,首先利用相關(guān)的檢測手段,確定機(jī)械故障的類型,其次利用裝配故障源位置識別的方法確定產(chǎn)生振動信號來源的位置,進(jìn)而針對性的進(jìn)行調(diào)整,才能夠從根本上解決機(jī)械故障問題。
6.1裝配故障源位置識別的方法原理
本論文在假設(shè)機(jī)械系統(tǒng)是線性時不變系統(tǒng)的前提下,基于傳遞路徑分析的原理.對存在裝配故障的主軸箱區(qū)域的故障源進(jìn)行識別。傳速路徑分析方法的核也在于研究機(jī)械系統(tǒng)自身的傳遞特性W及確定是否存在未知的故時源,本論文針對主軸箱區(qū)域力求建立一個較為完整的傳遞系統(tǒng),并在此基礎(chǔ)上根據(jù)傳遞系統(tǒng)某幾點的響應(yīng)特性,通過數(shù)值解析的方式確定研究區(qū)域的裝配故障源位置。
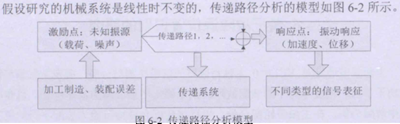
由圍6-2傳遞路徑分析模型可知:機(jī)械系統(tǒng)可被劃分為兩部分,稱之為主動部分、被動部分,主動部分包括:未知故障源和噪聲源區(qū)域,被動部分包括:傳遞系統(tǒng)和振動響應(yīng)區(qū)域。未知故障源通過傳遞路徑到達(dá)響應(yīng)區(qū)域。
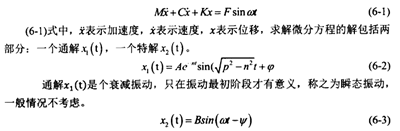
假設(shè)某機(jī)械結(jié)構(gòu)為線性時不變系統(tǒng),W單自由度為例,將某機(jī)械結(jié)構(gòu)等價為質(zhì)量、剛度、阻尼共同組合的形式,且受到外界持續(xù)的激振作用,其動力學(xué)方程為:
傳遞函數(shù)的獲取可通過W下途徑:每一個傳遞函數(shù)可W用來描述一個激勵點自由度6對某一個響應(yīng)點自由度之間的傳遞路徑關(guān)系,稱之為巧/.,針對某機(jī)械系統(tǒng),假設(shè)布置n個激勵點/響應(yīng)點,則存在w=n2個傳遞路徑,對于機(jī)械系統(tǒng)上的某一響應(yīng)點,可認(rèn)為是故障源通過各條傳遞路徑達(dá)到目標(biāo)位置線性疊加的結(jié)果,即;
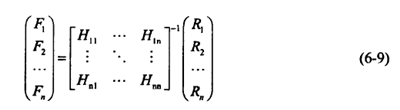
如果得到了某機(jī)械系統(tǒng)的傳遞函數(shù)矩陣,在裝配故障源位置未知的的情況下,可根據(jù)測得的響應(yīng)點的振動響應(yīng)信號利用數(shù)值解析的方式大致確定未知故障源的位置。即:
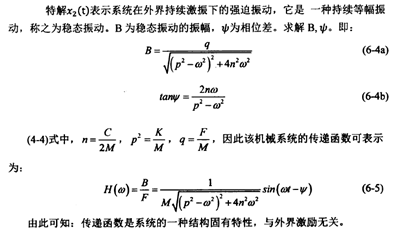
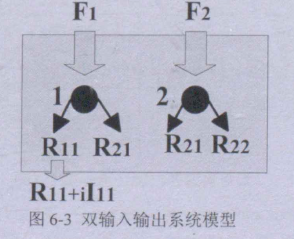
由(4-4a)可知,阻尼矩陣的存在,導(dǎo)致輸入信號與輸出信號存在相位差,多故障源激勵下的響應(yīng)點是單點故障源線性疊加的結(jié)果。W兩點結(jié)構(gòu)系統(tǒng)為例,對兩點分別施加單激勵,如園6-3所示。
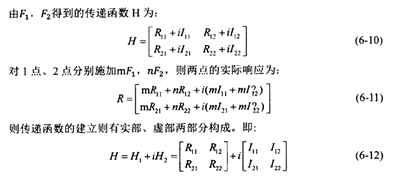
綜上所述,針對某機(jī)械結(jié)構(gòu)的故障源進(jìn)行識別,大致可W分為H步:
(1)在非工作狀態(tài)下,對某機(jī)械結(jié)構(gòu)上的各個傳遞路徑的源頭進(jìn)行單點激勵,同時測量對應(yīng)響應(yīng)點的響應(yīng)信號,建立頻響函數(shù)矩陣。激勵方式可為小鏈敲擊瞬態(tài)激勵的方式,也可采用激振器進(jìn)行持續(xù)穩(wěn)定的激勵。
(2)工作狀態(tài)下,測量機(jī)械結(jié)構(gòu)上各個響應(yīng)點的穩(wěn)態(tài)響應(yīng)信號。
(3)利用求得的頻響函數(shù)矩陣求逆,通過數(shù)值計算的方式求得機(jī)械結(jié)構(gòu)上的未知故障源位置。
6.2裝配故障源位置識別的仿真分析
利用ANSYS軟件的諧響應(yīng)分析模塊對主軸箱的故障源進(jìn)行識別,驗證實驗方法的可行性。實驗對象為主軸箱裝巧體,主軸箱的主要參數(shù)如表6-1所示。
表6-1主軸箱的主要參數(shù)
擬布置六個激勵點/響應(yīng)點,對其一端采用固定約束的方式,如圖5*4所示。首先對其進(jìn)行模態(tài)分析仿真,確定其固有頻率,并分析固有頻率區(qū)間是否會對未知故障源的識別造成影響。

由模態(tài)分析結(jié)果可tJl確定一階模態(tài)的固有頻率為%3.16Hz,利用諧響應(yīng)分析,對主軸箱裝配體的六個點分別單獨(dú)施加頻率在200 ̄1000Hz區(qū)間的穩(wěn)態(tài)載荷激勵1000N,如圖6-5所示。
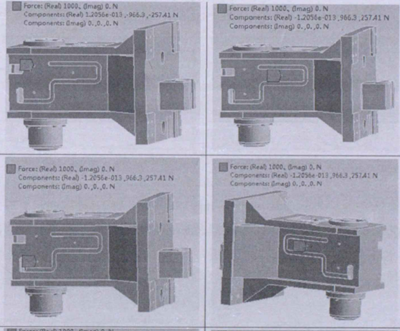
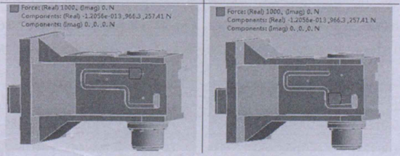
圖6-5主軸箱裝配體的載荷設(shè)置
每個點單獨(dú)施加載荷時,得到六個點的響應(yīng)特性,w第-點麵為例,得到的六個點的響應(yīng)特性曲線伯德圖如圖6-6所示(上曲線為幅頻曲線,橫坐標(biāo)為頻率,縱坐標(biāo)為加速度;下曲線為相頻曲線,橫坐標(biāo)為頻率,縱坐標(biāo)為角度)。

圖6-6單點激勵后的六點響應(yīng)曲線
利用(4-8)式,得到了200?lOOOHz區(qū)間的任意頻率處的頻響巧數(shù)巧陣,由表4-4可知:固有頻率處的相頻值比較接近,因此對機(jī)械系統(tǒng)進(jìn)行故障源識別建議避開對固有額率處。選取分析頻率為280Hz的頻響函數(shù)幅頻矩陣如表6-2所示。
表6-2280Hz下的頻響函巧幅頻矩陣
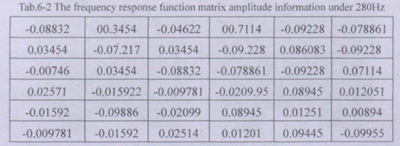
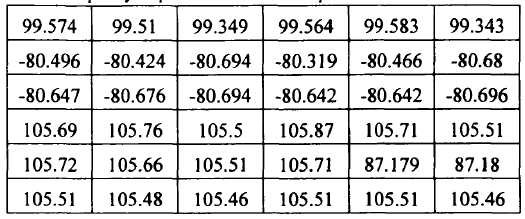
由表6-2可知,阻尼系數(shù)為化003,不同頻率的輸出響應(yīng)與輸出信號存在相位差,280Hz對應(yīng)的六點的相位信息如表6-3所示:
表6-3280Hz下的頻響畫數(shù)相頻矩陣
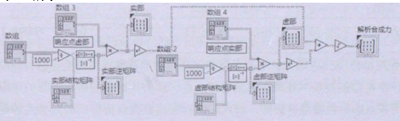
利用LabVlEW分別對實部的結(jié)構(gòu)巧陣和虛部的結(jié)構(gòu)矩陣求逆求逆,然后對得到的實部、虛部的解析力分別平方求和開平方根,即得到實際的解折力。程序框圖如圖6-7所示。
(1)單故峰源識別
對主軸箱裝配體的任意某點分別施加載荷,得到六個點下的響應(yīng)信息,例如對第六點施加3000N的持續(xù)激勵用來模擬主軸箱裝配休在實際工況下的受力情況,如下閣6-8所示。
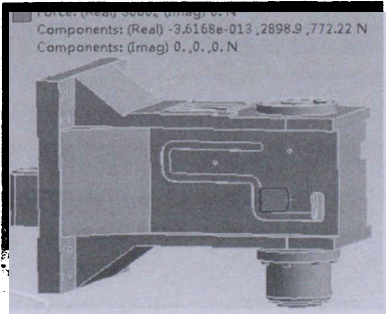
圖6-8單故掩源下主箱箱裝配體的受力情況
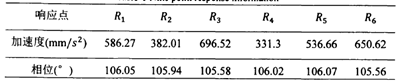
在實際載荷的激勵下得到六個點的響應(yīng)信息如表6-4所示。
表6-4六個點的響應(yīng)信息

利用(4-4)式求解六個點的實際受為情況如表6-7所示。
表6-5解析山的受力情況

由表6>4、表6-5可知,某點單故障源激勵得到的各點的響應(yīng)信息與頻響函數(shù)的某行存在比例關(guān)系,島兩者的相位信息是一致的。而頻響函數(shù)矩陣的獲取就是通過所有點的單獨(dú)激勵得到的。因此,實際利用數(shù)值解析得到的六個點的受力情況與實際十分符合,有效實現(xiàn)了故陣源的有效識別。只利用頻響函數(shù)矩陣的幅值信息,就可W實現(xiàn)對單故降源的有效識別。
(2)多故障源識別
對主軸箱裝酷體的任意兩點分別施加載荷,得到六個點下的響應(yīng)信息,例如對第一點施加2000N,第二點施加I000N,用來模擬主軸箱裝配體在實際工況下的受力情況,如閱6-9所示。
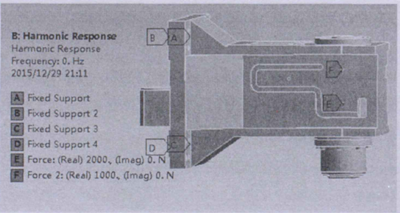
圖6-9《巧障源下主軸箱裝配體的受力情況
在實際載荷的激勵下得到六個點的響應(yīng)信息如表6-6所示。
表6-6六個點的響應(yīng)信息
利用(4-4)式求解六個點的實際受力情況如表6-7所示。
表6-7解析出的受力情況

由表6-7可知,多故障源得到的各點響應(yīng)信息實則是各點單故障源線性疊加得到的結(jié)果,因此相位信息也發(fā)生了改變。求解方式;分別提取各點響應(yīng)信息的實部、虛部,對應(yīng)與頻響函數(shù)矩陣的實部、虛部進(jìn)巧計算求解,解析得到六個點的受力情況。由表6-7可知;解析出的受力與實際十分符合,有效實現(xiàn)了故虜源位置的有效識別。
6.3裝配故障源位置識別的實驗論證
以雙驅(qū)絲杠實驗臺上的彎板工件為研充對象,驗證本次方法的可行性,由于設(shè)備的局限性,只開展對單故障源識別的實驗驗證。分別采用力鏈和激振器兩種激勵方法對故障源進(jìn)巧識別。彎板工件的布點如圖6-10所示。
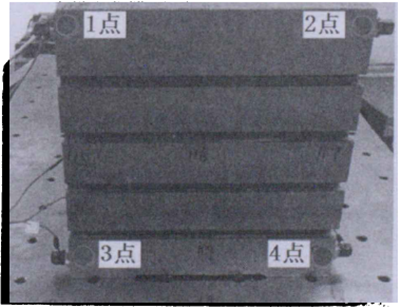
圖6-10測試點布置
6.3.1力鍵敲擊實驗
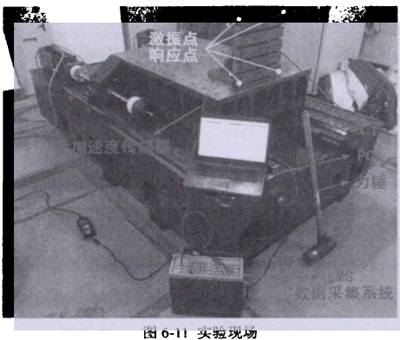
首先利用力鍾對工件的四個點進(jìn)行逐點敲擊,工件的一階固有頻率為巧2Hz,
選取分析頻率區(qū)間為512Hz,與此同時在四個點分別布置加速度傳感器,由此得到16姐頻響函數(shù).進(jìn)而求得工件上四個點的傳迸兩數(shù)矩陣,實驗現(xiàn)場如圖6-11所示。
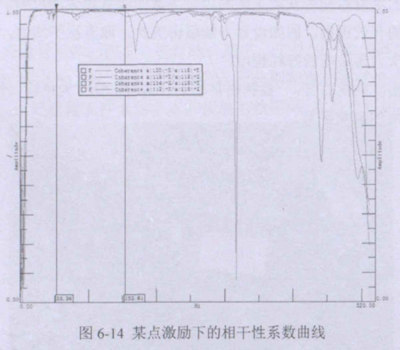
利用力鍵對某一點進(jìn)行敲擊,與此四點的加速度傳感器得到響應(yīng)信息,構(gòu)成四組頻響函數(shù),在峰值處,頻響函數(shù)的相頻曲線較為集中,幅頻曲線還是存在較大差異。如間6-12所示。
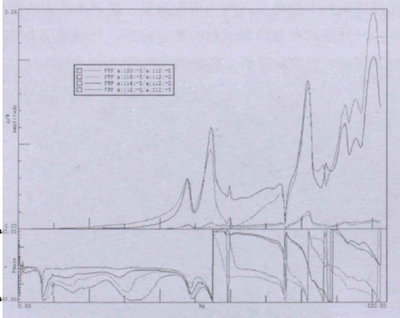
國6-12某點滿勵下的四姐頻巧曲線
力鏈敲擊的質(zhì)量對能否獲取正確的頻響函數(shù)曲線脊很大的影響。進(jìn)而影響到對故障源位置的有效識別。假如設(shè)置力鍵敲擊五次,取五次平均值,利用相干性系數(shù)來評價五次力鍵敲擊的好壞程度。
就單輸入輸出系統(tǒng)而言,一般利用常相干分析。圖6-13為單輸入輸出示意圖,圖中H(/)為系統(tǒng)的頻響函數(shù)。
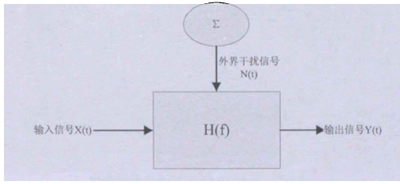
圖6-13單輸入輸出系統(tǒng)
例如某機(jī)械系統(tǒng)中存在輸入信號乂(t),輸出信號^〇;),引入互譜幅值的一個重要不等式:
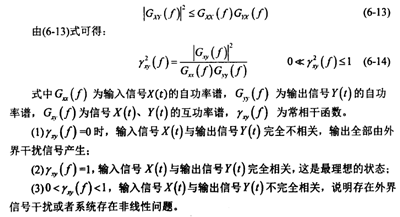
某點的五次相干性系數(shù)如圖6-14所示。可見在50?150Hz頻率區(qū)間的相干性系數(shù)接近1,此頻率區(qū)間的頻響函數(shù)矩陣是可信賴的。
對四個點中的第二點進(jìn)巧敲擊,得到四個點的響應(yīng)曲線如圖6-15所示。
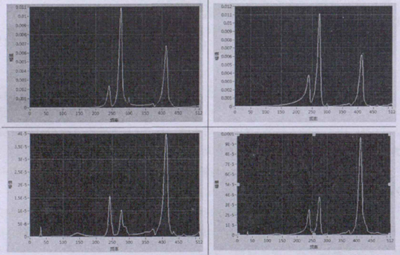
圖6-15第二點激勵下的各點響應(yīng)曲線
實際情況下,只能測得響應(yīng)信息,另外根據(jù)之前獲得的傳遞歯數(shù)矩陣,求解判定故障源的位置。利用LabVIEW編寫的程序?qū)韩@取的信息進(jìn)行求解,得到四個點的故障源幅頻曲線如圖6-16所示。加速度傳感器的頻響量程在5?5000Hz,OHz附近的數(shù)值不予考慮,由圖6-16可知,第二點處求解的振源曲線在50Hz?150Hz
區(qū)間遠(yuǎn)遠(yuǎn)高于其他蘭點。因此解析得到的結(jié)果與實際相符,因此對故障源實現(xiàn)了有效的位置判別。
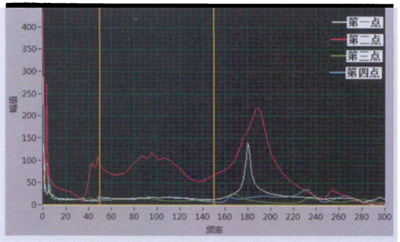
圖6-16敲擊第2點解析得到的振源幅頻曲線
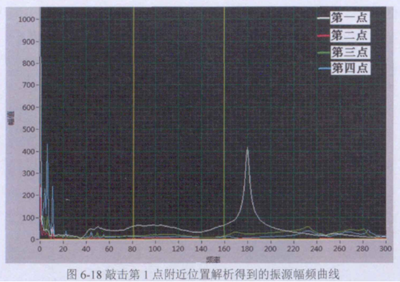
實際情況下,若要實現(xiàn)對圭軸箱區(qū)域故障位置的有效識別,必須保證對所有可能產(chǎn)生故障區(qū)域進(jìn)行布點。但可能并沒有在故障區(qū)域布置測試點,建立全面的傳遞函數(shù)矩陣。如圖6-17所示,實際激勵位置沒有在四個點上,利用此位置上激勵得到的四點響應(yīng)信息,求解激勵。

如圖6-18所示。可W看到在相干性系數(shù)較高的頻域,解析出的振源位置為第一點, 實際激勵位置與第一點比較靠近,因此解析得到的結(jié)果較為理想。
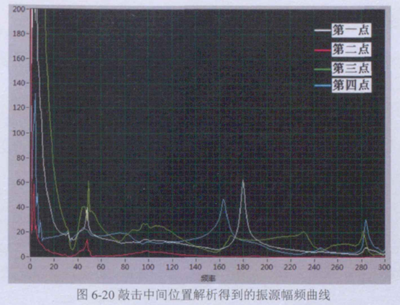
假如利用力鍵敲擊的實際激勵位置在彎板工件的中間位置,與布置的任何一點都不靠近,如圖6-19所示。

圖6-19不同點布局下的故障源識別
利用此點激勵得到的四點響應(yīng)信息與傳遞函數(shù)矩陣進(jìn)行計算,解析得到的各點振源曲線如圖6-20所示。發(fā)現(xiàn)無法判定振源的實際位置。應(yīng)對的辦法是對預(yù)判的故障源位置進(jìn)行更加密集的布點。如圖6-21所示,得到了理想的識別效果。
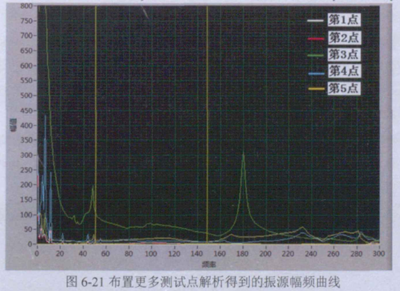
結(jié)論:有^文上實驗可知:對故障源進(jìn)行有效識別的前提:對某機(jī)械結(jié)構(gòu)布置測試點,構(gòu)造傳遞函數(shù)矩陣,一定要盡量包含可能存在故障源的所有區(qū)域,不一定布置的測試點恰好對應(yīng)未知故障源處,但是遠(yuǎn)離故障區(qū)域,將無法實現(xiàn)對未知故障源的有效識別。應(yīng)對的辦法是對預(yù)判的故障源位置進(jìn)行更加密集的布點。
6.3.2激振器激勵實驗
對某特定關(guān)屯、頻率的裝配故障源位置進(jìn)行識別,可采用激振器的方式進(jìn)行激勵,如圖6-22所示。
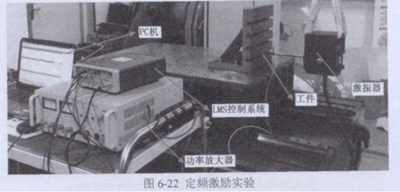
實驗設(shè)備包括激振器、LMS控制系統(tǒng)、功率放大器、PC機(jī)等。LMS控制系統(tǒng)同時具備信號發(fā)生器和信號采集兩個功能,LMS輸出特定頻率的正弦信號通過功率放大器,將信號放大輸入到激振器,激振器作用于工件上,給工件施加特定頻率的正弦激勵,與此同時,力傳感器和加速度傳感器將測得的信號采集到LMS中。這樣形成了一套信號發(fā)送與采集的閉環(huán)系統(tǒng)。
由于激振器自身會受到50Hz交變電壓信號的干擾,因此選取頻率要避免是50Hz的倍數(shù),選擇特定頻率為212Hz,每次給定5N左右的激振力,同時對四個點的加速度信號進(jìn)行采集。測試界面如圖6-23所示。
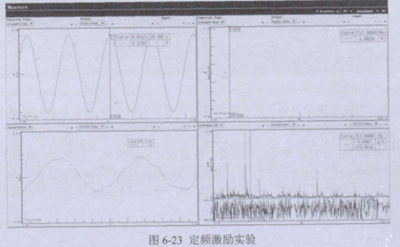
從左到右,從上到下一次為激振時域信號、激振頻域信號、某點的時域響應(yīng)信號、頻響函數(shù)曲線。
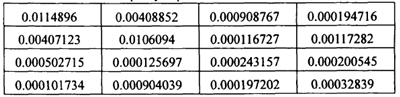
利用激振器得到的212Hz處的頻響函數(shù)矩陣如表6-8所示。
表6-8212Hz下的頻響函巧矩陣
第四點進(jìn)行激振,只利用在此點激勵下的響應(yīng)信息判定激振點位置。解析得到的四點激勵如表6-9所示。
表6-9解巧出的受力情況

由于外界的交變電壓信號、隨化噪聲等干擾,頻響函數(shù)矩陣經(jīng)過逆矩陣變換會產(chǎn)生很大的數(shù)值變化。解析出的激勵幅值與實際并不相符。可對解析得到的所有激勵信息求和,然后計算各點的激勵信息與總體激勵信息的權(quán)重關(guān)系。
利用(4-13)、(4-14)顯然第四點所占的權(quán)重最大,占78.8%,由W上信息可知,利用激振器同樣實現(xiàn)了對故障源位置的有效識別。
針對主軸箱民域可能引發(fā)角度不對中的位置布置測試點,如圖6-24所示。
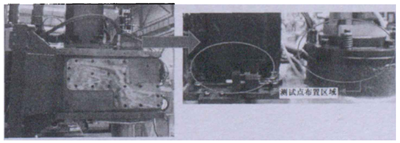
圖6-24主軸|g區(qū)麵試點的布局
關(guān)心頻率區(qū)間為二倍于轉(zhuǎn)速的頻率附近。首先在離線狀態(tài)下建立測試點之間的傳遞函數(shù)矩陣,然后在工作狀態(tài)下利用加速度傳感器對主軸箱區(qū)域進(jìn)行優(yōu)化布置,獲取準(zhǔn)確有效的響應(yīng)信息,對未知裝配故障源的位置進(jìn)巧識別判定。
6.4本章小結(jié)
本章承接上面章節(jié),通過開展信號測試與分析的實驗研巧,確定了主軸箱區(qū)域存在動不平衡、角度不對中等裝配故障,明確了不同類型裝配故障所對應(yīng)的信號特征。本章對"判別特定類型裝配故障的位置"這一問題開展研究。基于傳遞路徑分析的原理,對裝配故障源位置識別的理論基礎(chǔ)進(jìn)行了簡要介紹,利用ANSYSWorkbench有限元軟件采用諧響應(yīng)分析的方法對主軸箱裝配體上的六個測試點進(jìn)行仿真分析,對裝配故障源位置進(jìn)行了有效識別。分別采用力鍵、激振器兩種激勵方式對上述方法進(jìn)斤實驗論證,均得到了較為理想的結(jié)果,實現(xiàn)了對裝配故睹源位置的有效識別。
7.結(jié)論
7.1結(jié)論
裝配是工程機(jī)械領(lǐng)域的重要環(huán)節(jié),裝配精度與機(jī)床的加工性能緊密相關(guān),能夠準(zhǔn)確診斷出裝配環(huán)節(jié)的故障類型、發(fā)生故障的位置,對于指導(dǎo)現(xiàn)場工人迅速排除裝配故障,保證機(jī)床高質(zhì)高效的出廠具有重要的指導(dǎo)意義。本論文在前期大量調(diào)研現(xiàn)有文獻(xiàn)的基礎(chǔ)上,W南通科技生產(chǎn)的VCL850立式加工中屯、主軸箱為實驗對象,對不同的裝配故障形式的信號特征、故障特征識別方法、故障源位置識別等內(nèi)容進(jìn)行了較為深入的研巧。
本論文從上述完成的主要研巧內(nèi)容分為^式下方面;
(1)L^LabV圧W為開發(fā)平臺,構(gòu)建了用于信號采集處理與分析的測試系統(tǒng),具有數(shù)據(jù)采集和保存、降噪濾波、時頻域分析、軸也、軌跡測試、相位檢測、軸必軌跡識別等功能。
(2)基于模態(tài)動能法與有效獨(dú)立法的原理,利用有限的傳感器尋找主軸箱區(qū)域的最佳測試點,為解決運(yùn)行狀態(tài)下傳感器優(yōu)化布置的問題提供了一種思路。
(3)通過對采集的加速度信號進(jìn)行分析發(fā)現(xiàn):主軸箱區(qū)域的基頻、二倍頻信號特征突出,主軸在徑向的基頻幅值與轉(zhuǎn)速存在正相關(guān)關(guān)系,證明主軸區(qū)域可能存在動不平衡問題;主軸在不同轉(zhuǎn)速下的軸也軌跡呈外八字形,且基頻、二倍頻信號明顯。通過與正常工作的機(jī)床主軸的軸也軌跡進(jìn)行對比,確定VCL850存在主軸與電機(jī)角度不對中的裝配問題。
(4)基于SVD和不變矩兩種方法W巧也軌跡作為判定故障類型的特征指標(biāo),對VCL850主軸的軸屯、軌跡進(jìn)行判定,識別出主軸箱存在角度不對中的裝爾故障。取得了較為理想的效果。
(5)基于傳遞路徑分析的原理,對VCL850主軸箱區(qū)域的故障源位置進(jìn)行識別:并利用ANSYSWorkbench[^^1主軸巧為對象進(jìn)行了仿真分析,有效實現(xiàn)了主軸箱區(qū)域故障源位置的判定。通過:開展實驗針對某化械結(jié)構(gòu),采用激振器、力鏈兩種不同的激勵方式模巧實際工況,論證了本方法的可行性。
7.2工作展望
本論文W南通科技生產(chǎn)的VCL850為實驗對象,對主軸箱區(qū)域的裝配故障進(jìn)行診斷,力求建立一套行之有效的裝配指導(dǎo)方案,機(jī)床出現(xiàn)故障問題時,工人可通過本論文成果確定裝配故障問題的類型,找到發(fā)生裝配故障的具體位置,保證在出廠階段,有效排除機(jī)床的裝配問題。由于客觀條件的限制レッ及本人的能力有限,對于本論文的研巧工作遠(yuǎn)不夠完善,接下來可在a下幾方面開展研兜:
(1)雖然利用電禍流位移傳感器對兩個機(jī)床的主軸軸屯、軌跡進(jìn)行了測試,但并未對掙在問題的機(jī)床主軸箱進(jìn)行裝配調(diào)整。另外機(jī)械松動、碰摩故障的轉(zhuǎn)子軸屯、軌跡特征表現(xiàn)形式應(yīng)該開展大量的實驗,反復(fù)論證。
(2)本論文對故障源位置進(jìn)行識別,在信噪比較為理想的狀態(tài)下開展實驗,取得了理想的結(jié)果。實際工況下的故障源復(fù)雜多變,環(huán)境噪聲強(qiáng)烈,還要在實際工況下的機(jī)床主軸箱上開展實驗,并對本方法進(jìn)一步完善。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多本專題新聞
名企推薦







專題點擊前十
| 更多

