


深腔鏜孔加工的工藝規劃與編程
2017-12-11 來源:深圳寶山技工學校 作者:劉巧明
【摘要】深孔鏜孔加工一直以來都是機械及模具加工中的難題,針對膠管模具上的 48×215mm 的深孔進行了詳細的加工工藝分析和數控編程編制,針對在加工過程中出現的各種問題,采取了多種方案分析對比,進而較好的解決直徑 48×215mm的深孔加工過的難題,希望對數控加工的編程人員提供一些幫助和借鑒作用。
關鍵詞:深孔加工;鏜孔;工藝分析;數控編程
1 、引言
隨著現代工業的不斷發展,數控機床的應用也越來越普及,數控加工技術在我國得到了不斷的提升與完善,各種各樣的產品與模具等數控加工紛紛進入中國市場,數控加工企業利用這個巨大的市場不斷加大自身設備的投入與相關技術人員引進,使得中國在世界制造業扮演者越來越重要的角色。如何合理規范零件的加工工藝與降低零件的加工成本顯得尤為重要。技術人員不僅要吃透零件圖紙,還要根據自身的設備情況訂出合適合理的加工方案,既要保證質量還要保證設備的壽命,所以更深層進行數控程序的編制顯得非常重要。因此要成為一名合格的編程師,就必須具有豐富的實踐經驗和良好的業務技能,才能確保企業在制造行業的競爭中立于不敗之地,本文就針對機械加工中經常遇到的深孔加工進行分析和編程編制。
2 、零件圖分析與工藝規劃
2.1 、零件圖紙分析
圖 1 所示為膠管模具零件,有 4 個直徑48×215mm 深的孔需要加工。外形尺寸 420×270×250mm,上下左右各有 4 個凹槽,孔面有臺階,兩側各有斜面為行位配合面。
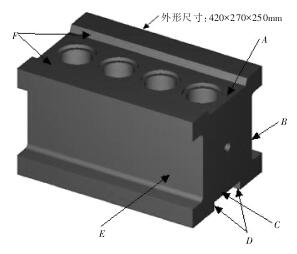
圖1 膠管模具零件
零件尺寸如圖 所示,此零件的工藝要求是孔的圓錐度不能超過0.1mm,表面粗糙度值為Ra3.2μm,孔距尺寸公差不能超過0.03mm,垂直度為0.03mm,此模具的產品是玻璃膠管,其壁厚只有 0.8mm,客戶要求超過 0.8mm 的厚度不收貨,可謂是越薄越好,就是為了節省成本。當時,對于這么高難度的零件確實心里沒底,雖然本單位只負責加工深腔鏜孔,其它方面客戶都可以配合加工。經多次嘗試,研究出一套既簡單又合理的加工方案。
2.2 、工藝規劃
2.2.1 零件鏜孔前的簡單加工順序
(1)精料回來后,銑床先加工兩側的凹槽位,如圖1所示B、E處先粗后精,加工到數。(2)加工正面的臺階開粗,單邊留余量 0.5mm,如圖1所示A、F處。(3)加工底面的臺階開粗,單邊留余量 0.5mm,如圖1所示C、D處。(4)然后重新裝夾校表,四面分中,中心鉆加工定位,分步由直徑10mm、直徑24mm、直徑35mm鉆頭加工,最后用直徑44mm鉆頭加工鉆穿開粗。(5)完成后至大水磨加工面和底,如圖2所示處并磨削到數,保證平行度為0.03mm。(6)如圖 1 所示 B、E 側面磨削預留 0.3mm 精加工余量。
2.2.2 零件的的裝夾及定位基準
工件直接裝夾在數控工作臺上,4 個模腳分別碼緊,校表分中,誤差控制在0.03mm以內。
3 、零件數控加工
3.1 、加工前準備工作
自制鏜刀:先自制一把鏜刀架如圖3所示,材質是837H,先粗車,預留0.5mm余量,熱處理后用外圓磨床加工,重點是保證同軸度。鑲刀片的小刀架購買標準件 10×10mm
,便于更換刀片,保證尺寸。內裝小刀架的傾斜角度是20°,線割加工,稍緊配合。鏜刀架鉆孔配 M6mm 的內六角螺絲,用內六角螺絲鎖緊小刀架。標準小刀架裝硬質合金刀片,主偏角30°,后刀面避空角度15°,刀片尖角帶R0.3~R0.4mm角,盡量減少接觸面,以防震動。
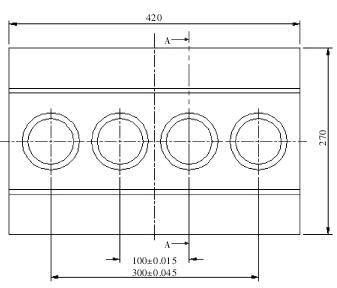
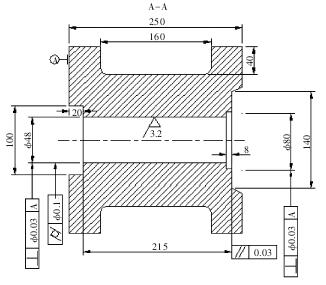
圖2 零件尺寸圖
3.2 、加工方案確定
3.2.1 孔加工方案1
采用快走絲線割加工,這種方法是最直接簡單,不用開粗,但由于尺寸過深有 215mm,加工時冷卻和沖水很難解決,且容易斷線,表面粗糙度值達不到要求。
3.2.2 、孔加工方案2
采用慢走絲加工,由于孔深也容易斷絲,但每個孔的加工費約 1,945 元,總計算模具的線割費用將近7,700元,遠遠超出客戶的成本計算。
3.2.3 孔加工方案3
數控外形銑削加工,用加長刀把裝圓刀粒或菱形合金刀粒,深度分層加工,由于接觸面積較大,每次進刀和退刀加工時聲音非常大且刺耳,加工出來的表面粗糙度值和尺寸精度非常差,中間還不時有倒扣的凹槽,僅粗糙度無法控制,遠不達標。
3.2.4 孔加工方案4
數控鏜孔加工,采用機型是850B型,一般的機床均可,此機型的 Z 軸高度是 500mm,能滿足鏜刀架 230和加工件孔深250mm的加工要求,且加工時間每孔總共只需 2h,加工精度高,表面粗糙度值和尺寸精度均符合圖紙要求。通過對成本和加工精度和加工難易程度等方面對比,故選擇方案4的孔加工方案。
3.3 數控鏜孔加工過程
3.3.1 裝夾找正
工件上機床,碼緊4個角的位置,校平工件的平行位置和水平度,如超過 0.03mm 則要重磨工件的上下面,否則很難保證孔的垂直度。校表公差控制在0.02mm以內,4個面分中,以第二臺階面為加工Z軸的0面,盡量有足夠的抬刀空間。
3.3.2 裝鏜刀架
第一次粗加工用表卡測量好鏜刀片高于大刀架的尺寸,粗加工預留單面 0.5mm 左右,便于半精加工。鏜刀片主偏角 30°,后刀面避空角度 15°,刀尖圓角為R0.3~R0.4mm角,盡量減少接觸面,減少受力,以防震動產生倒扣。鏜刀尖對刀工件表面為0面。
3.3.3 鏜孔程序
指令格式 G76X_Y_Z_R_Q_P_F_;,G76 為精鏜孔指令,X/Y/Z孔的坐標位置,P為孔底有暫停,Q表示刀具加工完暫停偏移,抬刀時以防刮傷已加工側面。
3.3.4 粗加工參數設置
轉速S為120轉/min,進給F為80mm/min,切削量1.0mm,切削油為冷卻液,油的流動性需好,冷卻到位。
3.3.5 半精加工參數設置
粗加工完畢,進行卡數和檢測,深內孔的尺寸可用內孔測規,通常是會有一定的錐度,轉速 S 為 110轉/min,進給 F 為 70mm/min,切削量 0.6mm,切削油為冷卻液,油的流動性需好,冷卻到位來保證精加工的粗糙度。
3.3.6 精加工參數設置
加工每個孔都用新的刀片加工,轉速S為100轉/min,進60mm/min,用千分卡測量好刀片的位置,鎖緊小刀架加工。先試孔加工,因為工件的頂面有個 15mm的臺階,直到尺寸達到圖紙要求。
4 、程序的編寫
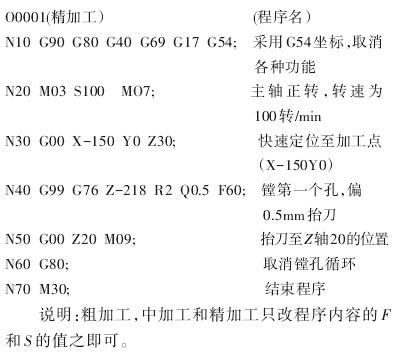
說明:粗加工,中加工和精加工只改程序內容的F和S的值之即可。
5 、加工總結
此套加工方案經過了數次的現場改良,從外形銑削加工方案開始做起,中途要抬刀換多次的刀粒,每個孔的加工時間大約4h,加工出來的粗糙度值讓客戶非常頭疼,導致第二道工序機器省模拋光一個孔需要一天,拋光出來圓孔的圓度還不合格。
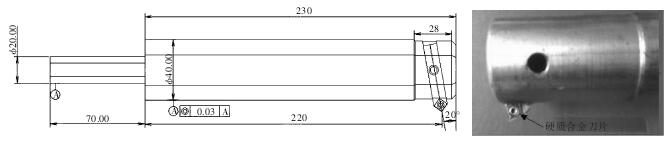
圖3 鏜刀架
用鏜孔加工,主要是進給和速度兩項參數的設置,進給速度正常計算 Vc=πDN/1,000,經過多次現場加工,不斷改良,最終總結出精加工轉速 S 為 100 轉/min,進給F為
60mm/min,雖然結果簡單,付出不少,但得出中加工/半精加工和精加工各一次就能完成,每個孔的總共加工時間在2h以內,圓柱度和粗糙度值全部達標,減少了客戶的二次加工時間,真正提高了生產效率,獲得了客戶的好評。
6 、結束語
此套最終鏜孔加工方案雖然簡單,但過程實不容易,缺少任何一個細節加工出來的效果可能都不一樣,深孔鏜孔最擔心的就是怕在加工過程中出現震動,受力過大導致倒扣,工件都將報廢。因此在刀片選擇、注意事項等加工參數的設置這幾個方面,希望能起到一些借鑒和預防的作用
由于本人水平有限,而且經驗不足,在本文撰寫過程中,參考了不少的資料和文獻,并得到了張麗娟老師的大力協助,且對全文的修改提供了寶貴的意見。曾福輝老師對論文進行了悉心的指導,謹此表示誠摯的謝意!
參 考 文 獻[1] 張克慧.注塑模設計[M]. 西北工業大學出版社,西安,1995.[2] 李偉光. 現代制造技術[M]. 北京:機械工業出版社,2001.[3] 肖詩綱. 切削用量簡明手[M]. 北京:機械工業出版社,1999.[4] 周明虎. 數控銑床編程與操作實訓教程[M]. 上海交通大學出版社,2010.
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

