



摘 要:在機械加工過程中,經常有很多因素影響工件的加工質量,為使工件達到所要求的質量要求,在加工前就必須將各種影響加工精度的因素考慮進去,也就是要對影響機械加工精度的因素進行分析,并提出相應的解決方案。本文結合自己的實踐經驗,就影響數控車床的機械加工精度因素做一下分析。
關鍵詞:機床誤差;系統誤差;隨機誤差;
Abstract: In the process of machining, there are many factors which affect the processing quality of workpiece. In order to meet the required quality, a variety of processing factors which affect the machining accuracy must be considered before processing, It is to the analyze the factors on the processing precision, and proposes the corresponding solution. Combined with my own practical experience, this paper analyzes the factors affecting the machining accuracy of NC lathe.
Key words: the machine tool deviation, the system deviation,the random deviation
引言
隨著現代制造技術的發展,數控車床越來越普及。與普通車床相比,其在控制系統、伺服驅動、機械結構等方面發生了具大變化。數控車床采用數控系統控制,兩軸采用伺服電機直接驅動,大大縮短了原來普車的機械傳動鏈,在消隙、減磨等方面有了很多改進。同時采用閉環或半閉環的系統,使加工工件具有生產效率高、產品質量穩定、加工過程柔性好、加工性能強等特點。但想要在實際生產中實現高精度加工,就必須對影響數控加工精度的因素進行比較全面的了解,進而找出切實可行的誤差控制方法。
1 機床精度誤差
根據被加工工件的加工精度要求,機床按絕對分級法分為六個絕對精度等級,分別用羅馬數字Ⅴ、Ⅵ、Ⅲ、Ⅱ、Ⅰ表示,Ⅵ級精度最低,Ⅰ級精度最高。車床的加工精度一般為IT6~IT7,對應絕對精度為Ⅴ級。根據誤差產生原因,機床的精度誤差大致可分為系統誤差和隨機誤差兩類,一般影響機床精度的因素大致都可歸在上述兩類誤差中,如圖1所示。
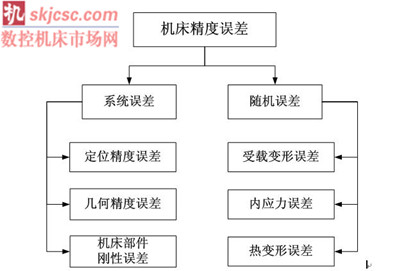
圖1
2 機床系統誤差
機床的系統誤差是機床自身產生的,在制造過程中形成的。它可分為:定位精度誤差、幾何精度誤差、機床部件剛性誤差等。
2.1 定位精度誤差
由于機床在裝配過程中要受到主軸精度、導軌精度及絲杠等定位精度的影響,因此要對以上精度誤差進行控制。下面詳細介紹以上三種誤差:
a) 主軸回轉誤差,機床主軸是裝夾工件或刀具的基準,并將運動和動力傳給工件或刀具,主軸回轉誤差將直接影響被加工工件的精度;
b) 導軌誤差,導軌是機床上確定各機床部件相對位置關系的基準,也是機床運動的基準。其誤差主要分為兩方面:一方面是導軌在水平面內和垂直面內的直線度誤差;另一方面是前后導軌在垂直面內的平行度誤差。前者直接決定刀具是否能均勻而平穩地直線進給,從而影響被加工零件的幾何精度。此外,機床床身導軌還承受刀架等部件的重力及工作載荷,當機床工作時,功能部件在導軌上往復移動,這要求導軌副良好的低阻尼性。否則,勢必會使運動部件產生爬行現象,不能精確定位。 后者直接降低機床導軌的精度和使用壽命。導軌的不均勻磨損和安裝質量,也是造成導軌誤差的重要因素。導軌磨損是機床精度下降的主要原因之一。
c) 傳動鏈誤差,傳動鏈誤差是指傳動鏈始末兩端傳動元件間相對運動的誤差。一般用傳動鏈末端元件的轉角誤差來衡量。
2.2 幾何精度誤差
a) 刀具的幾何誤差:刀具誤差對加工精度的影響隨刀具種類的不同而不同。采用成形刀具、展成刀具加工時,刀具的制造誤差會直接影響工件的加工精度,例如加工油套管螺紋時使用的螺紋梳刀,它的精度直接影響到管螺紋的精。但對一般刀具,其制造誤差對工件加工精度無直接影響。
b) 夾具的幾何誤差:夾具的作用是使工件相當于刀具和機床具有正確的位置,因此夾具的制造誤差對工件的加工精度有很大影響。
c) 基準不重合誤差:定位基準與設計基準不重合時所產生的基準不重合誤差,只有在采用調整法加工時才會產生,在試切法加工中不會產生。
d) 定位副制造不準確誤差:工件在夾具中的正確位置是由夾具上的定位元件來確定的。定位誤差在基準不重合誤差和定位副制造誤差的方向不同時,取兩者的矢量和。
2.3 機床部件剛度誤差
機床由很多部件組成,它決定了機床的整體剛度。就車床而言,對機床精度影響較大的有:床身剛度、導軌剛度、絲杠剛度以及床鞍剛度等。上述因素,均會導致在工件中產生較大變形,甚至出現振動,從而使工件的出現振紋,表面光潔度和幾何精度達不到要求。但到目前為止,尚無簡易的剛度計算方法,這些部件的剛度主要還是通過實驗方法來測定。因此在設計機床部件結構時,應選擇剛度較大的結構,選用剛性好的材質,合理選擇吃刀量和進給速度,盡量減小部件剛度對工件加工精度的影響。
3 隨機誤差分類
機床的隨機誤差是由外部條件引起的,受外界條件影響較大。它可分為:定位精度誤差、幾何精度誤差、熱變形誤差等。
3.1工藝系統受載變形引起的誤差
工件在車削時,常會受到切削力、夾緊力、慣性力、重力等的作用,從而產生相應的變形,最終破壞了刀具和工件之間的正確的相對位置,降低了工件的加工精度。例如,當工件剛度遠小于刀具及夾具的剛度時,在切削力的作用下,工件就會由于剛度不足而導致變形,從而降低了加工精度。反之,當工件的剛度遠大于刀具及夾具的剛度時,在加工工件過程中刀具及夾具就會出現變形,也會降低工件的精度。
因此,要合理地選擇刀具材料,增大刀具的前角和主偏角,對工件材料進行合理的熱處理以改善其加工性能。同時,要提高工藝系統剛度,減少切削力并壓縮它們的變動幅值。
3.2 內應力重新分布引起的誤差
所謂內應力,即是在沒有外力作用而存在于零件內部的應力。工件上一旦產生內應力,就會使工件處于一種高能位的不穩定狀態,從而本能地向低能位的穩定狀態轉化,并伴隨工件變形,最終使工件喪失原有的加工精度。例如,工件在熱處理后,由于壁厚不均、冷卻不均等原因,產生內應力,從而導致變形,最終降低加工精度。
因此,在設計零件時,要盡量做到壁厚均勻,結構對稱,以減少內應力的產生。
3.3 熱變形引起的誤差
在精密加工和大件加工中,工藝系統熱變形對工件加工精度的影響較大,由熱變形所引起的加工誤差有時可占工件總誤差的40%~70%。機床、刀具和工件受到各種熱源的作用,溫度會逐漸升高,同時它們向周圍的物質和空間傳遞熱量。從而使工件和整個工藝系統產生變形,當單位時間傳入的熱量與其散出的熱量相等時,工藝系統就達到了熱平衡狀態。例如,在車削大件過程中,因切削力過大導致主軸軸承及Z軸絲杠溫度提高,從而產生較大變形,最終影響工件的加工精度。
4 結束語
綜上所述,除上述主要影響因素外,影響數控車床的加工精度因素是多方面的。工藝設計、工作環境以及操作人員的技能水平等,都有可能對工件的加工精度造成一定影響。所以加工工件時要結合具體情況及多種因素,從設計、制造、操做三個方面加以考慮。(文自:沈陽第一機床廠)
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

