



基于半閉環進給系統的水刀機床建模與仿真研究
2015-8-28 來源:數控機床市場網 作者:楊志君 馬詮和 趙不賄 陳波
楊志君1,馬詮和2,趙不賄1,陳波2
(1. 江蘇大學電氣信息工程學院,江蘇鎮江 212013;
2. 南京大地水刀股份有限公司,江蘇南京 211300)
摘要: 以某公司生產的半閉環控制的懸臂式水切割機床 DWJ2030_FB 為分析對象,建立其簡化數學模型,對影響機床運行性能的轉動慣量比、反向間隙及傳動機構剛性進行了仿真分析,同時利用安川 SigmaWin + 軟件和 Renishaw 激光干涉儀對分析結果進行了測試驗證。仿真及試驗結果表明: 降低進給軸的轉動慣量比有利于提高系統動態響應及穩定性,轉動慣量比接近或小于 1 時為最佳; 滾珠絲杠反向間隙是機床定位精度降低、產生輪廓誤差的因素之一,采用激光干涉儀補償可有效降低反向間隙的影響; 傳動機構剛性的增大有利于系統響應性、定位精度和穩定性的提升,而剛度達到一定值時,則不能再通過剛度的提高來提升系統性能。
關鍵詞: 超高壓水射流; 機床控制; 轉動慣量比; 反向間隙; 剛性
0 前言
進給驅動系統是數控機床最為重要的組成部分,它的性能指標在一定程度上直接決定了機床的靜態、動態特性,在高速、高精度、多軸聯動等場合顯得尤為突出。與普通數控機床相比,水切割速度快、柔性好、懸臂及龍門結構能滿足各類切割尺寸,但其切割精度并不高。對于半閉環結構的水刀機床,其進給系統在機械傳動部分無檢測元件和反饋環節,當負載特性、外界干擾、摩擦等非線性因素作用于滾珠絲杠、導軌等機械傳動機構時,將直接影響到機床的動態響應性、穩定性、尺寸及輪廓精度等。因此分析各類非線性因素的影響,將有助于提高半閉環結構水刀機床的整體性能。
1 水刀機床進給系統建模
1. 1 半閉環控制的進給系統原理
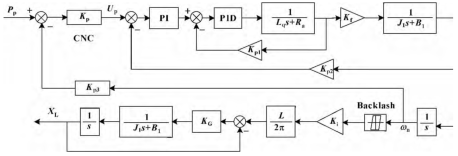
圖 1 為大地水刀懸臂式機床產品 DWJ2030_ FB,主要由 ESA 數控系統,安川∑- Ⅴ系列交流伺服驅動器及伺服電機構成的半閉環控制結構,其進給系統原理框圖如圖 2 所示。CNC 一方面進行插補處理、發送控制信號,另一方面接收驅動器從電機編碼器反饋回來的位置信號,進行比較補償處理; 伺服單元將CNC 發送的電信號轉換成電機軸上的角速度輸出,同時接收來自電機編碼器的速度和位置反饋; 機械傳動機構則通過滾珠絲杠、皮帶等裝置將電機的旋轉運動轉換成直線位移輸出。

1. 2 數控系統的數學模型
機床的控制方式主要分為: 位置控制、速度控制和扭矩控制。半閉環系統常用速度控制方式,由CNC 發送 -10 ~ + 10 V 的模擬量電壓來控制各軸移位; 給出了速度控制時 CNC 與伺服單元的連接控制圖,在不考慮轉矩前饋等因素時可將CNC 簡化為一個位置控制單元,傳遞函數可用一個比例系數 KP來代替,結構框圖如圖 3 所示。

1. 3 速度控制時伺服單元的數學模型
伺服單元包括伺服驅動器和伺服電機,其自身由電流環、速度環和位置環構成一個全閉環控制系統。速度控制時處于最外層的位置環不起作用,由 CNC代替,CNC 將插補指令轉變成模擬電壓指令后直接傳送至速度環。速度環的作用是增強系統抗負載擾動的能力,抑制速度波動,它由速度前向濾波器、速度調節器、速度反饋構成。電流環處于最內層,它是提高伺服控制系統精度和響應速度、改善控制性能的關鍵,由電流前向濾波器、電流調節器、矢量控制算法和電流反饋構成。
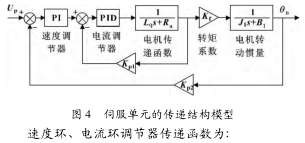
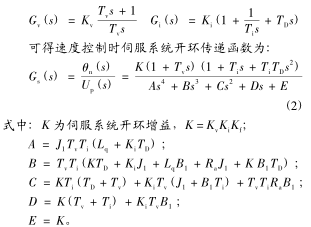
給出了速度控制時伺服系統的典型五階模型,包括速度環、電流環以及交流伺服電機的數學模型,利用極點配置的方法給出了伺服系統在高速運行特性下的四階模型。由于實際伺服單元各環節具有非線性、時變、機電耦合等關系,因此在工程實際研究中,可忽略各環節的反饋、濾波等影響,將速度環、電流環分別簡化成 PI和 PID 控制器,結構框圖如圖 4 所示。
1. 4 機械傳動結構的數學模型
在 DWJ2030_FB 懸臂機床上,傳動方式包括直連(x 軸) 和皮帶傳動 (y 軸) 兩類形式,圖 5 所示為皮帶傳動結構方式,以下建模以該類型傳動方式為例。
圖 5 皮帶傳動方式結構
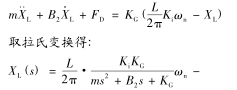
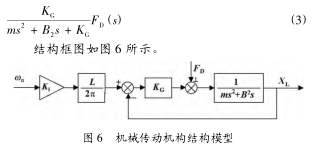
機械傳動和執行單元的輸入為電機的角位移 ωn,輸出為移動工作臺的直線運動 XL,其機械系統動力學平衡方程為:
1. 5 DWJ2030_FB 懸臂機床單軸進給系統仿真模型
由于水切割為非接觸式的冷態切割方式,即刀頭與工件不接觸,在忽略水對刀頭的反作用力之后,可等效認為加工時工件對工作臺的反作用力 FD為 0。同時,為便于仿真比較轉動慣量的影響,將工作臺的重量等效成為折算到滾珠絲杠上的負載慣量 J2。綜合公式 (1) (2) (3),便可得到如圖 7 所示的機床單軸進給系統仿真模型,表1 為其主要參數列表及取值。

2 仿真分析
半閉環結構的機床進給系統在機械傳動部分無檢測元件和反饋環節,受負載特性、外界干擾等非線性因素影響較大,從而直接影響到機床性能,因此必須考慮作用于機械傳動機構上的各因素影響。
2. 1 轉動慣量比
通過傳動機構折算到滾珠絲杠上的負載慣量 JL與電機軸轉子慣量 Jm的比值即為轉動慣量比。同傳動方式下,負載越重,折算到滾珠絲杠上的負載慣量 JL也越大。由于 Jm為一定值,即可通過模擬改變JL來分析二者的關系,仿真時負載慣量 JL分別取0. 5、1、2、3、5 倍的轉子慣量 Jm,所得仿真波形如圖 8 所示。
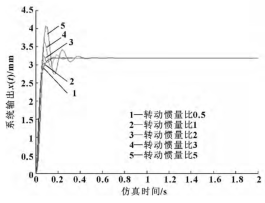
由仿真波形可得: 轉動慣量比越大,系統越不穩定,超調量 σ、上升時間 tr和調整時間 ts均逐漸增大,使系統啟動響應延遲、調整時間長; 轉動慣量比越小,系統的動態響應特性越好且越容易穩定,當轉動慣量比小于一定值時,系統的階躍響應特性基本不變; 因此對于高響應要求的機床,在設計時應盡量減輕橫梁等工作臺的負重,以減小折算到絲杠上的負載慣量,JL/Jm接近或小于 1 為最佳; 同時要考慮與電機轉子慣量的匹配,從而提高機床的動態響應性和跟隨性。
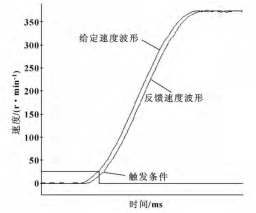
(0. 95) 后利用安川 SigmaWin + 軟件實測放大的機床y 軸啟動特性轉速曲線,其上升轉速平滑,反饋轉速跟隨性較好,無超調,動態響應較快。試驗還發現:當未能正確估測機床各軸轉動慣量比或對于負載慣量較大的進給軸,其快速運行時會產生一定的軸振動。通常對于電機轉子與滾珠絲杠由聯軸器直接相連的傳動方式,其負載慣量將全部折算至絲杠上,導致轉動慣量比增大。而利用減速機和皮帶傳動的組合,折算至滾珠絲杠上的負載慣量將按減速比的平方次削減。因此,在大負載的機床上,為降低負載重量對機床性能的影響,可廣泛應用帶減速機與皮帶的傳動方式。
2. 2 反向間隙
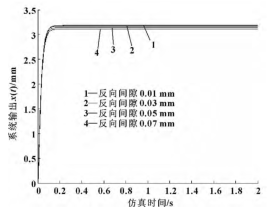
對于完全沒有間隙的結構,機床的磨損將是非常嚴重的,因此傳動過程中往往會留有較小的間隙,為分析間隙對進給系統的影響,特別是對最主要的滾珠絲杠反向間隙進行研究分析,仿真時在模型中引入間隙模塊 Backlash,反向間隙值分別取 0. 01,0. 03,0. 05,0. 07 mm,所得波形如圖 10 所示。
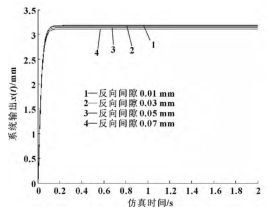
顯然,當反向間隙從 0. 01 mm 至 0. 07 mm 變化時工作臺移位曲線滯后也越來越明顯,與實際定位點的偏差加大,工作臺輸出位移的位置誤差增加,定位精度降低。若機床進行輪廓加工時,過大的反向間隙更會影響切割質量。
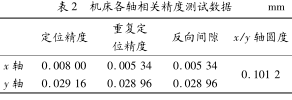
表 2 為利用雷尼紹激光干涉儀實測的 DWJ2030_FB 機床 x、y 軸相關精度,各軸通過激光間隙補償、螺距補償,有效地消除了滾珠絲杠反向間隙的影響,重復定位精度較未補償前的定位精度得到了提高,精度標準均滿足公司設備出廠檢驗標準,因此相比利用全閉環結構提高傳動精度,半閉環系統采用激光干涉儀補償是消除間隙、提高精度最為有效簡便的方法。
2.3 傳動機構剛性
剛性為機械剛度的指標,滾珠絲杠的剛性取決于絲杠與螺母間軸向負荷珠槽接觸剛性及絲杠軸的剛性。為分析傳動機構剛性對進給系統的影響,仿真時將各類剛性簡化成為一個傳動機構總剛性 KG,分別取值為 50、100、200、300、400 kgf/μm,所得波形如圖 11 所示。
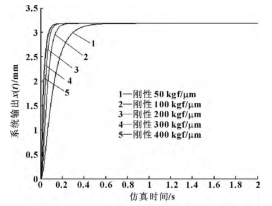
顯然,傳動機構剛性的增大可提高系統的響應特性,縮短穩定時間,減少系統的隨動誤差,從而提高系統的定位精度,同時機床抗干擾的能力也越強,穩定性越高,當剛度達到 300 ~400 kgf/μm 時,系統的階躍響應特性基本保持不變,可見當機構剛度達到一定值時,不能再通過剛度的提高來提升系統性能。表2 中 x 軸為直連形式,與 y 軸皮帶傳動相比剛度較大,因此無論其定位精度還是重復定位精度均優于 y 軸,同時通過激光干涉儀補償后,重復定位精度較未補償前的定位精度得到明顯提升,可見剛性較小時產生的較大彈性形變容易造成定位偏差。因此,直連傳動和通過減速機與皮帶傳動兩類形式各有優劣,設計安裝時應綜合考慮、折中選取、盡量提高各環節的剛性。
3 結束語
以南京大地水刀有限公司生產的半閉環懸臂式水切割機床 DWJ2030_FB 為例,構建了該機床的半閉環控制簡化數學模型,并利用 Matlab/Simulink 仿真模塊對機床轉動慣量比、反向間隙、傳動機構剛性進行了仿真與驗證,分析了這些因素作用于半閉環進給系統不可控部分時的影響以及解決方法,對提高半閉環控制系統的性能、機械傳動部分的選型和設計,提供了較強的理論參考依據。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

