


基于RFI D的數控機床刀具管理系統研究
2016-12-19 來源:蘭州理工大學機電工程學院 作者:高尚 剡昌鋒
摘要:數控加工過程中。對刀具管理自動化的要求越來越高,但目前國內關于刀具管理系統自動化的研究相對較少。在結合RFID無線射頻技術的基礎上,提出了一種基于RFID無線射頻技術的數控機床刀具管理系統的實踐方案。研究了刀具管理系統的基本架構。能夠實現刀具的日常管理、刀具監測及快速選刀等功能。應用C#和SQL server軟件,開發了刀具管理系統的模型。
關鍵詞:RFID數控機床刀具管理系統數據庫
1 .概述
機械制造業是國民經濟賴以發展的基礎,是其它經濟部門的生產手段。決定著國家經濟實力、國防實力、綜合國力和在全球經濟中的競爭與合作能力?,數控機床等機械加SE設備對機械制造業起著至關重要的作用。工件的加工與成型依賴于各種數控刀具,數控刀具較為昂貴,且品種繁多,每把刀具又包含材料、形狀、尺寸、壽命等諸多信息,尤其是隨著數控加工設備和加工零件品種的不斷增加,其相應的資源信息也越來越龐雜。目前車間刀具識別與管理主要借助于人工或條形碼的方法,效率低、易出錯,且條碼易被污染和損壞,難以有效實現刀具位置、使用、狀態與壽命的實時監測和跟蹤,導致刀具使用混亂、出錯率高,資源浪費,進而影響產品的加工質量[2]。統計數據顯示,刀具費用占產品總成本的2%~4%,而刀具管理的費用占產品成本的15%~30%,遠遠高于刀具本身的費用。
國外對刀具管理系統的研究開始較早,已經出現了一批較為成熟的刀具管理系統。國外刀具管理商用軟件主要有:英國CTMS公司的CYMS,美國刀具供應商Cincinnati Milacron公司和德國Delkel公司開發的Tool Manager.德國TDM Systems GmbH公司開發的TDM Systems.德國WALTER公司開發的TDM T001Assembly,瑞典Sandvik公司成套商用刀具管理軟件Auto-TAS,美國Kennameta公司開發的KATMS2等∽]。德國的刀具數據管理軟件TDM系統作為一種刀具管理軟件,可以從零件、庫存、切削參數、刀具壽命等方面對刀具進行全方位的管理。另一家著名公司Sandvik公司開發的Auto—TAS。覆蓋了從采購、統計與報告、刀具室計劃支持和質量管理,集成了從設計到制造的全過程[61。
賓夕法尼亞大學Cheng Chen—Yang等提出把RFID技術應用于刀具供應鏈管理,達到了極大減少工作量、減少手動輸入錯誤、較少數據錄人時間的效果[7]。國內刀具管理系統起步較晚,相比發達國家,國內的刀具管理系統自動化程度低。上海飛機制造廠數控中心CIMS-V程的MIS系統中的刀、工、夾、量具子系統,通過基于ORACLE數據庫,基本解決了車間在刀、工、夾、量具管理方面的問題,并可以與數控車間CIMS工程的其它子系統進行集成,提高了數控車間的整體效益。西北工業大學較為系統地研究出了刀具管理系統,對刀具全壽命周期管理進行了研究[9]。
RFID(Radio Frequency Identification)即無線射頻技術。通過讀寫器和安裝于載體上的RFID標簽,能夠實現對載體的非接觸識別和數據信息交換。再加上其具有方便快捷、識別速度快、數據容量大、使用壽命長、標簽數據可動態更改、抗干擾能力強等特點,較條碼而言具有更好的安全性。RFID在工業生產中的應用主要集中在裝備線上零部件的追蹤與管理和生產線物料監控,但在信息流、物料流比較繁雜的生產加工環節上應用很少。而這些環節往往具有更大的發展空間,能為企業節約更多成本。
基于RFID技術而建立的刀具管理系統,通過RFID來實現刀具管理的自動化。提高刀具管理的準確性、快速性以及穩定性,其在硬件上采用RFID讀寫器、電子標簽、天線等設備器件;軟件上采用C#和SQLServer來實現刀具信息管理的自動化。目前。該系統已經初具規模,能夠實現預想的基礎功能。
2.系統硬件及管理
2.1 射頻識別系統概述
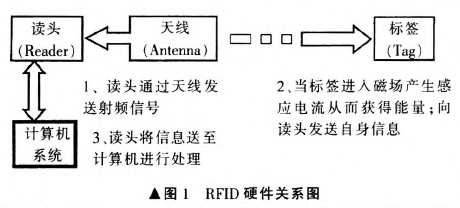
最基本的RFID系統由標簽(Tag)、讀寫控制器(Reade/Write Device)、天線(Antenna)i部分組成,如圖1所示。電子標簽中一般保存有約定格式的電子數據,在實際應用中,電子標簽附著在待識別物體表面上。閱讀器可無接觸地讀取并識別電子標簽中所保存的電子數據,從而達到自動識別物體的目的.通常閱讀器與電腦相連.所讀取的標簽信息被傳送到電腦上進行下一步處理””。
2.2 刀具識別流程
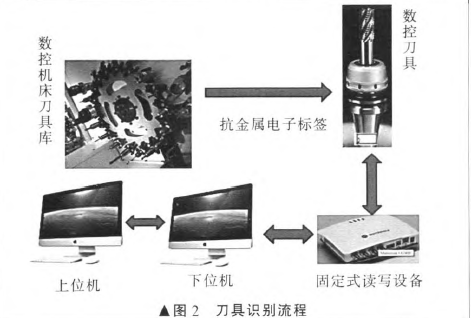
刀具識別流程如圖2所示.先由上位機發出指令,再由下位機經過解碼后傳遞給固定在刀具庫上的讀寫設備。讀寫器通過天線發射電磁波,形成一定范圍的電磁場.當附著在刀具刀柄部分的抗金屬電子標簽進入該電磁場后.產生感應電流,電子標簽獲得能量被激活。然后電子標簽將自身的信息通過其內置的天線發送出去.系統接收天線收到從電子標簽發送的載波信號,經天線調節器傳送到讀寫設備,讀寫設備再將信息傳遞給下位機,再由下位機將信息轉換成數字信號反饋給上位機,進而將刀具信息顯示在用戶界面上。
3.刀具管理系統
3.1 系統架構
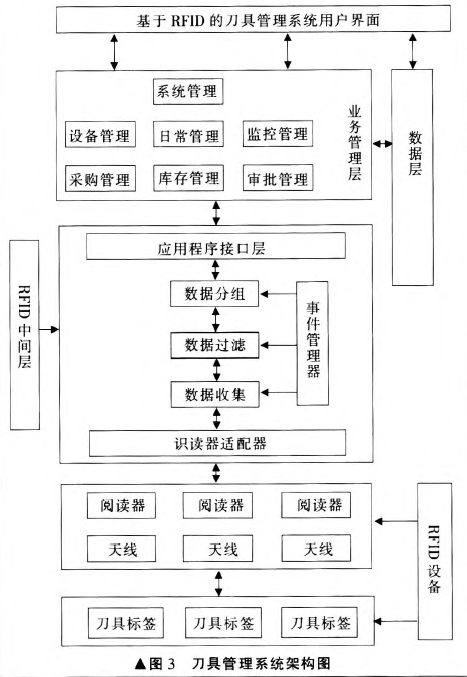
刀具管理系統的基本架構如圖3所示,用戶通過
軟件用戶窗口界面可以對設備、采購、庫存等多種信息進行管理,還可以控制RFID讀寫器對附著在刀具上的電子標簽進行讀/寫操作、SQL Server運行于Windows平臺,是高性能、高可靠性、高質量的關系數據庫管理系統.筆者選擇SQLServer數據庫。
3.2軟件系統的主要功能
對刀具管理系統的設計主要是為了使其能夠實現用戶管理、讀寫器基本參數設置、識別刀具、刀具選用等基礎功能,為后續刀具壽命實時監測等復雜功能的實現奠定基礎。
3.2.1用戶管理
用戶管理是最基本的功能.決定了哪些人能夠進入該系統對其進行信息增刪等。
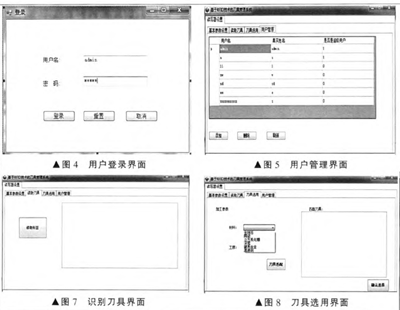
用戶登錄界面及用戶管理界面如圖4、圖5所示,該模塊可以添加多個用戶,以及一個具有刪除用戶等多種權限的超級用戶,用戶在注冊時,需要輸入指定的秘鑰才能注冊成功,這就保證了刀具管理系統的安全性。同時便于對系統的管理。
3.2.2讀寫器基本參數設置
讀寫器在工作之前需對其進行針對工作環境的需
要而進行的各種參數設置,使其處于正常的工作狀態。參數設置界面如圖6所示。
在此界面,能夠根據不同的識別對象及環境設置RS232串口號、串口波特率等讀寫器的基本參數,同時具有連接讀寫器、斷開讀寫器等按鈕,以及讀寫器發生故障時對其的重啟按鈕,便于對讀寫器的控制與操作。
3.2.3識別刀具
當電子標簽進入天線的識別范圍時。需要由界面來顯示被識別刀具的各項參數信息。
識別刀具界面如圖7所示。界面左側有操控完成讀取刀具電子標簽上信息的讀取標簽按鈕.當讀寫器讀取到電子標簽中的EPC號時,會在后臺與數據庫中的EPC號進行比對,在界面右側窗口顯示出對應刀具的各項參數;當查找數據庫中無此EPC號時,彈出窗口“是否添加新的刀具”.從而添加新的刀具.更新數據庫中的信息。
3.2.4刀具選用
刀具選用界面如圖8所示,在界面左側設置了兩個選擇刀具的條件,進行最基本的選刀,分別是刀具材料、加工工序。兩個條件采用選擇式按鈕.刀具材料包括金剛石、陶瓷、立方氮化硼、涂層、硬質合金以及高速鋼等常用的刀具材料;加工工序包含切削、鉆削、鏜削、銑削等最基本的加工工序。在數據庫中,每條EPC號對應的刀具基本參數包含有其刀具材料、適用的加工工序以及刀庫號等,當選定了刀具選擇條件后,系統會匹配出滿足該條件的刀具,將刀具及其各項參數顯示在右側窗口,用戶可以清晰地看到其所在的刀庫號,便于加工過程中的選刀。
4.結論
筆者提出了一種基于RFID的彩控刀具管理系統架構,以實現刀具作息的管理自動化,采用C#和SQlServer實現了部分功能。包含幫助假用者的快速選刀及刀具狀態的實時盥測等功能。未來將進一步實現刀具彤態的實時監測,并對刀具信息管理系統的各項功能進行優化完善,確保該系統能夠更加穩定地運行,快速性和準確性都能得到一定提升。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

