


山高:通過十個(gè)簡單的步驟實(shí)現(xiàn)最高的性能和生產(chǎn)率
2017-1-5 來源:山高 作者:山高刀具集團(tuán)技術(shù)培訓(xùn)經(jīng)理 Patrick
上海, 2017 年 01 月 - 所有加工車間都面臨著同一項(xiàng)任務(wù),那就是將原材料轉(zhuǎn)化為成品工件。加工出來的產(chǎn)品必須具備指定的質(zhì)量水平、達(dá)到所需的數(shù)量并在所要求的期限內(nèi)交貨。與此同時(shí),還必須解決可持續(xù)性問題和環(huán)境問題。為了保持競爭力和盈利,車間在不斷尋求以最經(jīng)濟(jì)、高效的方式完成自己的任務(wù)。
時(shí)至今日,為了追求工藝改進(jìn)而付出的這些努力的最佳范例是一場在歐洲被稱為“工業(yè) 4.0”的運(yùn)動(dòng),這場運(yùn)動(dòng)利用戰(zhàn)略和策略將先進(jìn)的數(shù)據(jù)采集、存儲和共享技術(shù)整合到制造流程中。工業(yè) 4.0 目前處于這場制造業(yè)革命的頂端,并需要管理層的強(qiáng)力支持、專業(yè)人員的參與以及巨大的投資才能得以實(shí)現(xiàn)。
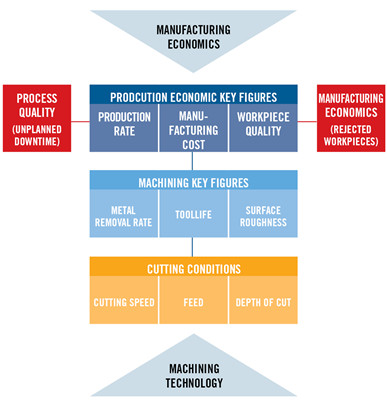
圖 1:后續(xù)步驟 - 全面一體化的生產(chǎn)模型
不幸的是,如果車間缺少像通用電氣或通用汽車這樣的全球性工業(yè)巨人的廣泛資源,在提高生產(chǎn)率方面可能就會欲振乏力。不過,一些極具成本效益的簡單分析和舉措能夠?qū)χ行⌒推髽I(yè)的生產(chǎn)率產(chǎn)生相當(dāng)大的積極影響。事實(shí)上,在投資于新的計(jì)算機(jī)、機(jī)械手或員工之前,任何車間無論其規(guī)模如何,都應(yīng)執(zhí)行基本的工藝分析并組織好現(xiàn)有的設(shè)備和實(shí)踐方法。事實(shí)是,組織混亂的車間即使實(shí)現(xiàn)了計(jì)算機(jī)化,最終也只會陷入計(jì)算機(jī)化了的混亂局面。
三個(gè)階段和十個(gè)簡單步驟
要對車間的實(shí)踐方法進(jìn)行組織,首先需要分三階段對生產(chǎn)過程執(zhí)行審查。第一階段是選擇階段,需要選擇切削策略、刀具和切削條件。下一個(gè)階段是整合階段,也就是將所選的刀具和策略全部整合到加工工藝中。第三階段是實(shí)現(xiàn),用于將工藝付諸實(shí)施。
在大多數(shù)情況下,第三階段的結(jié)果達(dá)不到預(yù)期,而且需要采用某些措施,從而根據(jù)實(shí)際情況進(jìn)行削足適履,獲得可接受的成果。這些措施可能是技術(shù)性質(zhì)的,例如設(shè)法減小切削力,也可能是經(jīng)濟(jì)層面的,包括旨在降低成本的那些舉措。幸運(yùn)的是,車間可以通過十個(gè)簡單的步驟分析和改進(jìn)自己的金屬加工工藝。這些步驟如下所示。
智能化預(yù)算控制
金屬加工的常用預(yù)算方法是以盡可能低的價(jià)格采購所有加工要素,但在選擇刀具時(shí)最好不要僅僅著眼于價(jià)格。在討價(jià)還價(jià)之前,車間應(yīng)當(dāng)考慮需要取得什么樣的最終結(jié)果。如果目的是獲得公差嚴(yán)密、質(zhì)量一流的工件,則需要使用價(jià)格更高的精密刀具來進(jìn)行加工。
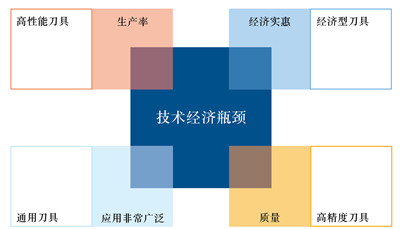
圖 2:不同的刀具選擇標(biāo)準(zhǔn)
寄希望于利用廉價(jià)刀具加工出優(yōu)質(zhì)的零件時(shí),往往會得到不合格的零件,而且其花費(fèi)還要超過高價(jià)刀具的費(fèi)用。另一方面,當(dāng)質(zhì)量要求不太嚴(yán)格時(shí),高精度刀具的一些功能會得不到用武之地。了解流程的最終目標(biāo)是做出極具經(jīng)濟(jì)效益的采購決策的第一步。
智能化約束處理
與所探討的金屬加工理論形成對照的真實(shí)金屬加工會受到一些實(shí)際約束,包括機(jī)床功率和穩(wěn)定性以及客戶對于尺寸和表面粗糙度質(zhì)量的需求。切削條件千差萬別,而參數(shù)的各種組合對切削力和表面粗糙度產(chǎn)生的影響可能會導(dǎo)致用戶無法作出某些選擇。
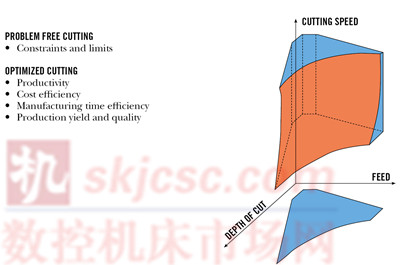
圖 3:用于選擇切削條件的兩步模型
盡管如此,為了突破工藝約束,僅僅全面減小切削參數(shù)并非是明智之舉。例如,與更改進(jìn)給量相比,更改切深對機(jī)床功耗產(chǎn)生的影響更大。在減小切深的同時(shí)增大進(jìn)給量可以在機(jī)床功率有限的約束條件下提高生產(chǎn)率。
刀具應(yīng)用合理化
鑒于可用的刀具槽型、尺寸和材料浩如煙海,因此可以選擇的金屬加工刀具配置實(shí)際上也是數(shù)不勝數(shù)。機(jī)床車間通常每次只為一種加工選擇刀具應(yīng)用,也就是選擇一種特定的刀具在零件上加工出一種特定的特征,然后再選擇另一種刀具以加工出另一種不同的特征。

圖 4:全部刀具產(chǎn)品浩如煙海 - 合理化是關(guān)鍵所在
例如,使用兩個(gè)單獨(dú)的刀具來車削軸并加工出一個(gè)具有兩個(gè)方肩的寬槽。具體而言,使用其中一個(gè)刀具將軸車削到所需的直徑并切削一個(gè)方肩以及槽的寬度,然后使用第二個(gè)刀具切削另一個(gè)方肩。每個(gè)刀具都經(jīng)過單獨(dú)編程和優(yōu)化,因此產(chǎn)生了各自的編程和管理成本。
另一個(gè)形成鮮明對比的刀具選擇策略是開發(fā)高度專業(yè)化的能夠在一次加工中產(chǎn)生多個(gè)特征的定制刀具。這種策略非常便捷,但設(shè)計(jì)和制造專用刀具需要付出不菲的代價(jià)。
介于這兩種極端情況之間的方法是利用能夠執(zhí)行一種以上的加工的標(biāo)準(zhǔn)刀具(多向刀具)。山高的 MDT刀具就是這種方法的一個(gè)完美范例。
這款刀具的特性使它能夠車削直徑、通過插銑加工出一個(gè)方肩、在軸上移動(dòng)以進(jìn)行切槽,然后撤刀以加工出第二個(gè)方肩。即使這樣的多向刀具并不使用兩個(gè)單獨(dú)刀具的最佳切削參數(shù)進(jìn)行加工,在刀具、編程、換刀時(shí)間和庫存成本方面實(shí)現(xiàn)的節(jié)約也會使其成為首選的刀具。
復(fù)雜的工件加工方法(組合技術(shù))
與使用可執(zhí)行兩種或更多加工的刀具相比,車間可以采用的另一種不相上下的方法是選擇能夠在多種工件上加工出相似特征的刀具。車間可以加工各種不同的工件,但這些工件具有相同的特征,例如孔、槽和銑削表面。為了加快復(fù)雜零件的加工速度,車間可以將相似的特征視為一組特征,然后選擇一種針對在不同的零件上重復(fù)進(jìn)行的特定加工(例如孔加工)進(jìn)行了優(yōu)化的刀具。這種經(jīng)過優(yōu)化的刀具不但能夠?qū)崿F(xiàn)最高的效率,還由于無需為每個(gè)單獨(dú)零件的刀具進(jìn)行重復(fù)性編程而節(jié)約了工程時(shí)間并因此降低了成本。這種組合技術(shù)方法還有助于減少刀具庫存。
獲得質(zhì)量最低但功能合格的工件
盡管這一概念乍看之下非常奇怪,但車間必須認(rèn)識到,工件質(zhì)量應(yīng)在滿足客戶規(guī)格和功能要求的情況下盡可能得低,并不需要超額滿足這些要求。如果某個(gè)零件的公差為 5 微米,那么實(shí)現(xiàn) 3 微米的公差就是在浪費(fèi)時(shí)間和金錢。要實(shí)現(xiàn)更緊密的公差,需要使用質(zhì)量更高的刀具和更加精密的加工工藝。但客戶不會為他們要求之外的這些更高質(zhì)量慷慨解囊,因此這項(xiàng)工作對于車間來說就是一筆賠錢買賣。
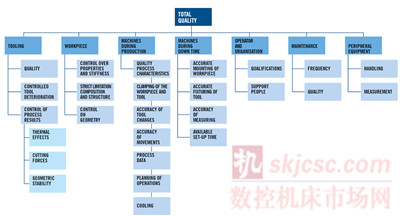
圖 5:成品工件的整體質(zhì)量會受多種因素的影響
很明顯,有些質(zhì)量問題(例如毛刺)是必須解決的問題。但在某些情況下,少量的支出并不值得計(jì)較 - 與刀具將要加工的大型鈦合金航空航天部件的高昂價(jià)值相比,區(qū)區(qū)幾歐元或幾歐分的刀具成本差異是微不足道的。為了實(shí)現(xiàn)最高的成本效益,車間應(yīng)當(dāng)根據(jù)工件的功能和質(zhì)量要求定制生產(chǎn)質(zhì)量。
預(yù)測性刀具維護(hù)
傳統(tǒng)的刀具維護(hù)是按兵來將擋、水來土掩的思路進(jìn)行的。出現(xiàn)磨損或發(fā)生斷裂的刀具將被更換。但除了刀具自身的成本以外,這種方法還會產(chǎn)生其他成本,包括制造工藝的停機(jī)時(shí)間和可能的工件損壞。而預(yù)防性刀具維護(hù)是一種超越了被動(dòng)式維護(hù)的措施。
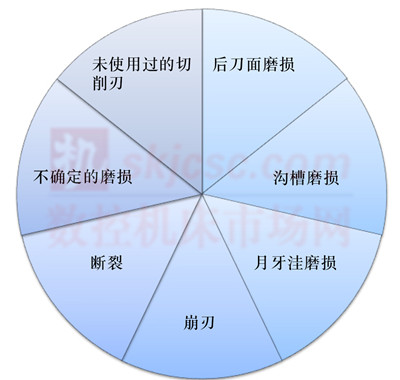
圖 6:切削刀具由于遇到不同的現(xiàn)象而出現(xiàn)磨損
即使是相同的刀具,其有效壽命通常也會比平均使用壽命或長或短。預(yù)防性刀具維護(hù)基于這樣一種理念:在刀具達(dá)到其最短預(yù)期使用壽命之前將其更換,以確保在刀具磨損過多甚至斷裂之前予以更換。但這種方法會導(dǎo)致使用壽命能夠達(dá)到甚至超過平均壽命的刀具無法物盡其用。
013560_HQ_IMG_Tool_Deterioration_Best_Practices_2014
一種相對較新的基于刀具壽命建模的方法借助計(jì)算機(jī)計(jì)算和模擬來提供預(yù)測性的刀具損耗數(shù)據(jù)并指出應(yīng)當(dāng)何時(shí)更換刀具。盡管花費(fèi)要更高一些,但可以利用傳感器來實(shí)時(shí)跟蹤刀具的磨損情況,從而進(jìn)一步完善結(jié)果。通過利用預(yù)測性刀具維護(hù),有望將刀具成本降低 15%、20% 甚至更多。
刀具庫存控制
當(dāng)進(jìn)行金屬加工的第二個(gè)階段“整合”時(shí),一定要注意,刀具庫存控制不同于刀具管理。刀具管理是指整理現(xiàn)有的刀具庫存并使刀具能夠投入到生產(chǎn)環(huán)節(jié)。為此,可以使用多種自動(dòng)化的刀具管理系統(tǒng)。而另一方面,刀具庫存控制是指設(shè)法合理確定和統(tǒng)計(jì)車間為了側(cè)重于真正需要進(jìn)行的加工而擁有的刀具數(shù)量。如果在將刀具裝載到自動(dòng)化的刀具分配裝置中之前沒有合理確定刀具數(shù)量,最終只會陷入自動(dòng)化的混亂局面。
004619_HQ_IMG_SecoPoint_Single_Box_Dispenser
實(shí)際工作分析
美國工程師兼工作分析先鋒 Fredrick Winslow Taylor 在其于 1907 年出版的《金屬切削藝術(shù)》(On the Art ofCutting Metals) 一書中指出,在車間中進(jìn)行的某些活動(dòng),例如表面銑削,確實(shí)為工件創(chuàng)造了價(jià)值。但他也指出,另一方面,生產(chǎn)成品工件時(shí)需要開展的很多活動(dòng)并不會直接創(chuàng)造價(jià)值。這些活動(dòng)包括將工件固定在機(jī)床上、編寫加工程序等等。
Taylor 稱,不創(chuàng)造價(jià)值的任務(wù)應(yīng)當(dāng)盡快完成,而且應(yīng)當(dāng)最大限度減小這些任務(wù)對總生產(chǎn)成本的影響。通過自動(dòng)化,可以完成零件裝載和固定等任務(wù)并節(jié)省時(shí)間和金錢。
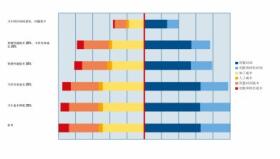
圖 7:可以通過不同的方式實(shí)現(xiàn)生產(chǎn)率和成本效益
制造商通常認(rèn)為縮短加工時(shí)間的最佳方法是提高加工參數(shù)。大多數(shù)車間都沒有充分認(rèn)識到工程設(shè)計(jì)等活動(dòng)所消耗的時(shí)間。在零件從圖紙到交付的這一過程中,工程設(shè)計(jì)這項(xiàng)任務(wù)可能占據(jù)了總耗時(shí)的 40% 之多。刀具故障、質(zhì)量問題或切屑控制問題所產(chǎn)生的意外停機(jī)時(shí)間也可能被忽視了。當(dāng)分析工作活動(dòng)和成本時(shí),必須考慮到零件生產(chǎn)時(shí)間所涉及的全部因素。(參見附注)
優(yōu)化的實(shí)際應(yīng)用
零件金屬加工的第三階段是實(shí)現(xiàn)階段,在此階段會將在第一階段選擇并在第二階段整合的刀具和策略付諸實(shí)施。流程幾乎從不嚴(yán)格按計(jì)劃的方式運(yùn)轉(zhuǎn),因此就需要在這一階段對加工的速度、可靠性和其他因素進(jìn)行優(yōu)化。此外,大多數(shù)車間還會尋求改進(jìn)現(xiàn)有的流程。執(zhí)行了第一階段和第二階段的組織和合理化步驟之后,通過進(jìn)行實(shí)際優(yōu)化,進(jìn)給量、速度和切深組合會產(chǎn)生所需的結(jié)果,車間因此而獲得技術(shù)和經(jīng)濟(jì)效益。
明智地引進(jìn)新技術(shù)
如今的制造商面臨著很多相對較新的挑戰(zhàn),包括對于可持續(xù)性和環(huán)境保護(hù)的強(qiáng)制要求。通過明智地引進(jìn)新的技術(shù)和工藝,車間能夠戰(zhàn)勝這些挑戰(zhàn)。例如,工廠可以利用干式加工來減少冷卻劑的使用量,從而減少油液可能對環(huán)境產(chǎn)生的影響以及為了安全處理油液而產(chǎn)生的費(fèi)用。增加無鉛工件材料的使用量旨在清除環(huán)境中的有害金屬。改善工藝參數(shù)和生產(chǎn)刀具性能可以顯著降低能耗。
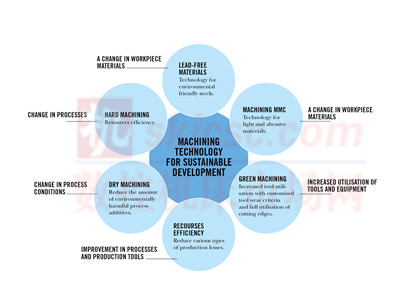
圖 8:加工工藝的發(fā)展
結(jié)論:第 4 階段和 STEP 培訓(xùn)
當(dāng)各種規(guī)模的制造商利用這十個(gè)簡單的步驟改進(jìn)自身的加工時(shí),生產(chǎn)工藝的第四階段需要持續(xù)開展內(nèi)部培訓(xùn)。
這一培訓(xùn)的目標(biāo)是確保車間的工作人員認(rèn)識到,用于解決生產(chǎn)率問題的解決方案不一定都需要投入大量的資金、高科技和更多的人力。

016538_HQ_IMG_STEP_library_overview_without_background
可以反復(fù)運(yùn)用在改進(jìn)個(gè)別加工或多種加工時(shí)獲得的經(jīng)驗(yàn)教訓(xùn),也可以擴(kuò)充這些經(jīng)驗(yàn)教訓(xùn)以涵蓋整個(gè)車間的類似情況。可以使用系統(tǒng)性的培訓(xùn)(例如山高技術(shù)培訓(xùn)計(jì)劃 [STEP],它是一個(gè)成熟且實(shí)用的用于幫助用戶熟悉最新刀具系統(tǒng)和技術(shù)的課程)對這些經(jīng)驗(yàn)教訓(xùn)進(jìn)行補(bǔ)充。通過與工藝分析和改進(jìn)方面的實(shí)踐經(jīng)驗(yàn)相結(jié)合,培訓(xùn)可對客戶產(chǎn)生重大的影響,幫助打造一種能夠解決問題和改進(jìn)工藝以使制造業(yè)務(wù)持續(xù)取得成功的文化。
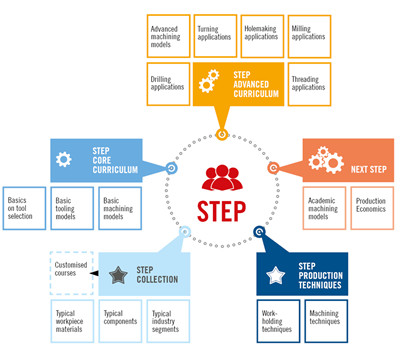
圖 9:全部 STEP 培訓(xùn)
跟蹤隱性成本
當(dāng)執(zhí)行實(shí)際工作分析時(shí),成本可能是顯而易見的,也可能非常隱蔽或者被忽視。在將原材料轉(zhuǎn)化成成品工件期間,影響總成本的因素通常可以分為八個(gè)類別。這些類別包括刀具和刀具系統(tǒng)、工件材料、工藝和工藝數(shù)據(jù)、人員和組織、維護(hù)工作、特殊因素、周邊設(shè)備以及各種隨機(jī)因素。
加工時(shí)間是最明顯的成本因素,它包括加工時(shí)間以及在設(shè)置機(jī)床和刀具、搬運(yùn)工件和執(zhí)行質(zhì)量檢查時(shí)花費(fèi)的時(shí)間。很明顯,設(shè)置和搬運(yùn)工件時(shí)花費(fèi)的時(shí)間需要算在計(jì)劃的停機(jī)時(shí)間內(nèi),但加工時(shí)間中的一個(gè)不太明顯的部分是由于刀具意外損耗、切屑問題和質(zhì)量不穩(wěn)定而造成的工作意外停止。
那些生產(chǎn)出質(zhì)量欠佳或不合格零件的不可靠的加工工藝、破損的刀具、損壞的工件以及系統(tǒng)問題都會無謂地導(dǎo)致加工時(shí)間變長、成本增加。與操作員犯下的錯(cuò)誤和系統(tǒng)發(fā)生的異常所貢獻(xiàn)的時(shí)間相比,常見因素(例如加工時(shí)間和計(jì)劃內(nèi)的刀具更換)在總加工時(shí)間中所占的比例較低。
在計(jì)算總生產(chǎn)時(shí)間中,通常會忽視工程設(shè)計(jì)—包括常規(guī)活動(dòng)、幾何活動(dòng)(編程)和技術(shù)活動(dòng)(選擇刀具和加工參數(shù))—所貢獻(xiàn)的時(shí)間。零件編程在工程設(shè)計(jì)時(shí)間中占據(jù)了很大一部分,但技術(shù)問題(例如選擇刀具和選擇加工參數(shù))也涉及了大量的工程設(shè)計(jì)活動(dòng)。
此圖(PDF 中的幻燈片 3)顯示了加工時(shí)間和成本之間的關(guān)聯(lián),垂直軸顯示的是成本,水平軸顯示的是使用的時(shí)間。八個(gè)因素組使用不同的顏色,淺藍(lán)色代表刀具系統(tǒng),淺黃色代表工件材料,淺橙色代表工藝和工藝時(shí)間,依此類推。在這個(gè)簡化的一般性示例中,單個(gè)工件的預(yù)計(jì)生產(chǎn)成本被設(shè)置為 1.0,基準(zhǔn)時(shí)間為零。此圖表明,刀具成本的八個(gè)因素所消耗的總時(shí)間比計(jì)劃的時(shí)間多出了80%,并導(dǎo)致最終的成本達(dá)到了預(yù)期成本的 3.5 倍。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別