


上海, 2017 年 07 月 - 失控的振動會給金屬切削帶來諸多問題。在切削過程中,不斷變化的力會引起振動和刀具顫振,進而導致零件表面質量下降、磨損加快或刀具斷裂,并且會損壞機床組件。此外,產品設計也趨向于引發振動。為了提高產品強度并降低裝配成本,制造商們越來越多地使用整體工件來加工零件。為了加工零件內部的特征,刀具需要進入較深的腔體,而加長的刀具長度會加劇振動。如果通過降低切削參數來減小振動,則會降低生產率并增加制造成本。
在眾多控制振動的方法中,最主要的方法是被動式動態減振系統,它利用調諧質量減振器概念來吸收振動,防止振動進一步擴散并最終破壞加工過程。
振動是一個常見問題
所有行業部門都認為過度振動是一種破壞性工況。重復的操作和/或外力會產生同一種運動,這會在機器、建筑物或橋梁中產生共振,并且會發展到危險的地步。制造商和建筑商通常采用調諧質量減振器概念來克服振動。調諧質量減振器是一個懸浮在機器或結構內部的部件,用于與多余的振動形成反相共振,吸收能量,并最大限度地減少振動。
金屬切削中的振動
在金屬切削過程中,刀具在產生切屑時會形成持續改變的切削力,因此會造成振動。在斷續的銑削工藝中,隨著切屑的形成和斷裂,刀桿周期性地加載和卸載,因此會形成十分明顯的間歇切削力。在車削工藝中,這種情況同樣存在。
控制金屬切削過程中振動的被動方法包括最大限度地增強加工系統中各元件的剛性。為了限制不必要的運動,可以采用堅固的結構元件建造機床,使其更大、更重,并且填充混凝土或其他減振材料。從工件的角度來看,薄壁零件和那些沒有支撐的零件在加工時容易產生振動。在一定程度上,零件經過重新設計可以提高剛性。然而,這種設計變更往往會增加重量并影響產品性能。
對于切削刀具來說,控制振動的被動方法包括使用更短、更具剛性的刀具以及使用堅硬的硬質合金刀柄代替代鋼質刀柄。
控制刀具振動的被動式動態方法包括采用調諧質量減振器。山高 Steadyline 系統采用預調諧減振器,包括通過徑向減振元件懸浮在刀桿內部的、由高密度材料(以減少其整體尺寸)制成的減振器塊。當振動被切削刀具傳輸到桿體時,減振器會立即吸收振動。
傳統刀具:振動沿著機床主軸擴散

018636_HQ_ILL_Steadyline_turning_boring_bars_60_80_anti_vib_redline_CMYK
被動式動態減振刀具:減振器會在振動沿著主軸擴散之前將其吸收

018635_HQ_ILL_Steadyline_turning_boring_bars_60_80_anti_vib_greenline_CMYK
在進行典型的長懸伸加工時,Steadyline 系統使生產效率至少達到非減振刀具的兩倍,同時還能改善零件表面粗糙度、延長刀具使用壽命,并且可降低機床的應力。被動式動態減振技術可以使某些應用得以實現,例如使用長徑比達到 10 倍的刀具;如果不采用被動式動態減振技術,即使在最小的加工參數下也無法使用此類刀具。

012479_HQ_IMG_Steadyline_Application
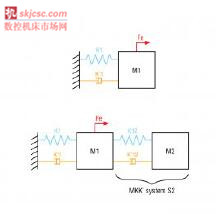
被動式動態減振工作原理
圖 1 和圖 2 說明了 Steadyline 被動式動態振動控制系統的工作原理。在圖 1 中,傳統整體式刀柄的減振屬性包括刀柄的質量 (M1)、剛性 (K1) 及其固有的減振特性 (K’1)。這些屬性組合在一起構成 MKK' 系統。在切削過程中,切削力 Fe 在刀柄中產生運動(振動)。
在 Steadyline 系統(圖 2)中,增加了第二個 MKK' 系統的減振屬性,即質量 M2、剛性 K12 和密度K’12。MKK' 系統 S2 可以處理與原始 MKK' 系統相同的固有頻率,并且與多余的振動形成反相共振,因此可以吸收能量并減少振動。
HQ_ILL_Steadyline_MKK_schema
在 Steadyline 系統中,減振器安裝在刀桿前部撓曲變形最大的部位,當振動從切削刃傳遞至刀桿主體時,減振器能夠立即阻止振動。此外,Steadyline 系統還包括短小緊湊的 GL 切削刀頭,該刀頭可將切削刃靠近減振器放置,從而實現最佳減振效果。Steadyline 系統的應用非常廣泛,特別適用于銑削(輪廓銑、型腔銑、槽銑)、車削、粗鏜和精鏜。
應用對比
對難加工的 42CrMo4 鋼的鏜削案例可反映Steadyline 系統減振效果。在該示例中,一個直徑為 105.8 mm的圓柱孔將通過五次鏜削(切削深度從 3 mm 逐步減少至 0 mm)被擴大到直徑為 129 mm 的錐孔。所采用的刀桿直徑為 80 mm,初始切削長度為 600 mm,這表示刀具的長徑比為 7.5。粗鏜采用 0.3 mm/轉的進給量,并且切削速度為 157 m/分鐘。在完成粗鏜后,通過半精加工方式最終達到 130 mm 直徑,采用 0.5 mm的切削深度、0.2 mm/轉的進給量和 200 m/分鐘的切削速度。盡管工件未使用 Steadyline 刀桿的全轉速能力,但憑借 Steadyline 被動式動態振動控制系統,加工時間從 12 小時縮短為 2 小時(減少 80% 以上)。
為了直觀展現 Steadyline 系統在側銑加工中的優勢,我們對 1.1206 CK50 鋼進行側銑。在這項加工中,采用不具備被動式動態振動控制功能的 Combimaster 銑刀刀柄以及直徑為 20 mm 的刀具,切削速度為 312m/分鐘,進給量為 0.3 mm/齒,并且切削深度為 0.9 mm。當使用同一款采用 Steadyline系統的刀具,并且采用相同的切削速度和進給量時,切削深度可增加至 2.2 mm(多達 2.3倍),并且消除了多余振動。
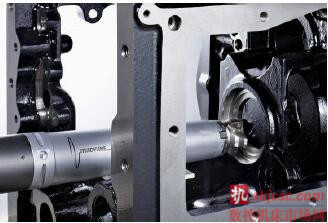
012099_HQ_IMG_Steadyline_milling_gearbox
結論
被動式動態振動控制系統主要面向石油天然氣、發電和航空航天客戶的設備制造商,因為所有這些行業部門都會定期處理一些需要使用加長刀具的大型復雜零件。此外,這類零件通常由難加工的堅硬合金制成,因此會產生可引發振動的強大切削力。然而,顯而易見的是,幾乎每一家制造商都會面臨需要借助 Steadyline 刀柄系統的特定應用場合,通過其減振性能來擴展自身的加工能力、提高生產率并降低成本。
(附注)
Steadyline 硬件、安裝和應用注意事項
硬件細節
Steadyline 被動式動態振動控制系統包括綜合全面的適用于銑削、車削和鏜削應用的硬件選項,可以靈活組裝以滿足各種不同的生產要求。

019534_Aufnahme-0083
車削刀柄系統可用于車削和鏜削,包括 7 種刀桿直徑尺寸:32 mm、40 mm、50 mm、60 mm、80 mm、2.5"和 3.0"。可為每種直徑提供三種刀柄長度 – 6xD、8xD 和 10xD,并且提供了眾多機床側連接。其中包括適用于 32 mm 至 80 mm(公制)和 1.25" 到 3"(英制)尺寸的圓柱柄,以及 Seco-Capto 側固柄和 HSK-T/A。直徑等于或小于 50 mm 的刀桿可以直接使用緊湊型 GL 刀頭,它具有精確的多面連接,通過便捷的螺母系統進行固定。
直徑等于或大于 60 mm 的刀桿采用由四個 Graflex 螺釘鎖定的 BA 連接,允許 0 /180 定位。這些大型刀桿可以與“BA 至 GL”接頭和緊湊型 GL50 刀頭配合用于車削,并與定制的 BA 鏜頭配合用于鏜削。GL 刀頭適用于粗鏜和精鏜應用,并且適用于采用右車刀和左車刀的車削應用。提供了用于粗加工的負角刀片、用于精加工的正角刀片以及用于螺紋加工、割槽和切斷的刀片。
除了廣泛的標準刀具選項外,山高還提供各種定制解決方案,例如帶有多個切削刃的刀桿和用于特殊應用的極長刀桿(超過兩米)。
GL 連接

012251_HQ_IMG_GL_connection_1
BA 連接

018295_HQ_IMG_Steadyline_BA%2BAdapter%2BHead
對于銑削應用,Steadyline 振動控制配置提供了 Combimaster 可換刀頭銑刀(適用于直徑 20 mm 至 40 mm的銑刀)和面銑刀柄(適用于直徑 40 mm 至 160 mm 的刀具)。無論是 Combimaster 還是面銑刀柄,均可使用眾多刀片類型,適用于方肩銑、仿形銑、立銑、面銑、插銑和三面刃銑,以及輪廓銑和螺旋插補銑。刀體通過錐形增強的圓柱形最大限度地提升了剛性,可在重型加工應用中實現高度的靜態和動態穩定性。可為銑削刀柄提供 Seco-Capto 側固式、HSK-A、BT、CAT 和 DIN(包括錐面型)機床側連接。
此外,為銑削應用場合提供的定制刀柄還包括熱脹夾緊系統、專用夾頭等特殊組件。
刀具安裝指南
Steadyline 刀具基本上是“即插即用”:內置減振系統隨時可用,不需進一步的準備。為了達到最佳效果,刀桿必須直接安裝在機床上,而不使用中間接長桿或變徑套。在機床上安裝刀具時,建議采用 Seco-Capto 系統,因為它具有出色的剛性、同步錐面和平面接觸以及高度的抗彎曲能力,能夠最大限度地提高切削刃的定位精度。無法選擇 Seco-Capto 時,山高建議采用安裝在分離式鏜桿刀柄中的圓柱型刀桿,至少應插入到 4xD 處(由刀桿上的第二行標記)。
應用提示
Steadyline 刀柄系統有一些需要特別注意的應用事項。當直接使用被動式動態 Steadyline 刀桿來更換傳統刀桿時,可能需要提高切削參數以產生足以觸發系統減振響應的振動。此外,在長懸伸應用中,刀桿可能彎曲但不會振動,因此會加工出比編程值小的直徑。可將加工操作分成三個輕型切削步驟,從而消除彎曲并產生指定的直徑。值得注意的是,相對于刀桿直徑,最小加工直徑必須足夠大,以便正確排屑。正確地考慮排屑非常關鍵,尤其是在加工小而深的孔時。建議使用冷卻液來幫助排屑,并盡量減少熱量傳遞至對溫度敏感的刀桿上。
作者:Pierre Zunino 產品經理 Yannick Groll 研發工程師
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

