


底盤零件加工并非易事,因為加工過程涉及到難以加工的材料。很多底盤零件還成細長形狀,這更增加了加工難度。總部位于圖賓根的瓦爾特是該領域深受歡迎的解決方案合作伙伴。公司采用高效的刀具槽型和多種精心設計的市面上無與倫比的混合刀具,完全可應對這些專業挑戰。
轎車前輪拉桿軸承(Drag bearing)長度在50厘米或以上。它們通常由難以加工材料制成。轎車通常使用鋁合金,而商用車輛底盤零件通常采用鑄鐵材質,其尺寸更大。
工件的長度和復雜的形狀使這些軸承及其它底盤零件變得更加困難。特別是成品件(無論是軸承、懸架臂、縱向搖臂還是副車架)必須承受非常大的負荷:他們不得不承受轉向動作、壓縮和解壓,保證與車身的安全連接,即使在最壞的路況也能確保其正常功能。
堅硬材料
用于制造底盤零件的材料都很堅硬,加工難度非常大。例如,轎車行業常用的鋁合金,產生的鐵屑長度通常為10~50厘米。要想平順地將這些鐵屑清除干凈并非易事。
從一開始就面臨挑戰,但是在加工的夾緊階段和空間配置階段尤為突出。工件必須牢固夾緊,而且從所有要求的方向都可接近。刀具必須夠長,才能較為理想地完成夾具與零件之間的工作。此時,夾緊和刀具一直采用的規則是:只要有必要,就盡可能短。最重要的事情是在承受切削力的條件下安裝手柄。加工期間,加工件和刀具長度可引起非常大的搖臂運動,從而不可能進行精密加工。
瓦爾特PCD非標刀具產品經理Roland Hanischdörfe說:“采用專用的刀具槽型,可完全或至少大部分防止這種現象,我們的刀具專用于底盤零件的加工。”
使用正確的微觀槽型,可產生兩種效果,這兩種效果可抵消不希望發生的搖擺運動:要么是刀具的適宜性將搖擺運動限制到最低水平或全部消除,要么是加工期間產生的力相互抵消。產生哪種效果或是否采用兩者的組合,取決于實際的加工情況。Roland Hanischdörfer說:“我們的刀具能達到任何一種效果。”
高效的混合刀具
這對瓦爾特的專家們來說是遠遠不夠的,畢竟他們汽車行業的客戶一直面對持續的競爭壓力,都在想盡一切辦法進行優化。因此,總部位于圖賓根的瓦爾特研發出了大量的刀具,以便高效地加工汽車底盤零件:整體硬質合金可轉位刀片結合聚晶金剛石(PCD)刀片的混合刀具。
硬質合金可轉位刀片用于粗加工并實現大批量加工。其特殊刀具槽型還能產生短屑,即使是加工鋁合金,也能解決排屑問題。
在以后的加工工步中,采用混合刀具的PCD可轉位刀片進行精加工。“因此,用戶僅需要采用一把刀具即可完成兩個完全不同的加工階段,這就縮短了非生產時間,因為無需換刀。”
Hanischdörfer表示,PCD可轉位刀片用于精加工工序,可保證極高的表面質量。近年來,瓦爾特已經開始提供PCD刀具,這些刀具將斷屑槽用激光焊在金剛石切削刃上。“這樣可將數米長的切削縮短到幾厘米長。”
瓦爾特很多混合刀具還能配置用于微量油霧潤滑(MQL)。不采用傳統的濕加工乳化液或冷卻油,新產品采用油-空氣冷卻和潤滑加工表面和刀具。這種技術有很多優勢。一是使用最少量潤滑技術,可將每小時需要的冷卻液量從500升降低到僅僅10~20毫升。二是使用微量油霧潤滑技術,無需廢棄處置昂貴且對環境有害的冷卻液,濕鐵屑當做特殊廢物處理。
成套加工概念
瓦爾特工程師已經在實際應用中實現了其混合刀具的更長使用壽命和更高的切削參數。Roland Hanischdörfer很高興地說:“使用這些刀具的客戶可以明顯感受到其工件效果,包括切削參數和刀具使用壽命,他們絕對滿意。”
另外,客戶越來越信任瓦爾特,并委托我們基于這些優勢開發加工概念。“我們的客戶需要解決方案提高效率,但是他們不想在研發方面投入大量工作。我們很多年前就看到了這種趨勢。因此,我們在金加工方面加大投入,不僅研發高效大刀具,而且還為我們的客戶提供完整的加工概念。”
這類概念通常有兩條途徑:
汽車行業的客戶邀請瓦爾特專家到他們自己的工廠并向他們展示新零件的計算機圖片和/或原樣。瓦爾特根據這些資料研發出了完整的加工概念,包括所有刀具。
用戶到他們的機械加工廠去,并向他們購買完整的加工過程。機械加工廠聯系瓦爾特,以便確定并購買所需要的刀具。或者(見上文)制造廠與瓦爾特合作研發加工概念。
無論采用哪種途徑,依據是我們對現有加工工藝的全面了解以及客戶工廠的框架狀況。
越來越多的用戶還要求瓦爾特提供更多的服務:研發成套的零件成本概念。此時的關鍵點是瓦爾特可保證具體的單件成本。這特別對汽車行業來說是一項非常顯著的優勢,其中“單件成本”(CPP)是一個關鍵計算變量。
這需要瓦爾特與各用戶之間非常密切的合作,但是還需要所有生產過程的全面數字化和網絡化。Roland Hanischdörfer說:“如果我們的數字化制造專家有足夠的數據使加工過程更加透明,他們可釋放出以前完全不可想象的優化潛力,并達到驚人的效率。”
瓦爾特參展EMO 2017:3號展廳、B34展位
圖片資料:
圖片1:Roland Hanischdörfer

圖文說明:我們的客戶需要解決方案提高效率。我們很多年前就看到了這種趨勢。瓦爾特PCD非標刀具產品經理說:“因此,我們在金加工方面加大投入,不僅研發高效大刀具,而且還為我們的客戶提供完整的加工概念。”
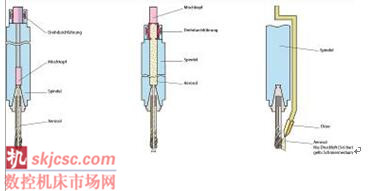
圖片2:PCD鉆銑組合刀具

圖文說明:拉桿軸承上部連接件的上下方的同時面銑。然后,在連接件上鉆一個有臺階的孔,無需換刀,后面以圓形的方式去毛刺。
圖片3:PCD組合刀具

圖文說明:在帶有可互換硬質合金鉆削刀片全部材料中鉆削,以便用螺紋連接跟蹤桿。長PCD切削刃,設有斷屑槽型,用于加工大錐形凹陷,然后向后以圓形方式清除鉆孔圓柱部分的毛刺。
圖片4:釬焊PCD球形銑刀

圖文說明:PCD球形銑刀用于加工拉桿軸承的球窩,保證拉桿軸承能自由轉動。
圖片5:鋁合金拉桿軸承

圖文說明:汽車行業的拉桿軸承舉例,其中采用了上圖所示的所有刀具。
圖片6:MQL系統
圖文說明:瓦爾特很多混合刀具還能配置用于最少量潤滑(MQL)。不采用傳統的濕式加工乳化液或冷卻油,新產品采用油-空氣冷卻和潤滑加工表面和刀具。
圖片:瓦爾特
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

